Виды статистического регулирования технологических процессов
Контроль по альтернативному признаку
Статистические методы регулирования качества технологических процессов при контроле по количественному признаку
Статистические методы регулирования технологических процессов при контроле по альтернативному признаку
Примеры построения контрольных карт Шухарта с использованием ГОСТ Р 50779.42–99
Карта медиан. Стандартные значения не заданы
Контрольные карты для альтернативных данных
Пример построения контрольной карты для арифметического среднего с предупреждающими границами с использованием
Навигация
Контрольные карты для альтернативных данных
Эффективность средств статистического регулирования качества технологических процессов
56429
знаков
11
таблиц
10
изображений
4.2 Контрольные карты для альтернативных данных
Как отмечалось уже выше, альтернативные данные имеют только два значения типа «да – нет» (годен – не годен, соответствует – не соответствует, проходит – не проходит и т.д.). На основе этих данных определяют число несоответствующих единиц (![]() ) или число несоответствий (
) или число несоответствий (![]() ) в выборке.
) в выборке.
Формулы для расчета положения контрольных границ карт Шухарта, использующих альтернативные данные, приведены в табл. 8.
Таблица 8
Формулы контрольных карт Шухарта для альтернативных данных
| Статистика | Стандартные значения не заданы | Стандартные значения заданы | ||
| Центральная линия |
| Центральная линия |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Примечание: заданные стандартные значения | ||||


Следует отметить, что вычисленные положения контрольных границ по формулам табл. 8 осуществляется приближенными методами, поэтому возможны случаи, когда для НКГ получается отрицательное значение. Поскольку число несоответствий и несоответствующих изделий – не отрицательная величина, то в этом случае НКГ совмещают с осью абсцисс. Кроме того, поскольку число несоответствующих изделий и число несоответствий в выборке могут быть только целыми числами, то полученные значения ВКГ рекомендуется округлять до ближайшего целого числа, а для НКГ – до ближайшего меньшего целого числа.
4.2.1 ![]() – карта. Стандартные значения не заданы
– карта. Стандартные значения не заданы
В табл. 9 указано число несоответствующих единиц в час с учетом неисправностей, найденных при сплошном контроле небольших выключателей с помощью устройств автоматического контроля. Выключатели производят на автоматической сборочной линии. Поскольку неисправность серьезна, для определения момента выхода сборочной линии из статистически управляемого состояния используют контрольную карту процента несоответствующих единиц. ![]() –карта получена при сборе предварительных данных по 25 подгруппам каждая из 4000 выключателей (табл. 9).
–карта получена при сборе предварительных данных по 25 подгруппам каждая из 4000 выключателей (табл. 9).
Таблица 9
Выключатели. Предварительные данные
| Номер подгруппы | Число проконтролированных выключателей | Число несоответствующих выключателей | Процент несоответствий |
| 1 | 4000 | 8 | 0,200 |
| 2 | 4000 | 14 | 0,350 |
| 3 | 4000 | 10 | 0,250 |
| 4 | 4000 | 4 | 0,100 |
| 5 | 4000 | 13 | 0,325 |
| 6 | 4000 | 9 | 0,225 |
| 7 | 4000 | 7 | 0,175 |
| 8 | 4000 | 11 | 0,275 |
| 9 | 4000 | 15 | 0,375 |
| 10 | 4000 | 13 | 0,325 |
| 11 | 4000 | 5 | 0,126 |
| 12 | 4000 | 14 | 0,350 |
| 13 | 4000 | 12 | 0,300 |
| 14 | 4000 | 8 | 0,200 |
| 15 | 4000 | 15 | 0,375 |
| 16 | 4000 | 11 | 0,275 |
| 17 | 4000 | 9 | 0,225 |
| 18 | 4000 | 18 | 0,450 |
| 19 | 4000 | 6 | 0,150 |
| 20 | 4000 | 12 | 0,300 |
| 21 | 4000 | 6 | 0,150 |
| 22 | 4000 | 12 | 0,300 |
| 23 | 4000 | 8 | 0,200 |
| 24 | 4000 | 15 | 0,375 |
| 25 | 4000 | 14 | 0,350 |
![]() – карта:
– карта:
центральная линия ![]()


