Особливості використання сучасного технологічного обладнання у виробництві медичного скла
Використання високотехнологічних матеріалів
Технологічна частина
Обробка сировинних матеріалів
Завантажування шихти
Мас.ч. крейди містить 54,33 мас.ч. СаО
Вибір і обґрунтування конструкції електричної печі
Конструкційний розрахунок електричної печі
Автоматична виробка виробів
Складування готових виробів
Економічна частина
Визначення витрат та вартості енергоресурсів
Розрахунок амортизаційних відрахувань
Розрахунок витрат на оплату праці
Розрахунок витрат на утримання та експлуатацію устаткування
Калькуляція собівартості продукту
Промислова санітарія
Заходи безпеки
Розглянуті заходи безпеки технологічного процесу та обслуговування обладнання, питання пожежовибухобезпеки
Навигация
Обробка сировинних матеріалів
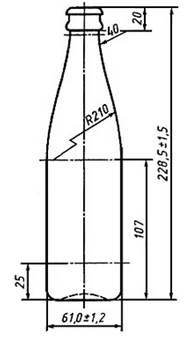
Технологія виробництва медичного скла
129089
знаков
26
таблиц
3
изображения
3.2 Обробка сировинних матеріалів
Підготовка піску
Більшість природних сировинних матеріалів (вапняк, пісок та інші) не можуть бути використані для складання скляної шихти без попередньої підготовки. Тому їх приходиться піддавати спеціальній обробці. Найскладнішій обробці піддається пісок.
Підготовка піску заключається в його збагаченні, сушці, просіюванні. При збагаченні піску виділяються органічні і залізні домішки, пиловидні фракції. Збагачують пісок методами флотовідтирки (видалення забруднюючих домішок) і магнітної сепарації (сушка в сушильних барабанах).
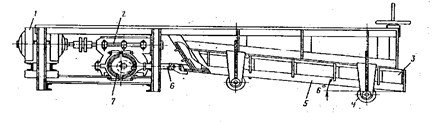
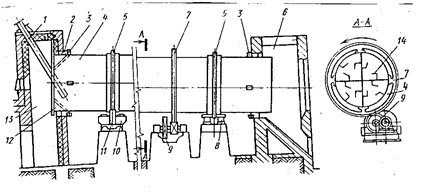
Для рівномірної подачі піску в сушильні барабани, при їх паралельній роботі, використовують дросель з механізмом качання. Барабан, нахилений до горизонту під кутом 4 – 5 є, обертається зі швидкістю 2 – 8 об/хв. Пісок, який поступає через тічку у найвищій точці барабана, при обертанні перемішується і просушується димовими газами. Для кращого перемішування і збільшення шляху руху матеріалів, барабан всередині має лопаті.
Рух матеріалу може бути прямоточним (паралельним рухові гарячого повітря або газу) або протиточним. При сушці піску використовують прямоточні барабани.
Температура сушки піску – (700 – 800) 0С. Температура висушеного піску – (85 – 90) 0С.
При просіюванні (грохочені) з піску видаляють крупні зерна і включення. Використовують вібраційні або барабанні грохоти із сітками, що мають 81 отв./см2 (сітка № 08).
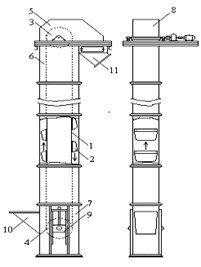
Для транспортування насипних матеріалів використовують ковшові елеватори.
Просіяний пісок зберігають в бункерах, з розрахунку не менше двохдобової потреби. Великі частки відсіяного піску вивозяться у відвал.
Підготовка крейди
Шматки крейди розміром не більш 150х150 мм з приймального бункеру, за допомогою лоткового живильника, подаються на стрічковий конвеєр, а потім у сушильний барабан. Розмір шматків крейди після щокової дробарки не повинен перевищувати 50 мм по найбільшому виміру, температура сушіння – не більше 400 0С. Вологість після сушіння повинна бути не більше 0,5 %, температура вихідних газів – не більше 300 0С. Висушений матеріал із сушильного барабану потрапляє в молоткову дробарку, потім ковшовим елеватором подається у ситоборат з сіткою № 0,09 – 0,36 ГОСТ 3826-82. Після просіювання крейда потрапляє у витратний бункер. Відсіяна направляється на домелювання в молотковій дробарці. Запас крейди в бункері повинен бути не менш двохдобової потреби.
