Виды статистического регулирования технологических процессов
Контроль по альтернативному признаку
Статистические методы регулирования качества технологических процессов при контроле по количественному признаку
Статистические методы регулирования технологических процессов при контроле по альтернативному признаку
Примеры построения контрольных карт Шухарта с использованием ГОСТ Р 50779.42–99
Карта медиан. Стандартные значения не заданы
Контрольные карты для альтернативных данных
Пример построения контрольной карты для арифметического среднего с предупреждающими границами с использованием
Навигация
Виды статистического регулирования технологических процессов
Эффективность средств статистического регулирования качества технологических процессов
56429
знаков
11
таблиц
10
изображений
1.1 Виды статистического регулирования технологических процессов
Задача статистического регулирования технологического процесса состоит в том, чтобы на основании результатов периодического контроля выборок малого объема приходить к заключению: "процесс налажен" или "процесс разлажен".
Выявление разладки технологического процесса основано на результатах периодического контроля малых выборок, осуществляемого по количественному или альтернативному признакам. Для каждого из этих способов контроля используются свои статистические методы регулирования.
Контроль по количественному признаку заключается в определении с требуемой точностью фактических значений контролируемого параметра у единиц продукции из выборки. Фактические значения контролируемого параметра необходимы для последующего вычисления статистических характеристик, по которым принимается решение о состоянии технологического процесса. Такими характеристиками являются медиана и выборочное среднее; квадратическое отклонение и размах. Первые две характеристики – характеристики положения, а последние две – характеристики рассеивания случайной величины Х.
Контроль по альтернативному признаку заключается в определении соответствия контролируемого параметра или единицы продукции установленным требованиям. При этом каждое отдельное несоответствие установленным требованиям считается дефектом, а единица продукции, имеющая хотя бы один дефект, считается дефектной.
При контроле по альтернативному признаку не требуется знать фактическое значение контролируемого параметра – достаточно установить факт соответствия или несоответствия его установленным требованиям. Поэтому можно использовать простейшие средства контроля: шаблоны, калибры, контроль по образцу и др.
Решение о состоянии технологического процесса принимается в зависимости от числа дефектов или числа дефектных единиц продукции, обнаруженных в выборке.
Каждый из перечисленных способов контроля имеет свои преимущества и свои недостатки. Преимущество контроля по количественному признаку состоит в том, что он более информативен (по сравнению с контролем по альтернативному признаку) и поэтому требует меньшего объема выборки. Однако такой контроль более дорогой, поскольку для него необходимы такие технические средства контроля, которые позволяют получать фактические значения контролируемого параметра. Кроме того, для статистического регулирования при контроле по количественному признаку необходимы вычисления, связанные с определением статистических характеристик.
Преимущество контроля по альтернативному признаку заключается в его простоте и относительной дешевизне, поскольку можно использовать простейшие средства контроля или визуальный контроль. К недостаткам такого контроля относится его меньшая информативность, что требует значительно большего объема выборки при равных исходных данных [4].
1.2 Теоретические основы статистических методов регулирования технологических процессов
1.2.1 Контроль по количественному признаку
Любой контролируемый параметр по своей природе является случайной величиной, поскольку он может принять то или иное значение, причем заранее неизвестное.
Изучением случайных величин занимается теория вероятностей. Эта математическая наука позволяет получать вполне определенные количественные результаты и на их основе принимать достаточно обоснованные и в основном правильные решения. Все случайные величины подчиняются определенным закономерностям, называемым законами распределения.
Законом распределения случайной величины называется соотношение, устанавливающее связь между возможными значениями случайной величины и соответствующими им вероятностями. Сумма вероятностей всех возможных значений случайной величины равна единице. Эта суммарная вероятность каким-то образом распределена между отдельными значениями, что полностью определяется законом распределения. Законы распределения могут быть представлены в аналитической, табличной или графической формах. Законы распределения имеют большое прикладное значение в различных областях человеческой деятельности и, в частности, в области промышленного производства для решения задач, связанных с обеспечением качества продукции.
Случайные величины могут быть либо дискретными, либо непрерывными, которые описываются различными законами распределения.
Дискретными называются такие случайные величины, которые можно заранее перечислить. Например, число дефектных единиц продукции или число дефектов.
Непрерывными называются случайные величины, возможные значения которых непрерывно заполняют некоторый промежуток. Примером непрерывной случайной величины является любая измеряемая величина, например, размер детали.
