Магнитные свойства
Выплавка в кислородно-конверторных печах ККЦ-1
Охрана окружающей среды
Техника безопасности
Материал и обработка
Исследование микроструктуры
Механизация и автоматизация
Энергетика отделения
× 0,28 = 72414447,56
Во избежании механических травм все перемещающиеся и вращающиеся элементы должны иметь защитные кожухи и ограждения, препятствующие получению травм
Обо всех неполадках, неисправностях термист проката, оператор ПУ обязан сообщить старшему термисту проката, а последний – сменному мастеру
Опасные и вредные производственные факторы
Навигация
Магнитные свойства
Проект термического отделения высокотемпературного отжига анизотропной электротехнической стали толщиной 0,35 мм. Годовая программа 150 тысяч тонн
188739
знаков
34
таблицы
14
изображений
2.2 Магнитные свойства
Электротехнические железокремнистые стали относятся к классу ферромагнитных магнитно мягких сплавов, которые характеризуются узкой петлей гистерезиса, малой коэрцитивной силой, высокой магнитной индукцией и проницаемостью, низкими потерями на гистерезис и вихревые токи, а также минимальными общими удельными потерями. Ферромагнетиками называются твердые вещества, обладающие при не слишком высоких температурах самопроизвольной (спонтанной) намагниченностью, которая сильно изменяется под влиянием внешних воздействий – магнитного поля, деформации, изменения температуры.
Ферромагнетики в отличие от слабомагнитных диа - и парамагнетиков являются сильномагнитными средами: внутреннее магнитное поле в них может в сотни и тысячи раз превосходить внешнее поле.
Большой вклад в экспериментальное изучение свойств ферромагнетиков внес А. Г. Столетов. В своей докторской диссертации он исследовал зависимость намагниченности мягкого железа от напряженности магнитного поля. Предложенный им способ заключался в измерении магнитного потока в ферромагнитных кольцах при помощи баллистического гальванометра.
Ферромагнитные материалы в большой или меньшей степени обладают магнитной анизотропией, т.е. свойством намагничиваться с различной степенью трудности в различных направлениях.
Магнитные свойства ферромагнитных материалов сохраняются до тех пор, пока их температура не достигнет значения, называемого точкой Кюри. При температурах выше точки Кюри ферромагнетик ведет себя во внешнем магнитном поле как парамагнитное вещество. Он не только теряет свои ферромагнитные свойства, но у него изменяется теплоемкость, электропроводимость и некоторые другие физические характеристики.
Точка Кюри для различных материалов различна:
- для железа +770 С;
- для никеля +365 С;
- для кобальта +1130 С.
При намагничивании ферромагнетиков происходит небольшое изменение их линейных размеров, т.е. увеличение или уменьшение их длины с одновременным уменьшением или увеличением поперечного сечения. Это явление называется магнитострикцией, оно зависит от строения кристаллической решетки ферромагнетика.
2.3 Формирование структуры и текстуры анизотропной электротехнической стали
Свойства анизотропной электротехнической стали, в значительной степени определяются величиной и формой зерен, кристаллографической текстурой листа, которые в свою очередь зависят, от особенностей химического состава стали и термообработки.
С увеличение размера зерен оптимальные удельные потери снижаются. Границы зерен всегда имеют, искаженную кристаллическую решетку и в промежутках между зернами распределяется магнитотвердой прослойкой цементита и неметаллических включений, поэтому границы зерен являются препятствием для прохождения магнитного поля. Наряду с уменьшением магнитных и общих удельных потерь при увеличении размера зерен несколько возрастают электрические потери [3].
2.3.1 Текстура анизотропной электротехнической сталиУ поликристаллических материалов, кристаллы которых ориентированы случайно, магнитные свойства в различных направлениях практически одинаковы. В процессе производства листовой холоднокатаной трансформаторной стали в ней создается преимущественная ориентировка кристаллов - текстура стали, вызывающая анизотропию магнитных свойств. Текстура характеризуется совмещением диагональной плоскости куба с плоскостью прокатки и ориентацией ребра куба вдоль направления прокатки. Благодаря тому, что в решетке железа ребро куба является направлением легкого намагничивания вдоль направления прокатки, при такой текстуре магнитные свойства будут тем лучше, чем резче выражена текстура.
