Навигация
Расчет производительности стана
30876
знаков
2
таблицы
10
изображений
5 Расчет производительности стана
Часовая производительность стана:
![]()
где ![]() ритм прокатки,
ритм прокатки, ![]()
![]() ускорение и замедление слитка,
ускорение и замедление слитка, ![]()
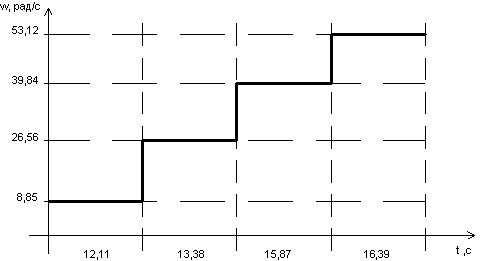
![]() скорость в последней клети,
скорость в последней клети, ![]()
![]() скорость затравки,
скорость затравки, ![]()
![]() исходная длина слитка,
исходная длина слитка, ![]()
![]() начальная толщина слитка,
начальная толщина слитка, ![]()
![]() конечная толщина слитка,
конечная толщина слитка, ![]()
![]() конечная ширина полосы,
конечная ширина полосы, ![]()
![]() – масса подката,
– масса подката,![]() .
.
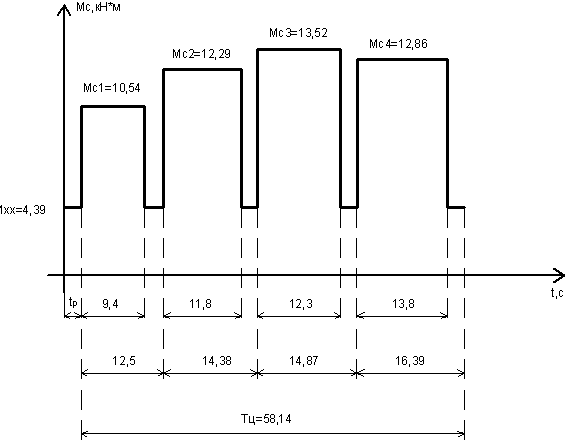
Ритм прокатки Т определяется по формуле:
 ,
,
где tм – машинное время прокатки в i-ом проходе;
tп – время пауз, tп=14 с;
![]()
Подставим значение:
![]()
Определим годовую производительность:
![]() ,
,
где Тср=7100 – среднее количество рабочих часов стана в году;
Кг=0,85 – коэффициент выхода годного проката.
![]() .
.
По рассчитанной годовой производительности, можно сделать вывод, что стан обеспечит заданную производительность.
6 Рекомендации по совершенствованию технологии прокатки
Для получения высоких качественных показателей прокатки тонких листов необходимо обеспечить контроль качества, начиная от выплавки стали и заканчивая отделочными операциями после холодной прокатки.
Основными вопросами является увеличение выхода годного проката, что возможно добиться, при использовании ряда технологических операций: уменьшение продольной и поперечной разнотолщиности и непланшетности листа (коробоватости, серповидности, волнистости), используя системы активного контроля обжатий, системы управления профилем, использование правильной машины, т.д.
Заключение
В процессе выполнения курсовой работы были рассмотрены различное оборудование для холодной прокатки листов. При этом наиболее рациональным для производства листов 0.35×1400 является использование Непрерывного стана 2030.
Выполнены автоматизированные оптимизации технологических режимов обжатий, а так же рассчитаны энергосиловые параметры. По результатам этих расчетов можно сделать вывод, что стан загружен оптимально. Это является следствием правильного выбора режимов обжатий.
Расчет производительности стана показывает, что выбранный режим работы стана обеспечивает заданную производительность 0.8 млн. т/год.
Перечень ссылок
1. «Современное развитие прокатных станов». Целиков А.И., Зюзин В.И. – М.: Металлургия. 1972. – 399 с.
2. «Механическое оборудование прокатных цехов черной и цветной металлургии». Королев А.А. – М.: Металлургия. 1976. – 543 с.
3. Машины и агрегаты металлургических заводов. В 3-х томах. Т .3. Машины и агрегаты для производства и отделки проката. Учебник для вузов/ Целиков А.И., Полухин П.И., Гребенник В.М. и др. 2-е изд., перераб. и доп. – М.: Металлургия, 1988. – 680 с.
