Навигация
Разработка электропривода прокатного стана холодной прокатки
31595
знаков
1
таблица
12
изображений
Курсовой проект
по курсу
Теория электропривода
Разработка электропривода прокатного стана холодной прокатки
Содержание
Введение
1. Анализ и описание системы «Электропривод− рабочая машина»
1.1 Количественная оценка вектора состояния или тахограммы требуемого процесса движения
1.2 Количественная оценка моментов и сил сопротивления
1.3 Составление расчетной схемы механической части электропривода
1.4 Построение нагрузочной диаграммы и механической характеристики рабочей машины
2. Анализ и описание системы «электропривод−сеть» и «электропривод−оператор»
3. Выбор принципиальных решений
3.1 Построение механической части электропривода
3.2 Выбор типа привода вместе со способом регулирования координат. Оценка и сравнение выбранных вариантов
4. Расчет силового электропривода
4.1 Расчет параметров и выбор электродвигателя
4.2 Расчет параметров и выбор силовых преобразователей
5. Расчет статических механических и электромеханических характеристик двигателя и привода
6. Расчет переходных процессов в электроприводе за цикл работы
6.1 Обоснование перехода к одно-массовой расчетной схеме
6.2 Расчет регуляторов и параметров структурной схемы
7. Проверка правильности расчета мощности и окончательный выбор двигателя
8. Разработка схемы электрической принципиальной
Заключение
Список литературы
Введение
Целью данного курсового проекта является разработка и расчет параметров главного электропривода прокатного стана холодной прокатки. Прокатный стан за четыре пропуска должен прокатать полосу необходимой толщины.
Обработка металла прокаткой занимает важное место в металлургическом производстве. Прокатный стан - это устройство, состоящее из большого количества механизмов, объединенных одним технологическим процессом. В прокатном стане имеются главные механизмы - рабочие валки прокатной клети и вспомогательные механизмы, обеспечивающие непрерывность технологического процесса.
Главные механизмы, предназначенные для обработки металла, обеспечивают обжатие металла и придают ему требуемое сечение и форму готовой продукции.
Электропривод прокатного стана холодной прокатки.
Электропривод прокатного стана получает питание от 3-фазной сети переменного тока частотой 50 Гц ,напряжением 380 В,
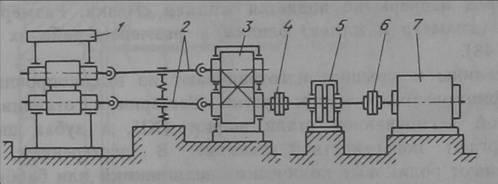
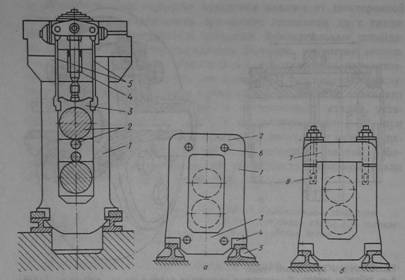
Кинематическая схема прокатного стана приведена на рисунке 2 и в графической части курсового проекта.
Прокатный стан за четыре пропуска должен пропускать полосу необходимой толщины.
Исходные и расчётные данные при пропусках приведены в таблице 1.
Таблица 1.
| Номер пропуска | Скорость прокатки | Время прокатки | Момент прокатки на оси валков | ||
| Машинное Тр | Вспомогат. Т0 | Общее Тц | |||
| 1 2 3 4 | Vп1 Vп2 Vп3 Vп4 | Тр1 Тр2 Тр3 Тр4 | Т01 Т02 Т03 Т04 | Тц1 Тц2 Тц3 Тц4 | М01 М02 М03 М04 |
Момент холостого хода на оси валков (М0) , диаметр валков (D) , передаточное число редуктора (I) , к.п.д. редуктора (KPDp) , к.п.д. механизма (KPDм). Захват прокатываемой полосы происходит при заданных скоростях прокатки.
Момент инерции редуктора, приведенный к валу двигателя – Jред;
Момент инерции шпинделя - Jшп;
Количество шпинделей - 4;
Количество рабочих валов - 4;
Длина рабочих валов - L;
Момент инерции муфты - Jмуф;
Исходные данные для варианта №1 :
М0 = 14 кНм ;
I = 4,25 б/р ;
KPDм = 0,83 о.е. ;
L = 0,75 м ;
Jшп =![]() ;
;
D = 480 мм ;
KPDр = 0,91 о.е. ;
Jред = 40 % ;
Jмуф = 10,5 ![]() ;
;
Vп1 = 0,5 м/с;
Vп2 = 1,5 м/с;
Vп3 = 2,25 м/с;
Vп4 =3 м/с;
Тр1 =9,4 с;
Тр2 = 11,8 с;
Тр3 = 12,3 с;
Тр4 = 13,8 с;
Т01 = 2,71 с;
Т02 = 2,58 с ;
Т03 = 2,57 с;
Т04 = 2,59 с;
Тц1 = 12,11с;
Тц2 = 13,38 с;
Тц3 = 15,87 с;
Тц4 = 16,39 с;
М01 =33,6*![]() Нм ;
Нм ;
М02 =39,2*![]() Нм ;
Нм ;
М03 =43,1*![]() Нм ;
Нм ;
М04 =41*![]() Нм ;
Нм ;
Похожие работы
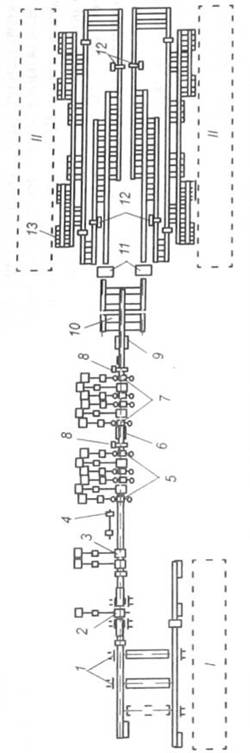
... Первая очередь цеха холодной прокатки введена в эксплуатацию в 1963 г., оборудование стана расположено в 12 пролетах (Рисунок 2). Рисунок 2. Схема расположения основного технологического оборудования стана холодной прокатки 1700 Мариупольского металлургического комбината им. Ильича: I - склад горячекатаных рулонов, II - пролет стана, III - машинный зал, IV - пролет газовых колпаковых печей, ...
... - 77 и др. или ТУ. В заводских технологических инструкциях обычно приводятся более подробные данные о допустимой величине поверхностных дефектов на используемых заготовках, установленные с учетом специфики технологии производства проката на сортовых станах, условий нагрева металла, применяемых систем калибровок валков, средств отделки готовой продукции и т.д. Стандартизованы также требования к ...
... 868 1242 2 2,8 1,7 40 1,1 1,67 1242 2074 3 1,7 1,2 30 0,5 1,43 2074 2966 4 1,2 1,0 15 0,2 1,18 2966 3474 1.5. Технологический процесс производства Горячекатаная полоса в рулонах массой 30 т поступает в цех холодной ...
... повысить пластичность поверхностных слоев на 40%. Это позволяет на 10-15% снизить энергозатраты на прокатку. Применение технологических смазок Применение традиционных смазочных материалов (минерального, растительного масла, синтетических смазок с содержанием поверхностно-активных веществ и др.) на толстолистовых станах трудно реализуемо из-за дефицитности и недостаточной эффективности, ...
0 комментариев