Следовательно, лучшие магнитные характеристики холоднокатаной трансформаторной стали получаются в направлении прокатки. В направлении, перпендикулярно прокатке, т. е. под углом 90° к направлению прокатки, располагается диагональ грани куба, т. е. направление более трудного намагничивания, и в этом направлении сталь обладает значительно худшими магнитными свойствами. Чем более текстурована сталь, тем выше анизотропия магнитных свойств. Холоднокатаная трансформаторная сталь имеет в направлении прокатки меньшие потери на гистерезис и вихревые токи и более высокую магнитную индукцию, чем горячекатаная сталь. Это объясняется текстурой стали. Высокие магнитные свойства холоднокатаной трансформаторной стали объясняются также крупным зерном феррита, которое получается в результате высокотемпературного отжига. Различают электротехническую сталь с ребровой текстурой или текстурой Госса и электротехническую сталь с кубической текстурой. В ребровой текстуре (110) [100] диагональная плоскость куба (110) совпадает с плоскостью прокатки, а направление — ребро куба [100] совпадает с направлением прокатки. Таким образом, направление легкого намагничивания в решетке железа [100] совпадает с направлением прокатки, направление трудного намагничивания [111] находится под углом 45° к направлению прокатки, а направление среднего намагничивания [110] — под углом 90° к направлению прокатки. Следовательно, магнитные свойства стали с ребровой текстурой зависят от направления, в котором они измеряются. Более высокая магнитная индукция и низкие ваттные потери у такой стали будут в направлении холодной прокатки. 2.3.2 Фазовые и структурные превращения в анизотропной электротехнической стали
Анизотропная электротехническая сталь является сталью ферритного класса, так как содержит около 0,04 (% масс.) углерода и около 3 (% масс.) кремния после выплавки.
После горячей прокатки в структуре стали под микроскопом можно наблюдать 3 – 5% продуктов распада аустенита, в виде перлитных строчек.
Следом за горячей прокаткой проводятся первая холодная прокатка и обезуглероживающий отжиг. При этом отжиге содержание углерода снижается до количества не выше 0,04 (% масс.), поэтому при дальнейшей обработке фазовые превращения в стали, не происходят. В результате лазерной обработки получается термодинамически неравновесная структура в объеме зоны, так и в объеме всего металла.
Неравновесность выражается в различие ориентировок (текстуре) и размере зерен, в различном содержании дефектов кристаллического строения и частиц неметаллических включений.
Большое значение имеет анизотропия электротехнических свойств магнитного материала, которая должна быть минимальной. Важной характеристикой анизотропной электротехнической стали, является ее склонность к старению в процессе работы в магнитах, т.к. старение приводит к увеличению потерь и ухудшению показателей работы трансформаторов.
При изготовлении трансформаторов важное значение имеют не только "внутреннее" качество материала, но и внешние параметры. Весьма жесткие требования предъявляются к качеству поверхности листа. Не допускаются грубые и средние поверхностные дефекты, окалина, царапины и т.д. Качество трансформаторов во многом зависит от технологии их изготовления. Важной является возможность отжига магнитопровода после штамповки листа и сборки, снижение толщины изоляционного покрытия. Применение термостойкого покрытия позволяет отжигать магнитопровод для снятия наклепа после штамповки и улучшения электротехнических свойств на 5 – 10%.
В настоящее время широкое развитие получил рулонный способ производства электротехнических сталей. Рассмотрим, влияние легирующих элементов на свойства электротехнической анизотропной стали.
Кремний
Легирование железа кремнием производится с целью изменения его магнитных и электрических свойств путем увеличения удельного электросопротивления, уменьшения констант магнитной кристаллографической анизотропии и магнитострикции, укрупнения величины зерна, энергичного раскисления жидкого металла в процессе выплавки и некоторой графитизации углерода [4].
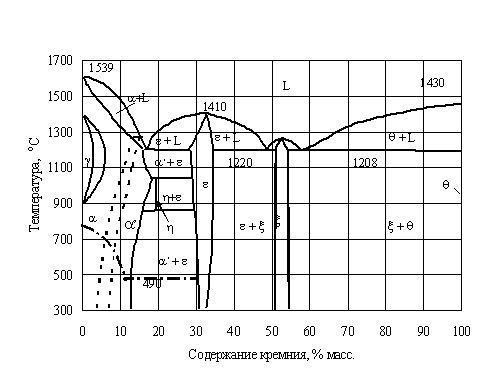
Рис. 1. Диаграмма Fe – Si
Введение кремния в железо приводит к существенному увеличению удельного электросопротивления стали, большему, чем при введении других легирующих элементов. Так, при изменении содержания кремния от 1% до 4% удельное электросопротивление сплава возрастает в 2,5 раза, что приводит к соответствующему уменьшению потерь на вихревые токи [1]
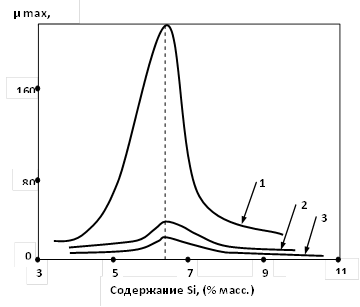
Рис. 2. Влияние кремния на максимальную магнитную проницаемость mmax: 1 – отжиг при температуре 1000 °С; 2 – 1300 °С в водороде; 3 – 1300 °С в водороде с последующим охлаждением в магнитном поле)
Кремний ограничивает g-область на диаграмме "железо-кремний", а уже при 2,0 – 2,5 % стабилизирует a-твердый раствор. Это создает возможность, нагрева стали до высоких температур без фазовой перекристаллизации. Являясь сильным графитообразующим элементом, кремний способствует обезуглероживанию a-твердого раствора, переводя углерод из цементита в графит. Кремний способствует также росту зерна в процессе отжига.