4. Булатов С.И. Методы алгоритмизации процессов прокатного производства. - М.: Металлургия, 1979. - 192 с. (Сер. "Автоматизация и металлургия").
5. Василев Я.Д. Производство полосовой и листовой стали: Учебная металлург, вузов и факультетов. - Киев: Вища. шк., 1976. - 191 с.
6. Вишневская Т.А., Либерт В.Ф., Попов Д.И. Повышение эффективности работы листовых станов. - М.: Металлургия, 1981. - 75 с.
7. Диомидов В.В., Литовченко Н.В. Технология прокатного производства: Учеб. пособие для вузов. - М.: Металлургия, 1979. -488 с.
10.Зайцев B.C. Основы технологического проектирования прокатных цехов: Учеб. для вузов. - М.: Металлургия, 1987. - 336 с.
11.Коновалов СВ., Остапенко А.Л., Пономарев В.И. Расчет параметров листовой прокатки: Справочник. - М.: Металлургия, 1986. -429 с.
12.Коновалов СВ. и др. Справочник прокатчика. - М.: Металлургии. 1977. - 311 с.
13.Контролируемая прокатка /В.И.Погоржельский, Д.А. Литвиненко. Ю. И. Матросов, А.В.Иваницкий. - М.: Металлургия, 1979. - 183 с.
15. Королев Л. А. Конструкция и расчёт машин и механизмов прокатных станов: Учеб. пособие для вузов. - 2-е изд., перераб. и доп. -М.: Металлургия, 1985. - 376 с.
16. Лентопрокатные станы и адъюстажное оборудование: Каталог. -М.: ЦНИИТЭИтяжмаш, 1980. - 81 с.
17. Литовченко Н.В. Станы и технология прокатки листовой стали. - М.: Металлургия, 1979. - 271 с.
18. Мазур В.Д., Добронравов А.И., Чернов П.И. Предупреждение дефектов листового проката. - Киев: Техн1ка, 1986. - 141 с.
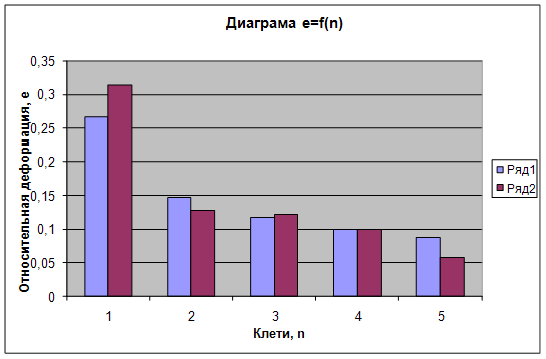
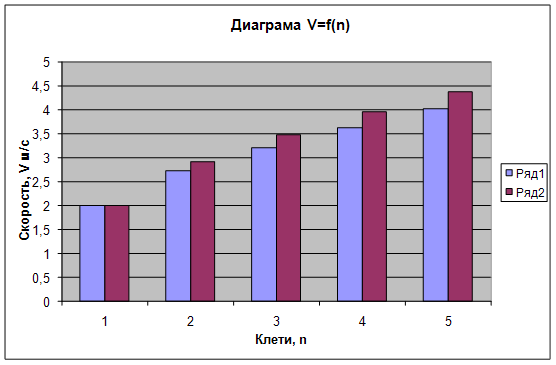
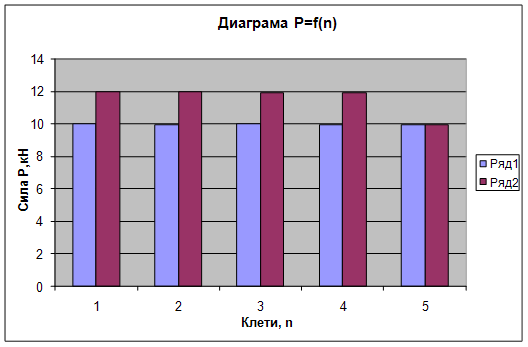
