Навигация
Особенности стружкообразования при радиальном врезании резца
31135
знаков
0
таблиц
0
изображений
4.2 Особенности стружкообразования при радиальном врезании резца
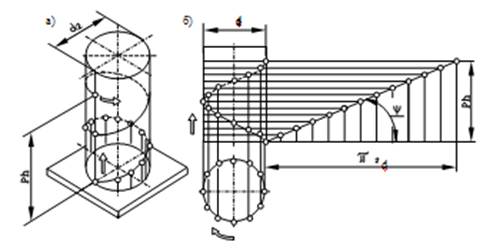
Превращение срезаемого слоя в стружку при нарезании резьбы резцом проходит в крайне сложных условиях. Это связано с тем, что при радиальном врезании все три кромки резца участвуют в резании, срезая слои материала по всему рабочему периметру.
Встречные потоки деформируемого материала детали, перемещаясь по передней поверхности резца в направлениях, перпендикулярных к режущим кромкам, пересекаясь, мешают друг другу, увеличивая тем самым степень деформации срезаемого слоя.
Чем больше глубина врезания резца, тем условия стружкообразования становятся тяжелее, так как боковые поверхности резьбы все более ограничивают свободное формирование стружки. Поэтому превращение срезаемого слоя в стружку при нарезании резьбы резцом в деформационном аспекте можно отнести к наиболее тяжелому случаю резания с крайне стесненным стружкообразованием.
4.3 Тепловые явления при нарезании резьбы резцом
Источниками образования тепла при нарезании резьбы резцом является теплота деформации, образующаяся на условных плоскостях сдвига, соответствующих вершинной и боковой режущим кромкам резца, и теплота трения, образующаяся на контактных площадках передней и трех задних поверхностей. Теплообмен между резцом и деталью осуществляется через контактные площадки передней и задней поверхностей, где возникают тепловые потоки определенного направления и интенсивности.
Характер теплообмена между резцом и деталью изменяется при увеличении глубины врезания. Тепловые потоки, текущие через задние поверхности резца и примыкающие к ним поверхности резания, как правило, направлены от резца в деталь. Тепловые потоки, проходящие через стружку и контактные площадки передней поверхности, прилегающие к боковым кромкам, на первых проходах резца направлены из стружки в резец. При определенной глубине врезания, когда рабочая длина боковых режущих кромок становится намного больше толщины срезаемого слоя, тепловые потоки, текущие через переднюю поверхность, изменяют свое направление, и теплота начинает течь из резца в стружку. Это улучшает условия работы резца, так как часть теплоты, образующейся в районе вершинной режущей кромки, через боковые контактные площадки уходит в стружку и деталь.
Температуры на контактных площадках резца не одинаковы, и соотношение между ними также меняется при изменении глубины врезания.
При первых проходах резца место максимальной температуры находится в пересечении вершинной режущей кромки с боковыми; на последних проходах резца максимальная температура – в середине контактной площадки передней поверхности, примыкающей к вершинной режущей кромке. Температура резания, измеренная естественным образом термопарой, несколько ниже максимальных температур, устанавливающихся в характерных точках контактных площадок.
Температура резания, измеренная естественным образом термопарой, на последнем проходе резца увеличивается при увеличении подачи и скорости резания. Несмотря на то, что подача при нарезании резьбы по сравнению с точением меньше, температуры резания достигают относительно большого значения, что связано со значительно большей суммарной шириной срезаемого слоя и меньшей массой режущей части резьбового резца.
4.4 Влияние направления врезания резца на показатели процесса резания
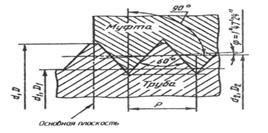
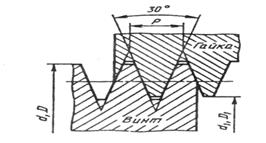
Направление врезания резца не влияет на толщину слоя, срезаемого вершинной режущей кромкой, и общую площадь сечения срезаемого слоя. Однако направление врезания изменяет как общую форму слоя, так и площади слоев, срезаемых боковыми кромками. Изменение направления врезания с радиального на боковое превращает коробчатую форму сечения срезаемого слоя в угловую. При этом толщина слоя, срезаемого одной из боковых режущих кромок, при нарезании метрической резьбы увеличивается в два раза. При нарезании упорной резьбы врезание резца по биссектрисе угла профиля уравнивает толщины слоев, срезаемых обеими боковыми кромками, приближая форму сечения срезаемого слоя к той, которая соответствует нарезанию метрической резьбы с радиальным врезанием. Изменение общей формы сечения срезаемого слоя и соотношения между шириной и толщиной слоев, срезаемых боковыми режущими кромками, сказывается на деформационных и тепловых показателях процесса нарезания резьбы.
