Виды статистического регулирования технологических процессов
Контроль по альтернативному признаку
Статистические методы регулирования качества технологических процессов при контроле по количественному признаку
Статистические методы регулирования технологических процессов при контроле по альтернативному признаку
Примеры построения контрольных карт Шухарта с использованием ГОСТ Р 50779.42–99
Карта медиан. Стандартные значения не заданы
Контрольные карты для альтернативных данных
Пример построения контрольной карты для арифметического среднего с предупреждающими границами с использованием
Навигация
Пример построения контрольной карты для арифметического среднего с предупреждающими границами с использованием
Эффективность средств статистического регулирования качества технологических процессов
56429
знаков
11
таблиц
10
изображений
5. Пример построения контрольной карты для арифметического среднего с предупреждающими границами с использованием
ГОСТ Р 50779.41–96
25 % концентрацию азота в аммиаке считают нормальной для процесса в статистически управляемом состоянии.
Даны пределы концентрации азота:

Максимально нежелательный уровень несоответствий равен 3 %.
Из предыдущих экспериментальных данных известно, что ![]()
1. Определяем значения ![]() и
и ![]() .
.
Значения ![]() и
и ![]() находим по формулам
находим по формулам
где ![]() – квантиль стандартного нормального закона распределения (табл. 11).
– квантиль стандартного нормального закона распределения (табл. 11).
Таблица 11
Квантили стандартного нормального распределения
| Вероятность, % | 99,99 | 99,90 | 99,00 | 97,72 | 97,50 | 95,00 | 90,00 | 84,13 | 50,00 |
| Квантиль | 3,715 | 3,090 | 2,326 | 2,000 | 1,960 | 1,645 | 1,282 | 1,000 | 0,000 |
2. Значение объема выборки для условий примера взято равным 5, т. е.
n =5. Контрольные границы на контрольной карте должны быть построены таким образом, чтобы ARL для процесса в статистически управляемом состоянии (![]() ) составляла как минимум 300 и для процесса с максимально нежелательным уровнем процесса (
) составляла как минимум 300 и для процесса с максимально нежелательным уровнем процесса (![]() ) – не превышала 12.
) – не превышала 12.
![]()
![]()
![]()
Контрольные границы на карте находятся по формуле:
![]() .
.
Предупреждающие границы находятся по формуле:
![]()
Комбинацию коэффициентов, определяющих положение границ регулирования и предупреждающих границ на контрольной карте ![]() ,
, ![]() , и количество последовательных точек
, и количество последовательных точек ![]() выбираем из таблиц 1–4 [2] (с интерполяцией для значения
выбираем из таблиц 1–4 [2] (с интерполяцией для значения ![]() ), так чтобы
), так чтобы ![]() и
и ![]() . Результаты представлены в табл. 12.
. Результаты представлены в табл. 12.
Таблица 12
Значения коэффициентов
| N |
|
|
|
|
|
| 1 | 3 | 3,0 | 1,5 | 620,1 | 10,3 |
| 2 | 4 | 3,0 | 1,25 | 624,1 | 11,2 |
| 3 | 3 | 3,25 | 1,25 | 618,6 | 8,8 |
| 4 | 4 | 3,25 | 1,0 | 904,0 | 10,1 |
Установленные исходные данные приводят к неоднозначности плана контроля (получилось четыре возможных варианта). Поскольку отношение L0/L1 > 50, то выбираем план с минимальным , т. е. третью строку в табл. 2.
Таким образом, ![]()
Определяем контрольные границы для карты:
– границы регулирования:
– предупреждающие границы
3. Для условий, приведенных в 1 и 2, были получены следующие значения ![]() : 25,1; 25,2; 24,2; 25,6; 24,1; 24,3; 25,0; 25,3; 25,9; 24,7; 25,1; 25,3; 24,9; 25,4; 24,8; 24,7; 25,9; 25,6; 25,7 % (рис. 10).
: 25,1; 25,2; 24,2; 25,6; 24,1; 24,3; 25,0; 25,3; 25,9; 24,7; 25,1; 25,3; 24,9; 25,4; 24,8; 24,7; 25,9; 25,6; 25,7 % (рис. 10).
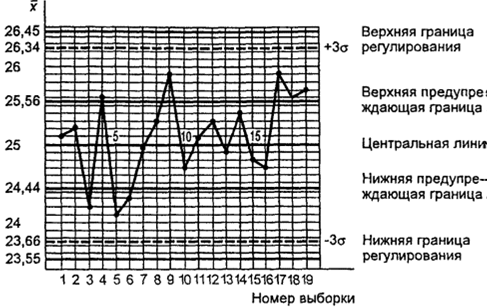
Рис. 10. Контрольной карта для арифметического среднего с
предупреждающими границами
После 19-й выборки необходимо принять решение о наладке процесса, так как последние три точки (25,9; 25,6; 25,7) находятся в зоне W между предупреждающей границей и границей регулирования.
Следует обратить внимание на то, что две другие соседние точки (24,1 и 24,3) находятся в зоне W+, и корректировка процесса не может быть произведена, так как в соответствии с принятой процедурой этих точек должно быть три.
Корректировка должна быть осуществлена немедленно при первом же значении ![]() либо больше 26,45, либо меньше 23,55.
либо больше 26,45, либо меньше 23,55.
4. Для ![]()
![]() ,
, ![]() ,
, ![]() приведенных выше, а также условий, установленных для
приведенных выше, а также условий, установленных для ![]() и
и ![]() , необходимо найти план контроля, дающий наименьший объем выборки. Из колонки табл. 1, соответствующей