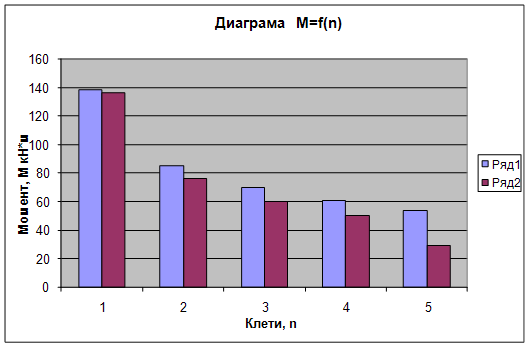
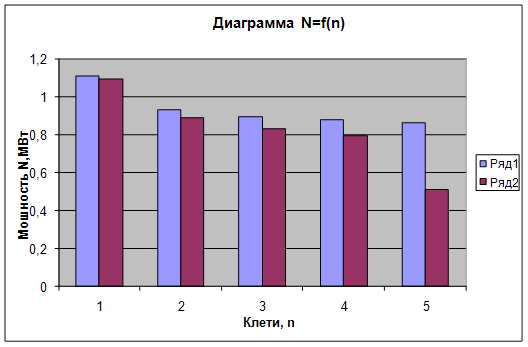
Приложение А – Графики распределения параметров прокатки по проходам
Относительное обжатие
Скорость прокатки
Сила прокатки
Момент прокатки
Мощность прокатки
Приложение Б
– Программа для расчёта энергосиловых параметров процесса прокатки
CLS
'Программа для расчета режимов обжатий на НСХП
'ТЛКМЦ курсовой
'INPUT "Количество клетей в непрерывной группе стана"; N
'INPUT "a0="; a0: INPUT "a1="; a1: INPUT "a2="; a2: INPUT "a3="; a3
'INPUT "R="; R
'INPUT "f="; f
'INPUT "V0="; V
'INPUT "b="; b
'INPUT "Исходная толщина металла в отоженном состоянии"; Hh0
'INPUT "Исходная толщина металла перед пропуском"; h0
'INPUT "Допустимое значение силы прокатки .....(МН) [P]="; Pd: Pd = Pd * 1000000!
'INPUT "Допустимое значение момента прокатки (кНм) [M]="; Md: Md = Md * 1000000!
'INPUT "Допустимое значение мощности прокатки (МВт) [N]="; Nd: Nd = Nd * 1000000!
OPEN "cold.txt" FOR OUTPUT AS 1
a0 = 240: a1 = 1130.6: a2 = -1138.9: a3 = 555.6
N = 5
h0 = 1.8
Hh0 = h0
b = 1400
R = 300
f = .09
S0 = .1: S1 = .1
V = 2
Pd = 2E+07
Md = 400000000
Nd = 3500000
PRINT " РЕЗУЛЬТАТЫ РАСЧЕТА ОБЖАТИЙ НА НЕПРЕРЫВНОМ СТАНЕ Х.ПР."
PRINT "┌──┬────┬─────┬─────┬─────┬────┬──────┬──────┬──────┬─────┐"
PRINT "│i │ H0 │ h0 │ h1 │ e │K2c │ P │ M │ N │ V │ "
PRINT "├──┼────┼─────┼─────┼─────┼────┼──────┼──────┼──────┼─────┤"
PRINT "│ │ мм │ мм │ мм │ │МПа │ МН │ кНм │ МВт │ м/с │ "
PRINT "├──┼────┼─────┼─────┼─────┼────┼──────┼──────┼──────┼─────┤"
PRINT #1, " РЕЗУЛЬТАТЫ РАСЧЕТА ОБЖАТИЙ НА НЕПРЕРЫВНОМ СТАНЕ Х.ПР."
