Навигация
8. План производства
Поставщиками листового металла для производства круглых и овальных спирально-навивных (спирально-замковых) воздуховодов являются:
- торговый дом «Электрощит» (поставка гладкого стального листа толщиной 0,55 мм);
- Магнитогорский горно-металлургический комбинат (поставка оцинкованного стального листа толщиной 0,70 мм).
Необходимая площадь цеха для производства круглых и овальных спирально-навивных (спирально-замковых) воздуховодов и фасонных частей к ним составляет 100 м2. Площадь для размещения склада готовой продукции и склада материалов составит 400 м2.
Суммарная потребная мощность оборудования по потреблению электроэнергии составляет 54,13 кВт (Таблица 6).
Воздушная магистраль должна обеспечивать давление 6 атм при расходе воздуха 500 л/мин.
Время изготовления круглых спирально-навивных воздуховодов зависит от длины воздуховода (3 или 6 м), ширины штрипсы и диаметра трубы (Рисунок 5).
Математическая зависимость нормы времени изготовления воздуховодов от диаметра при ширине штрипсы 137 мм определена методом наименьших квадратов для линейной зависимости:
- при длине воздуховодов 3 м
Нвр = 225 Dв +20, (4)
- при длине воздуховодов 6 м
Нвр = 300 Dв +40, (5)
где Dв – диаметр воздуховода, м; Нвр – норма времени изготовления воздуховодов, с/шт.
Таблица 6
Потребная мощность оборудования
| № п/п | Наименование станка | Мощность электроустановки, кВт | |
| 1 | Tube Forming Machine type 1602 (Арт. № 831602), Швейцария | 11,0 | |
| 2 | Система плазменной резки, тип SPIRO PLASMACUTTER CUTLASS (Арт. № 800970), Швейцария | 11,0 | |
| 3 | Зиговочная машина Edgeformer, тип SME 63, Швейцария | 2,0 | |
| 4 | Трехвалковый листогиб Rollformer RME 60/128 (Арт. № 890006), Швейцария | 1,5 | |
| 5 | SPIRO Gorelocker, тип ВЕТА-3 (Арт. № 840003), Швейцария | 5,0 | |
| 6 | Электромеханическая гильотина МТ-250, Германия | 3,0 | |
| 7 | Станок, модель 36/10, США | 18,75 | |
| 8 | Трехвалковый листогиб, модель 48/20, США | 0,38 | |
| 9 | SPIRO Litelocker, Швейцария | 1,5 | |
| Суммарная потребная мощность оборудования по потреблению электроэнергии | 54,13 |
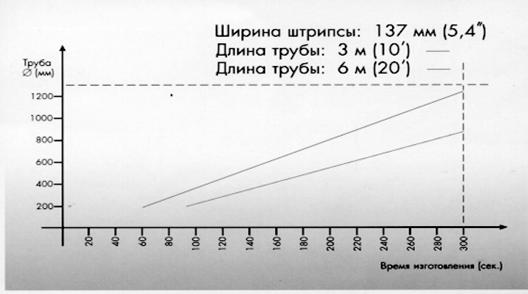
Рисунок 5. График зависимости времени изготовления труб длиной 3 и 6 м от диаметра воздуховодов при ширине штрипсы 137 мм
Поскольку площадь продукции определяется умножением длины трубы на длину окружности С = p Dв, то в этом случае, норма времени изготовления воздуховодов (с/м2):
- при длине воздуховодов 3 м
Нвр =  , (6)
, (6)
- при длине воздуховодов 6 м
Нвр =  =
= , (7)
, (7)
Часовую производительность оборудования определяем как обратную величину нормы времени на изготовление единицы продукции. Поскольку предусматриваем работу нового оборудования, до выхода его на проектную производительность вводим поправочный коэффициент 0,48.
Соответственно, норма выработки
- при длине воздуховодов 3 м
Нвыр =  =
=  (8)
(8)
- при длине воздуховодов 6 м
Нвыр =  =
=  (9)
(9)
Поскольку наиболее требуемым потребителями является производство воздуховодов диаметром 160 мм при длине 3 м, то производительность оборудования позволяет выпускать 46,508 м2/час.
Годовой ресурс работы оборудования определен для организации работы при пяти часовой рабочей неделе в две смены по формуле
Тгод = N  = 2
= 2 ![]() =3974 часов, (10)
=3974 часов, (10)
где N – сменность (режим) работы (2); ТР – число рабочих дней в неделе (5); Тн – число дней в неделе (7); Nпр – количество праздничных дней в году согласно Трудовому кодексу (11); t – продолжительность рабочей смены (8 часов).
Годовой выпуск воздуховодов
Qгод = 0,001 Тгод В = 0,001 ´ 46,508 ´ 3974 = 185,0 тыс. м2 , (11)
где Тгод – годовой ресурс работы оборудования, часы; В – часовая производительность (выработка) оборудования, м2.
Исходя из возможностей конкурирующей фирмы «Евросфера» по выпуску 13 тыс. м2 воздуховодов в месяц (156 тыс. м2 в год), работающей по данному направлению длительное время, то ограничиваем плановый годовой выпуск воздуховодов до объемов конкурента - 156 тыс. м2 в год.
В связи с необходимостью установки оборудования в первый год объем производства сокращен вследствие срока изготовления и доставки оборудования в течение 11 недель и монтажа оборудования в цехе в течение 1 месяца (Таблица 7). Планируется учет времени реализации продукции (1 месяц). Оплата продукции – в течение месяца после поставки готовой продукции.
Таблица 7
План производства и реализации продукции
| Этапы реализации проекта | Первый год реализации проекта по месяцам | Второй и последующие года реализации проекта | ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | Итого за первый год | ||
| Произведенная товарная продукция, тыс. м2 | - | - | - | 13 | 13 | 13 | 13 | 13 | 13 | 13 | 13 | 13 | 117 | 156 |
| Отгруженная продукция на складе, тыс. м2 | - | - | - | - | 13 | 13 | 13 | 13 | 13 | 13 | 13 | 13 | 104 | 156 |
| Реализованная продукция, тыс. м2 | - | - | - | - | - | 13 | 13 | 13 | 13 | 13 | 13 | 13 | 91 | 156 |
0 комментариев