Виды статистического регулирования технологических процессов
Контроль по альтернативному признаку
Статистические методы регулирования качества технологических процессов при контроле по количественному признаку
Статистические методы регулирования технологических процессов при контроле по альтернативному признаку
Примеры построения контрольных карт Шухарта с использованием ГОСТ Р 50779.42–99
Карта медиан. Стандартные значения не заданы
Контрольные карты для альтернативных данных
Пример построения контрольной карты для арифметического среднего с предупреждающими границами с использованием
Навигация
Карта медиан. Стандартные значения не заданы
Эффективность средств статистического регулирования качества технологических процессов
56429
знаков
11
таблиц
10
изображений
4.1.2 Карта медиан. Стандартные значения не заданы
Станок производит электронные диски с заданной толщиной от 0,007 до 0,016 см. Выборки объема 5 единиц берут каждые полчаса, и толщину дисков записывают, как показано в табл. 7.
Таблица 7
Данные контроля толщины слюдяных дисков (значения мкм)
| Номер подгрупппы | Толщина | Медиана | Размах
| ||||
|
|
|
|
|
| |||
| 1 | 14 | 6 | 12 | 12 | 8 | 12 | 8 |
| 2 | 11 | 10 | 13 | 8 | 10 | 10 | 5 |
| 3 | 11 | 12 | 16 | 14 | 9 | 12 | 7 |
| 4 | 16 | 12 | 17 | 15 | 13 | 15 | 5 |
| 5 | 15 | 12 | 14 | 10 | 7 | 12 | 8 |
| 6 | 13 | 8 | 15 | 15 | 8 | 13 | 7 |
| 7 | 14 | 12 | 13 | 10 | 16 | 13 | 6 |
| 8 | 11 | 10 | 8 | 16 | 10 | 10 | 8 |
| 9 | 14 | 10 | 12 | 9 | 7 | 10 | 7 |
| 10 | 12 | 10 | 12 | 14 | 10 | 12 | 4 |
| 11 | 10 | 12 | 8 | 10 | 12 | 10 | 4 |
| 12 | 10 | 10 | 8 | 8 | 10 | 10 | 2 |
| 13 | 8 | 12 | 10 | 8 | 10 | 10 | 4 |
| 14 | 13 | 8 | 11 | 14 | 12 | 12 | 6 |
| 15 | 7 | 8 | 14 | 13 | 11 | 11 | 7 |
Было решено использовать для управления качеством продукции карту медиан. Значения медиан и размахов также даны в табл. 7.
Вычисляем среднее медиан подгрупп и размахов следующим образом:
![]()
![]()
![]() –карта:
–карта:
центральная линия: ![]()
![]()
![]() (т.к. центральная линия:
(т.к. центральная линия: ![]() , то LCL отсутствует).
, то LCL отсутствует).
Значения множителей ![]() и
и ![]() берутся из таблицы 2 для n=5. Поскольку карта размахов демонстрирует статистически управляемое состояние, можно вычислить линии контрольных границ карты медиан.
берутся из таблицы 2 для n=5. Поскольку карта размахов демонстрирует статистически управляемое состояние, можно вычислить линии контрольных границ карты медиан.
Карта медиан:
центральная линия ![]()
![]()
![]()
Значение коэффициента ![]() берется из табл. 3 при n=5. Графики построены на рис. 7.
берется из табл. 3 при n=5. Графики построены на рис. 7.
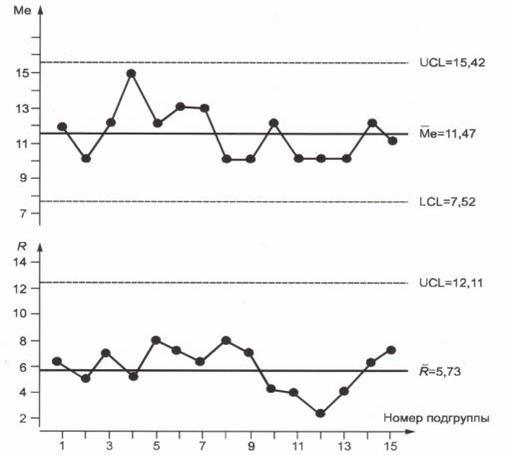
Рис. 7. Карты медиан и размахов
Как видно из карт, процесс показывает состояние статистической управляемости.
Похожие работы





... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...




... инструмент применяют тогда, когда обработку производят инструментом, конструкция и размеры которого утверждены ГОСТом и ОСТом или имеются в нормалях промышленности. При разработке технологических процессов изготовления деталей следует использовать нормализованный инструмент как наиболее дешевый и простой. Специальный режущий инструмент применяют в тех случаях, когда обработка нормализованным ...
... такой контроль очень дорог. Поэтому от сплошного контроля переходят к выборочному с применением статистических методов обработки результатов. Однако такой контроль эффективен только тогда, когда технологические процессы, будучи в налаженном состоянии, обладают точностью и стабильностью, достаточной для «автоматической» гарантии изготовления бездефектной продукции. Отсюда встает необходимость ...




... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...
0 комментариев