, необходимо найти план контроля, дающий наименьший объем выборки. Из колонки табл. 1, соответствующей ![]() , находят, что минимальное значение
, находят, что минимальное значение ![]() , для которого
, для которого ![]() , равно 1,4 (например, план с параметрами
, равно 1,4 (например, план с параметрами ![]()
![]()
![]() дает
дает ![]() план с параметрами
план с параметрами ![]()
![]()
![]() дает
дает ![]() ).
).
Отсюда
 и n=5.
и n=5.
Заключение
По сути дела статистическое регулирование качества – это текущий контроль за производством и предупреждение брака путем своевременного вмешательства в технологический процесс. Техническим вспомогательным средством статистического регулирования является контрольная карта, позволяющая наглядно отразить ход производственного процесса на диаграмме и таким образом выявить нарушения технологии [10].
При построении контрольных карт важен выбор контролируемого параметра. Предпочтение целесообразно отдавать тем параметрам, которые непосредственно влияют на эксплуатационные характеристики продукции, легко поддаются измерению и на которые можно воздействовать путем регулирования технологического процесса.
В случаях, когда измерение параметров с точностью, необходимой для построения контрольных карт для количественных данных, технически или экономически невозможно, используют карты для альтернативных данных. Кроме того, контрольные карты для альтернативных данных находят применение в крупносерийном и массовом производстве, в условиях которого чаще всего используются такие простейшие средства контроля, как предельные калибры, шаблоны, а также визуальный контроль, основанный на сравнении с контрольным образцом. По существу, при построении контрольных карт для альтернативных данных не требуется знание контролируемого параметра и достаточно установить лишь факт соответствия или несоответствия его установленным требованиям.
Решение о виде контрольных карт для статистического управления технологическим процессом принимает разработчик технологии контрольных операций с учетом конкретных условий производства [5].
Список литературы
1. ГОСТ Р 50 779.40–96. Статистические методы. Контрольные карты. Общее руководство и введение. М.: Изд-во стандартов, 1996. 20с.
2. ГОСТ Р 50 779.41-96 Статистические методы. Контрольные карты для арифметического среднего с предупреждающими границами. М.: Изд-во стандартов, 1996. 24с.
3. ГОСТ Р 50 779.42–99. Статистические методы. Контрольные карты Шухарта. М.: Изд-во стандартов, 1999. 32с.
4. Ефимов В.В. Статистические методы в управлении качеством продукции: Учебное пособие. Ульяновск: УлГТУ, 2003. 134 с.: ил.
5. Жулинский С.Ф., Новиков Е.С., Поспелов В.Я. Статистические методы в современном менеджменте качества. М.: Фонд «Новое тысячелетие», 2001. 208 с.: ил.
6. Мхитарян В.С. Статистические методы в управлении качеством продукции. М.: Финансы и статистика, 1982. 119с.
7. Р 50–601–19–91. Рекомендации. Применение статистических методов регулирования технологических процессов. М.: Изд-во стандартов, 1992. 24 с.
8. Р 50–601–32–92. Рекомендации. Система качества. Организация внедрения статистических методов управления качеством продукции на предприятии. М.: Изд-во стандартов, 1992. 21 с.
9. Шиндовский Э. Статистические методы управления качеством. Контрольные карты и планы контроля: пер. с нем. В.М. Ивановой, И.О. Решетниковой. М.: Мир, 1976. 597 с.: ил.
10. Шторм Р. Теория вероятностей. Математическая статистика. Статистический контроль качества: пер. с не. под ред. Н.С. Райбмана. М.: Мир, 1970. 368 с.: ил.
Похожие работы





... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...




... инструмент применяют тогда, когда обработку производят инструментом, конструкция и размеры которого утверждены ГОСТом и ОСТом или имеются в нормалях промышленности. При разработке технологических процессов изготовления деталей следует использовать нормализованный инструмент как наиболее дешевый и простой. Специальный режущий инструмент применяют в тех случаях, когда обработка нормализованным ...
... такой контроль очень дорог. Поэтому от сплошного контроля переходят к выборочному с применением статистических методов обработки результатов. Однако такой контроль эффективен только тогда, когда технологические процессы, будучи в налаженном состоянии, обладают точностью и стабильностью, достаточной для «автоматической» гарантии изготовления бездефектной продукции. Отсюда встает необходимость ...




... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...
0 комментариев