Підготовка кальцинованої соди
З відсіку складу сода в мішках на піддоні тельфером подається до перетирочної машини для подрібнення і просіювання, потім елеватором транспортується у витратний бункер. Запас соди в бункері повинен бути не менше двохдобової потреби.
Підготовка сульфату натрію
Із відсіку складу мішки з сульфатом натрію на піддоні тельфером подаються на просіювання до сита-трясучки з сіткою № 1,1 – 0,28 ГОСТ 3826-82. Мішки розшиваються, сульфат натрію просіюється і збирається в металеві касети, які тельфером подаються на вагову, де зберігаються в ларі в кількості не менше одної змінної потреби. Відсіяний матеріал збирається в кюбель і, по мірі накопичення, тельфером подається в перетирочну машину, після чого збирається в касети і направляється на вагову.
Підготовка поташу
Заключається в розтарюванні за допомогою спеціальної машини УРБ – 1. Поташ зберігається в проміжному бункері. Елеватором транспортується на просіювання і протирання через сита № 1,4 – 1,2 (16 – 32 отв./см2) за допомогою протирочної машини. Після підготовки поташ в касетах подається на вагову для дозування у відповідності із рецептом лабораторії. Зберігається в бункерах, але запас поташу не робиться через те, що він комкується.
Підготовка каоліну
У зв’язку з тим, що завод отримує збагачений каолін, додатковій підготовці він не підлягає. Каолін в паперових мішках із відсіку складу на піддонах тельфером подається на вагову, де розтарюється і дозується у відповідності з рецептом лабораторії.
Підготовка борної кислоти
Борна кислота поступає у м’яких контейнерах і не потребує додаткової підготовки. Матеріал із відсіку складу подається на піддоні тельфером на вагову, де розтарюється і дозується у відповідності з рецептом лабораторії.
Підготовка склобою
Під час виробництва медичного скла утворюється 20 – 30 % бою, який повторно використовується під час варіння скломаси. Бій скла, що утворюється на різних ділянках технологічного процесу, збирають в бункери і, після відповідної обробки, використовують для варіння скла. Обробка склобою включає промивку, подрібнення в щоковій дробарці.
3.3 Дозування компонентів та приготування шихти
В підготовлені сировинні матеріали не допускається потрапляння відсіяних часток інших включень.
Температура сировинних матеріалів: піску, крейди, які йдуть на приготування шихти, повинна бути не вище 60 0С. Інші компоненти, які не підлягають тепловій підготовці, подаються на дозування при температурі навколишнього середовища.
Зважування компонентів і подача їх у змішувач здійснюється в наступній послідовності: пісок зважується в першу чергу, потім у змішувач, що обертається, подається вода в кількості 4 л під час використання борної кислоти. На зволожений пісок у змішувач подаються інші компоненти шихти у наступній послідовності: сода, борна кислота, крейда, каолін, поташ, сульфат натрію. Тривалість циклу змішування компонентів – 12 хвилин.
Після закінчення циклу змішування сипуча шихта потрапляє в кюбель. Для забезпечення контролю якості шихти кюбель підкочується на візку в зону дії монорельса і електротельфером встановлюється на майданчику для проведення лабораторного аналізу. Сипуча шихта, яка готується на борній кислоті, після змішувача подається безпосередньо в бункер екструдера, не потрапляючи в зону дії монорельса.
Сипуча шихта, яка пройшла аналіз, після заключення лабораторії про її якість, подається тельфером в бункер, який знаходиться над екструдером для гранулювання.
З бункеру сипуча шихта подається в блок підготовки, де вона додатково перемішується. Однорідна сипуча шихта потрапляє в екструдер, під час вільного падіння зволожується водою через форсунки до набуття нею пластичності. Сюди ж подається пар під тиском дві атмосфери (196,2 КПа) або гаряча вода з розмежувального бачка.
Перемішуючись лопатями змішувача блоку екструзування, сипуча шихта, стаючи однорідною по вологості, рівномірно поступає у вузол пластифікації. З вузла пластифікації гаряча пластифікована шихтова маса поступає у вузол екструзування, який складається із випарної лопаті і філь’єри, де екструзується в гранули діаметром 10 – 12 мм, довжиною 20 – 50 мм.
Гранули шихти далі поступають на сітку сушильного конвеєра, де при температурі 530 – 550 0С сушаться до вологості не більше 6 %. Із сушильного конвеєра системою елеватора і конвеєрів гранули шихти подаються до скловарних печей.
Гранули шихти з використанням борної кислоти сушать при температурі 50 – 65 0С до вологості 8 – 9 %.