PRINT #1, "┌──┬────┬─────┬─────┬─────┬────┬──────┬──────┬──────┬─────┐"
PRINT #1, "│i │ H0 │ h0 │ h1 │ e │K2c │ P │ M │ N │ V │ "
PRINT #1, "├──┼────┼─────┼─────┼─────┼────┼──────┼──────┼──────┼─────┤"
PRINT #1, "│ │ мм │ мм │ мм │ │МПа │ МН │ кНм │ МВт │ м/с │ "
PRINT #1, "├──┼────┼─────┼─────┼─────┼────┼──────┼──────┼──────┼─────┤"
FOR i = 1 TO N
h1 = .6 * h0
10 :
IF h1 > h0 THEN INPUT "h0>h1"; asd$
dh = h0 - h1
e = dh / h0
e0 = (Hh0 - h0) / Hh0
x1 = a0 + a1 * e0 + a2 * e0 ^ 2 + a3 * e0 ^ 3
x2 = 2 / 3 * (a1 + 2 * a2 * e0 + 3 * a3 * e0 ^ 2) * e
x3 = 8 / 15 * (1 - e0) ^ 2 * (a2 + 3 * a3 * e0) * e ^ 2
x4 = 16 / 35 * (1 - e0) ^ 3 * a3 * e ^ 3
K2c = 1.15 * (x1 + x2 + x3 + x4)
L = SQR(R * dh)
ksi0 = 1 - S0: ksi1 = 1 - S1
DO
delta = 2 * f * L / dh: IF delta = 2 THEN delta = 2.1
Hn = (ksi0 / ksi1 * h0 ^ (delta - 1) * h1 ^ (delta + 1)) ^ (1 / 2 / delta)
IF Hn = 0 OR h1 = 0 THEN INPUT "h=0"; ads$
y1 = (h0 / Hn) ^ (delta - 2) - 1
y1 = y1 * ksi0 * h0 / (delta - 2)
y2 = (Hn / h1) ^ (delta + 2) - 1
y2 = y2 * ksi1 * h1 / (delta + 2)
nG = (y1 + y2) / dh
Pcp = K2c * nG
x2 = 8 * Pcp * R * 2 * (1 - .3 ^ 2) / 3.14 / 210000!
Lc = SQR(R * dh + x2 ^ 2) + x2
dL = ABS(Lc - L) / L * 100
L = Lc
LOOP UNTIL dL > 5
P = Pcp * b * L
M = 2 * K2c * (y1 - y2) * R * f / dh * b * L
Nw = M * V / R
IF P > Pd OR M > Md OR Nw > Nd THEN h1 = h1 + .001: GOTO 10
PRINT USING "│##│#.##│#.###│#.###│#.###│####│###.##│####.#│##.###│##.##│"; i; Hh0; h0; h1; e; K2c; P / 1000000!; M / 1000000; Nw / 1000000; V
PRINT #1, USING "│##│#.##│#.###│#.###│#.###│####│###.##│####.#│##.###│##.##│"; i; Hh0; h0; h1; e; K2c; P / 1000000!; M / 1000000; Nw / 1000000; V
V = V * h0 / h1: h0 = h1
NEXT
PRINT "└──┴────┴─────┴─────┴─────┴────┴──────┴──────┴──────┴─────┘"
PRINT #1, "└──┴────┴─────┴─────┴─────┴────┴──────┴──────┴──────┴─────┘"
CLOSE 1
PLAY "acd"
END
Похожие работы
... , кроме того, необходимо учитывать, что приводной двигатель будет обладать достаточно большой мощностью. При анализе литературных источников удалось установить, что в главных электроприводах прокатных станов холодной прокатки применяются две системы: а) УВ – ДПТ; б) Г – Д; Можно также рассмотреть варианты применения следующих систем: в) АД с частотным управлением; г) Каскадная система; д) ...
... окупаются за 2-3 года, не считая тех выгод, которые получает потребитель благодаря применению листовой продукции более высокого качества. 6. Технико-экономические показатели производства холоднокатаных листов и полос. Производительность станов холодной прокатки зависит от сортамента прокатываемых полос, скорости прокатки, массы рулонов и количества сварных швов в них, длительности простоев стана ...





... : 1. Электрофасоннолитейный цех (ЭФЛЦ) 2. Сортопрокатный цех (СГЩ) Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот» 3 Листопрокатный цех (ЛПЦ) 4 Сталепроволочный цех (СтПЦ) 5 Калибровочный цех 6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ) Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и ...
... рулонной стальной полосы (холодная прокатка с небольшими обжатиями в пределах 0,5/3,0%) применяют четырехвалковые станы: одноклетевые нереверсивные, одноклетевые реверсивные, двухклетевые нереверсивные. Холодную прокатку полос и листов из алюминиевых сплавов осуществляют на реверсивных и нереверсивных одноклетевых четырехвалковых станах с бочкой валков длиной 1700/2800 мм или на непрерывных ...
0 комментариев