Виды статистического регулирования технологических процессов
Контроль по альтернативному признаку
Статистические методы регулирования качества технологических процессов при контроле по количественному признаку
Статистические методы регулирования технологических процессов при контроле по альтернативному признаку
Примеры построения контрольных карт Шухарта с использованием ГОСТ Р 50779.42–99
Карта медиан. Стандартные значения не заданы
Контрольные карты для альтернативных данных
Пример построения контрольной карты для арифметического среднего с предупреждающими границами с использованием
Навигация
Статистические методы регулирования технологических процессов при контроле по альтернативному признаку
Эффективность средств статистического регулирования качества технологических процессов
56429
знаков
11
таблиц
10
изображений
3. Статистические методы регулирования технологических процессов при контроле по альтернативному признаку
Альтернативные данные представляют собой наблюдения, фиксирующие наличие или отсутствие некоторых характеристик (или признаков) у каждой единицы рассматриваемой подгруппы. На основе этих данных производится подсчет числа единиц, обладающих или не обладающих данным признаком, или число таких событий в единице продукции, группе или области. Альтернативные данные в общем случае могут быть получены быстро и дешево, для сбора их не требуется специального обучения.
В случае контрольных карт для количественных данных принято ведение пары контрольных карт: для управления средним и управлением рассеянием, так как исходное распределение предполагается нормальным и зависит от этих двух параметров. При использовании контрольных карт для альтернативных данных достаточно одной карты, так как предполагаемое распределение имеет только один независимый параметр – средний уровень [3].
При контроле по альтернативному признаку используют следующие виды контрольных карт:
1) контрольную карту числа дефектных единиц продукции (![]() –карту);
–карту);
2) контрольную карту числа дефектов (![]() – карту);
– карту);
3) контрольную карту доли дефектной продукции (![]() – карту);
– карту);
4) контрольную карту числа дефектов на единицу продукции (![]() – карту).
– карту).
Первые два вида контрольных карт используют только при постоянном объеме выборки, вторые два вида могут использоваться и при непостоянном объеме выборки.
Статистическое регулирование с помощью этих контрольных карт осуществляют в соответствии с планом контроля. Планом контроля определяются: объем выборки ![]() , браковочное число
, браковочное число ![]() , которым определяется положение границ регулирования, и период отбора выборок τ. План контроля устанавливают с учетом результатов предварительного исследования состояния технологического процесса [7].
, которым определяется положение границ регулирования, и период отбора выборок τ. План контроля устанавливают с учетом результатов предварительного исследования состояния технологического процесса [7].
На ![]() – карте регистрируется процент брака в выборке объемом
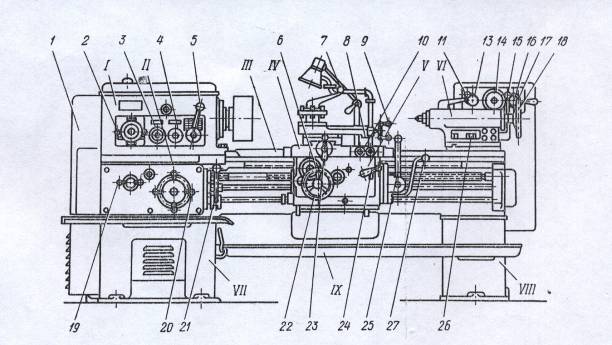
– карте регистрируется процент брака в выборке объемом ![]() изделий, взятой за определенный период, что позволяет следить за ходом технологического процесса. Для этого визуально или с помощью предельных калибров контролируется продукция станка, например за смену, и определяется доля дефектных изделий, значение которой наносят на
изделий, взятой за определенный период, что позволяет следить за ходом технологического процесса. Для этого визуально или с помощью предельных калибров контролируется продукция станка, например за смену, и определяется доля дефектных изделий, значение которой наносят на ![]() – карту. Такие карты рекомендуется вести и при приемочном контроле партий продукций для анализа динамики качества.
– карту. Такие карты рекомендуется вести и при приемочном контроле партий продукций для анализа динамики качества.
При построении ![]() – карты в качестве средней линии принимают
– карты в качестве средней линии принимают
 (3.1)
(3.1)
определяемое по результатам предшествующего анализа, охватывающего ![]() выборок.
выборок.
Доля дефектных изделий в ![]() й выборке
й выборке
![]() (3.2)
(3.2)
где ![]() ,
, ![]() – число дефектных изделий в
– число дефектных изделий в ![]() й выборке объемом
й выборке объемом ![]() .
.
Величина ![]() имеет асимптотическое нормальное распределение с математическим ожиданием
имеет асимптотическое нормальное распределение с математическим ожиданием ![]() и дисперсией
и дисперсией ![]()
Контрольные границы критической области равны:
 (3.3)
(3.3)
где ![]() – критическое значение, определяемое по таблице интегральной функции из условия
– критическое значение, определяемое по таблице интегральной функции из условия ![]()
В текстильной, бумажной и других отраслях промышленности, где требуется контролировать качество таких единиц продукции, как, например, рулон ткани или бумаги, листы пластика, стекла и т.д., применимы контрольные карты дефектов – ![]() карты. В этих картах регистрируется число дефектов, выявленных в установленной единице контролируемой продукции.
карты. В этих картах регистрируется число дефектов, выявленных в установленной единице контролируемой продукции.
В тех случаях, когда выборка состоит из нескольких ![]() изделий и
изделий и ![]() варьирует от выборки к выборке, используют
варьирует от выборки к выборке, используют ![]() – карты, где
– карты, где
![]() (3.4)
(3.4)
где ![]() – число дефектов, выявленных в
– число дефектов, выявленных в ![]() изделиях выборки [6].
изделиях выборки [6].
Похожие работы





... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...




... инструмент применяют тогда, когда обработку производят инструментом, конструкция и размеры которого утверждены ГОСТом и ОСТом или имеются в нормалях промышленности. При разработке технологических процессов изготовления деталей следует использовать нормализованный инструмент как наиболее дешевый и простой. Специальный режущий инструмент применяют в тех случаях, когда обработка нормализованным ...
... такой контроль очень дорог. Поэтому от сплошного контроля переходят к выборочному с применением статистических методов обработки результатов. Однако такой контроль эффективен только тогда, когда технологические процессы, будучи в налаженном состоянии, обладают точностью и стабильностью, достаточной для «автоматической» гарантии изготовления бездефектной продукции. Отсюда встает необходимость ...




... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...
0 комментариев