В теории вероятностей рассматривается достаточно большое количество разнообразных законов распределения. Для решения задач, связанных с построением контрольных карт, представляют интерес лишь некоторые ив них. Важнейшим из них является нормальный закон распределения, который применяется для построения контрольных карт, используемых при контроле по количественному признаку, т.е. когда мы имеем дело с непрерывной случайной величиной. Нормальный закон распределения занимает среди других законов распределения особое положение. Это объясняется тем, что, во-первых, наиболее часто встречается на практике, и, во-вторых, он является предельным законом, к которому приближаются другие законы распределения при весьма часто встречающихся типичных условиях. Что касается второго обстоятельства, то в теории вероятностей доказано, что сумма достаточно большого числа независимых (или слабо зависимых) случайных величин, подчиненных каким угодно законам распределения (при соблюдении некоторых весьма нежестких ограничений), приближенно подчиняется нормальному закону, и это выполняется тем точнее, чем большее количество случайных величин суммируется. Большинство встречающихся на практике случайных величин, таких, например, как ошибки измерений, могут быть представлены как сумма весьма большего числа сравнительно малых слагаемых – элементарных ошибок, каждая из которых вызвана действием отдельной причины, независящей от остальных.
В графической форме нормальный закон распределения изображается колоколообразной кривой (рис. 1).
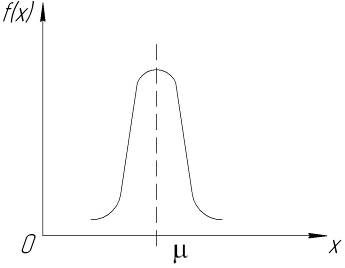
Рис. 1. Кривая нормального законно распределения
Этой кривой определяется плотность вероятности f(х) значений случайной величины ![]() .
.
Форма этой кривой определяется выражением:
 (1.1)
(1.1)
где ![]() – среднее квадратичное отклонение случайной величины
– среднее квадратичное отклонение случайной величины ![]() ;
; ![]() – математическое ожидание случайной величины
– математическое ожидание случайной величины ![]() ;
; ![]()
Максимальная ордината кривой равна
![]() при
при ![]() . (1.2)
. (1.2)
По мере удаления от точки ![]() плотность распределения уменьшается, и при
плотность распределения уменьшается, и при ![]() стремящимся к бесконечности кривая асимптотически приближается к оси абсцисс.
стремящимся к бесконечности кривая асимптотически приближается к оси абсцисс.
Кривая нормального распределения характеризуется двумя параметрами: ![]() и
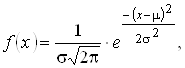
и ![]() . Смысл этих параметров состоит в следующем. Значением определяется центр рассеивания – если изменять центр рассеивания, кривая распределения будет смещаться вдоль оси абсцисс, не изменяя своей формы (рис. 2). Таким образом, значением
. Смысл этих параметров состоит в следующем. Значением определяется центр рассеивания – если изменять центр рассеивания, кривая распределения будет смещаться вдоль оси абсцисс, не изменяя своей формы (рис. 2). Таким образом, значением ![]() определяется положением кривой распределения на оси абсцисс. Размерность
определяется положением кривой распределения на оси абсцисс. Размерность ![]() такая же, что и размерность случайной величины
такая же, что и размерность случайной величины ![]() .
.
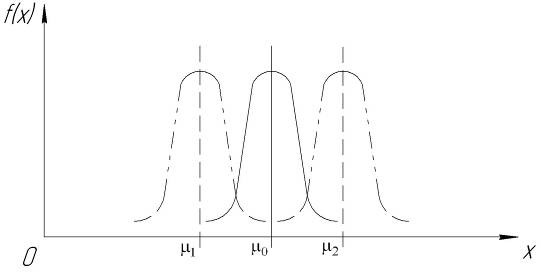
Рис. 2. Кривые распределения нормального распределения при изменении центра рассеивания
Значением ![]() определяется форма кривой распределения. Поскольку площадь под кривой распределения должна всегда оставаться равной единице, то при увеличении
определяется форма кривой распределения. Поскольку площадь под кривой распределения должна всегда оставаться равной единице, то при увеличении ![]() кривая распределения становится более плоской. На рис. 3 показаны три кривые при разных
кривая распределения становится более плоской. На рис. 3 показаны три кривые при разных ![]() :
: ![]()
Рис. 3. Кривые распределения при разных значениях ![]()
статистический метод управление качество
Таким образом, значением ![]() определяется форма кривой распределения –это есть характеристика рассеивания. Размерность параметра
определяется форма кривой распределения –это есть характеристика рассеивания. Размерность параметра ![]() совпадает с размерностью случайной величины
совпадает с размерностью случайной величины ![]() .
.