Скляний бій повинен бути розміром не більше 50 мм, чистим, не забрудненим боєм скла іншої марки та іншими включеннями.
Скляний дріт, який був не прийнятий ВТК, в пучках на ручних візках підвозиться до приймального отвору подрібнюючого вузла і вручну завантажується в роторну дробарку. Чистий бій, у вигляді відходів виробництва цехів по переробці склодроту доставляється до вузла подрібнення і завантажується в дробарку.
Подрібнений склобій ковшовим елеватором подається в бункер над дозувальними вагами, які розміщені над стрічковим конвеєром, що транспортує екструзовану шихту. Відважування бою здійснюється на шихту через 12 хвилин по звуковому сигналу у відповідності із циклом змішування і екструзування автоматично.
Шихта зі склобоєм поступають в ковшовий елеватор, яким подаються на конвеєр з плужковими скидувачами, що доставляє їх в бункери завантажувачів шихти. Запас шихти і бою в бункерах двохзміний.
Похожие работы

... 358=41,21 т/на добу Продуктивність печі встановлюють за більшим розрахунковим показником. Кількість печей залежить від загальної кількості працюючих машин і кількості машино ліній в цеху. При виробництві тарного скла приймаємо одну піч продуктивністю 50 т/на добу. Кількість шихти на річну програму становить: Ш= К·(q/100)·Е де К- коефіцієнт, що враховує співвідношення шихти і ...
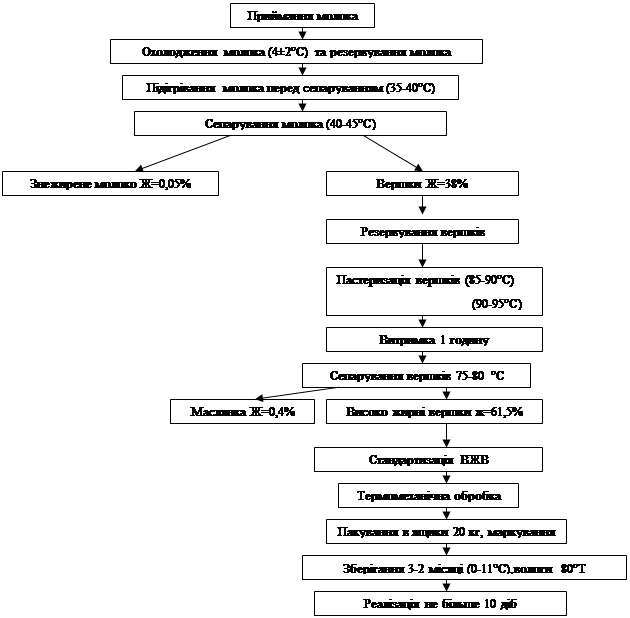
... згідно рецептур. Вершки отримують сепаруванням молока. Вони мають широке застосування. З вершків отримують сметану і вершкове масло. Жирність вершків встановлюються в залежності від способу виробництва масла. При виробництві масла методом перетворення високожирних вершків жирність вершків становить 32–37%. Для виробництва солодковершкового масла також застосовують: – молоко незбиране сухе; – ...
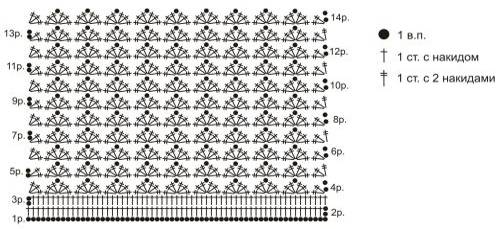


... С. А., Корнійчук М. О. Основні види рукоділля: теорія та практика застосування. – Наука і освіта, 2007. – 98 с. 4. Братун Д. В. Особливості застосування ручного плетіння гачком// Прикладне мистецтво. – 2007. – № 4. – С. 17-20 5. Васильева И. И. Бисероплетение. Шкатулки. Сумочки: Практическое пособие. – СПб.: КОРОНА принт, 2000. – 64 с., ил. 6. Вяжем крючком, создаём классику. – Х.: Веста: Изд. ...
... О.Г. Фетісова, Л.М. Андрюкова. // Міжнародний медико-фармацевтичний конгрес “Ліки та життя”. Київ, 6-9 лютого 2007 р. – Київ, 2007. – С. 114. Фетісова О.Г. Розробка і стандартизація складу та промислової технології одержання очних крапель антиалергічної дії – Рукопис. Дисертація на здобуття наукового ступеня кандидата фармацевтичних наук за спеціальністю 15.00.03 – стандартизація та організац ...
0 комментариев