![]() – карта приведена на рис. 8.
– карта приведена на рис. 8.
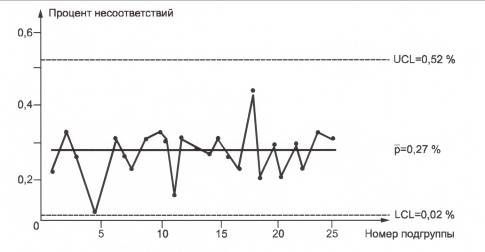
Рис. 8. ![]() – карта
– карта
Карта показывает, что качество выключателей находится в управляемом состоянии, хотя процент несоответствий, видимо, слишком велик. Данные контрольные границы могут быть использованы для будущих подгрупп до тех пор, пока процесс не изменится или выйдет из статистически управляемого состояния. Когда же процесс находится в состоянии статистической управляемости, вряд ли удастся какое-либо усовершенствование без изменения самого процесса.
4.2.2 ![]() – карта. Стандартные значения не заданы
– карта. Стандартные значения не заданы
Производитель видеокассет желает управлять числом точечных несоответствий на видеоленте. Видеолента производится длиной 4000 м. Представленные данные показывают число точечных несоответствий, найденных последовательным обследованием поверхности 20 мотков видеоленты, каждый длиной 350 м, из одного производственного процесса, причем обследовался один конец ленты.
Чтобы управлять этим процессом, намечено применить ![]() – карту, нанося число точечных несоответствий. Данные для 20 мотков приведены в табл. 10 и взяты в качестве предварительных данных для подготовки
– карту, нанося число точечных несоответствий. Данные для 20 мотков приведены в табл. 10 и взяты в качестве предварительных данных для подготовки ![]() – карты.
– карты.
Таблица 10
Видеолента. Предварительные данные
| Номер мотка | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Число точечных несоответствий | 7 | 1 | 2 | 5 | 0 | 6 | 2 | 0 | 4 | 4 |
| Номер мотка | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| Число точечных несоответствий | 6 | 3 | 3 | 3 | 1 | 6 | 3 | 1 | 5 | 6 |
![]() – карта:
– карта:
центральная линия ![]()
![]()
![]() (т.к. отрицательные значения невозможны, нижняя граница отсутствует).
(т.к. отрицательные значения невозможны, нижняя граница отсутствует).
![]() – карта приведена на рис. 9.
– карта приведена на рис. 9.
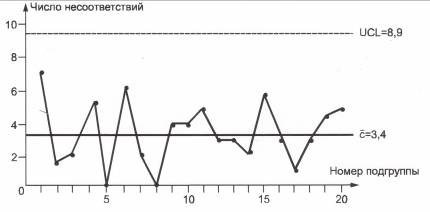
Рис. 9. ![]() – карта
– карта
Предварительные данные показывают, что процесс находится в состоянии статистической управляемости.
Похожие работы





... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...




... инструмент применяют тогда, когда обработку производят инструментом, конструкция и размеры которого утверждены ГОСТом и ОСТом или имеются в нормалях промышленности. При разработке технологических процессов изготовления деталей следует использовать нормализованный инструмент как наиболее дешевый и простой. Специальный режущий инструмент применяют в тех случаях, когда обработка нормализованным ...
... такой контроль очень дорог. Поэтому от сплошного контроля переходят к выборочному с применением статистических методов обработки результатов. Однако такой контроль эффективен только тогда, когда технологические процессы, будучи в налаженном состоянии, обладают точностью и стабильностью, достаточной для «автоматической» гарантии изготовления бездефектной продукции. Отсюда встает необходимость ...




... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...
0 комментариев