Во многих задачах, связанных с нормально распределенными случайными величинами, приходится определять вероятность попадания случайной величины ![]() , подчиненной нормальному закону с параметрами μ, σ, на участок от А до В. Таким участком может быть, например, поле допуска от верхнего значения
, подчиненной нормальному закону с параметрами μ, σ, на участок от А до В. Таким участком может быть, например, поле допуска от верхнего значения ![]() до нижнего –
до нижнего – ![]() .
.
Эту задачу решают по формуле
![]() (1.3)
(1.3)
где ![]() – есть нормальная функция распределения с параметрами
– есть нормальная функция распределения с параметрами ![]() и
и ![]()
Значения ![]() определяют по таблице 1 [6].
определяют по таблице 1 [6].
Для отрицательных значений ![]() функцию определяют из соотношения
функцию определяют из соотношения
![]() . (1.4)
. (1.4)
Это соотношение следует из симметричности нормального распределения относительно начала координат.
По формуле 1.3. можно определись вероятность попадания контролируемого (по количественному признаку) параметра в поле допуска, ограниченного значениями ![]() ,
, ![]() . Заменив в формуле 1.3. значения А и В на
. Заменив в формуле 1.3. значения А и В на ![]() и
и ![]() соответственно, получим формулу для решения нашей задачи:
соответственно, получим формулу для решения нашей задачи:
![]() (1.5)
(1.5)
По сути этой вероятностью определяется вероятная доля годной продукции (по контролируемому параметру). Если из единицы вычесть вероятную долю годной продукции, то получим вероятную долю дефектной продукции, которую обозначим через ![]() :
:
![]() (1.6)
(1.6)
Граница регулирования для контрольных карт средних арифметических значений определяют также с помощью закона нормального распределения. В качестве случайной величины используют значение ![]() :
:
 (1.7)
(1.7)
где ![]() – выборочное среднее арифметическое значение случайной величины
– выборочное среднее арифметическое значение случайной величины ![]() ;
; ![]() – математическое ожидание случайной величины
– математическое ожидание случайной величины ![]() при налаженном состоянии технологического процесса (обычно за
при налаженном состоянии технологического процесса (обычно за ![]() принимают середину поля допуска);
принимают середину поля допуска); ![]() – среднее квадратическое отклонение выборочного среднего (
– среднее квадратическое отклонение выборочного среднего (![]() ), которое связано со средним квадратическим отклонением случайной величины соотношением
), которое связано со средним квадратическим отклонением случайной величины соотношением
![]() (1.8)
(1.8)
Случайная величина ![]() , как и случайная величина
, как и случайная величина ![]() , распределена нормально, причем ее математическое ожидание равно нулю, а среднее квадратическое отклонение
, распределена нормально, причем ее математическое ожидание равно нулю, а среднее квадратическое отклонение ![]() равно единице. Поэтому, для решения задачи статистического регулирования можно использовать таблицу функции нормированного нормального распределения. Тогда условием налаженности технологического процесса является выполнение неравенства:
равно единице. Поэтому, для решения задачи статистического регулирования можно использовать таблицу функции нормированного нормального распределения. Тогда условием налаженности технологического процесса является выполнение неравенства:
 (1.9)
(1.9)
где ![]()
![]() – критические значения, которые для статистического регулирования обычно устанавливают равными +3, -3. Отсюда получаем:
– критические значения, которые для статистического регулирования обычно устанавливают равными +3, -3. Отсюда получаем:
![]() (1.10)
(1.10)
Таким образом, процесс будет признаваться налаженным до тех пор, пока выборочное среднее арифметическое ![]() не превысит значение в левой или правой частях этого неравенства, которыми определяется положение границ регулирования на контрольной карте средних арифметических значений. Обозначим их
не превысит значение в левой или правой частях этого неравенства, которыми определяется положение границ регулирования на контрольной карте средних арифметических значений. Обозначим их ![]() – для верхней границы регулирования и
– для верхней границы регулирования и ![]() – для нижней границы регулирования [7].
– для нижней границы регулирования [7].
Похожие работы





... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...




... инструмент применяют тогда, когда обработку производят инструментом, конструкция и размеры которого утверждены ГОСТом и ОСТом или имеются в нормалях промышленности. При разработке технологических процессов изготовления деталей следует использовать нормализованный инструмент как наиболее дешевый и простой. Специальный режущий инструмент применяют в тех случаях, когда обработка нормализованным ...
... такой контроль очень дорог. Поэтому от сплошного контроля переходят к выборочному с применением статистических методов обработки результатов. Однако такой контроль эффективен только тогда, когда технологические процессы, будучи в налаженном состоянии, обладают точностью и стабильностью, достаточной для «автоматической» гарантии изготовления бездефектной продукции. Отсюда встает необходимость ...




... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...
0 комментариев