Боковое врезание несколько уменьшает коэффициент усадки стружки. Это связано с улучшением условий стружкообразования, так как встречный поток стружки от одной из боковых режущих кромок резца при боковом врезании отсутствует. Имеет значение и то, что толщина слоя, срезаемого боковой режущей кромкой резца при боковом врезании, в два раза больше, чем при радиальном. Известно, что с увеличением толщины срезаемого слоя степень его деформации уменьшается. Отличие коэффициентов усадки стружки при радиальном и боковом врезании заметнее при невысоких скоростях резания, когда стружкообразование протекает в более тяжелых условиях. Увеличение скорости резания облегчает процесс образования стружки и разность значений коэффициента усадки стружки при боковом и радиальном врезании уменьшается.
Уменьшение степени деформации при боковом врезании по сравнению с радиальным приводит к уменьшению силы резания и ее главной составляющей также как и коэффициента усадки стружки. Боковое врезание влияет на главную составляющую силы резания тем слабее, чем выше скорость резания.
Боковое врезание уменьшает работу резания и, как следствие, количество выделяемого тепла, однако при этом ухудшаются условия теплоотвода в стружку и деталь на боковой режущей кромке, не участвующей в резании. Поэтому при боковом врезании температура резания не намного ниже, чем при радиальном. Боковое врезание увеличивает период стойкости резца.
С позиции формирования фасонного контура нарезание резьбы с врезанием по биссектрисе угла профиля и с радиальным врезанием осуществляется по профильной схеме резания, а с боковым врезанием для одной из сторон впадин резьбы – по генераторной. Известно, что генераторная схема резания по сравнению с профильной характеризуется большей шероховатостью обработанной поверхности. Поэтому можно было ожидать, что при боковом врезании шероховатость поверхности резьбы, обработанной режущими кромками резца, не участвующими в резании, должна быть выше. Однако эксперименты этого не подтверждают.
Направление врезания резца при скоростях резания, соответствующих режущим возможностям твердого сплава, мало влияют на высоту микронеровностей и различные направления врезания в этом отношении не имеют существенных преимуществ друг перед другом.
Похожие работы

... важной общепедагогической категории, как методы обучения. Дана общая характеристика практических методов обучения, их анализ и составляющие. Показана необходимость использования практических методов обучения на уроках технологии. Так же рассмотрены с психолого-педагогической точки зрения возрастные особенности учащихся 7-х классов. Глава 2. Применение практических методов в разделе «Технология ...
... крепежные детали изображаются упрощенно или условно ( ГОСТ 2 . 315 - 68 ) . При упрощенном изображении крепежные детали вычерчиваются по относительным ( приближенным ) размерам, определяемым в зависимости от номинального диаметра резьбы - d, рис. 12. Рис.12. Упрощенное изображение соединения: а) болтом; б) шпилькой В задании в соединении шпилькой используется прорезная или корончатая гайка ...
... приведенных на рисунке 4. В обозначение резьбы входят слово Резьба и все необходимые размеры, и предельные отклонения, а также сведения о числе заходов, направлении резьбы. Условное изображение резьбы в сборе На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня. Штриховку в ...

... технологического процесса За аналог технологического процесса был взят действующий технологический процесс Саратовского Авиационного Завода. После анализа заводского технологического процесса изготовления детали видно, что основной обработкой является токарная, и она составляет 80% всей трудоемкости. Имеется также сверлильная и слесарная обработка. Вся токарная обработка производится на ...
0 комментариев