Все это приводит к снижению величины коэрцитивной силы и тем самым к снижению потерь на гистерезис [1].
При содержании кремния около 6,5 (% масс.) имеет место наибольшее значение магнитной проницаемости (рис. 2), что связано с близким к нулю значением магнитострикции и малой постоянной магнитной анизотропии (рис. 3 и рис. 4).
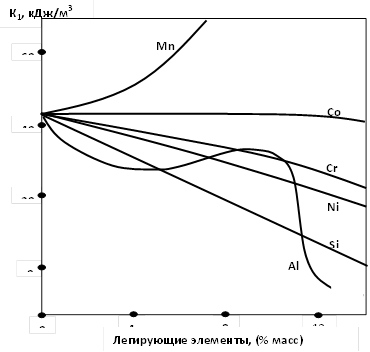
Рис. 3. Влияние легирующих элементов на константу магнитной кристаллографической анизотропии (к1 )
К недостаткам кремния относится отрицательное действие на магнитную индукцию насыщения ( снижает) и механические свойства стали (рис. 5 и рис. 6).
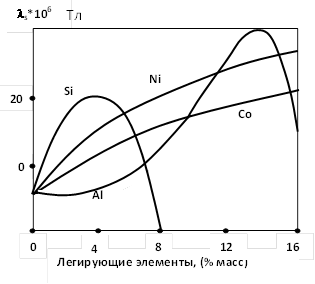
Рис. 4. Влияние легирующих элементов на магнитострикцию насыщения (lS) железа
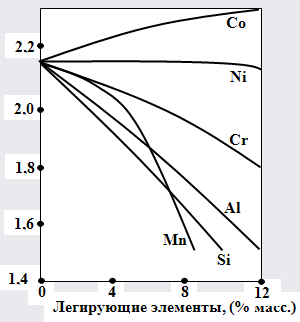
Рис. 5. Влияние легирующих элементов на индукцию насыщения (Bs) железа
Также снижается при введении кремния точка Кюри для сплавов железо – кремний.
Введение кремния положительно сказывается на коэффициенте магнитного старения, который снижается с 6 – 8 процентов при содержании кремния один процент до 2 – 3 процентов при содержании кремния 4 процента. Увеличение содержания кремния приводит, также к резкому снижению температурного коэффициента электрического сопротивления стали.
В связи с понижением пластичности при увеличении содержания кремния в стали, а также увеличением твердости и хрупкости, для холоднокатаных марок стали, используют содержание кремния не более 3,8 – 4 (% масс.), а для горячекатаных – не более 4,8 (% масс.).
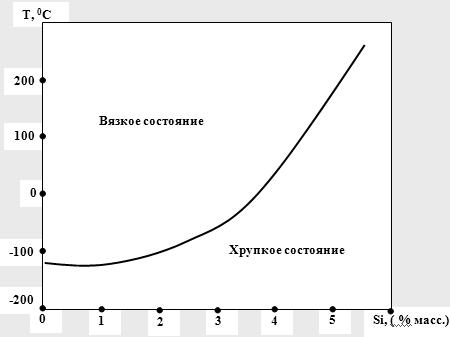
Рис. 6. Влияние состава на температуру перехода из вязкого состояния в хрупкое для сплавов железо-кремний
Большое влияние кремний оказывает на механические, и технологические свойства стали, повышая предел текучести, предел прочности и твердость. Одновременно с повышением твердости, кремний сильно увеличивает хрупкость, что затрудняет холодную прокатку, и обработку стали. Поэтому сплавы с содержанием кремния больше 4,6 (% масс.) не имеют практического применения, несмотря на то, что удельные потери с дальнейшим повышением содержания кремния продолжают уменьшаться.
С возрастанием содержания кремния размеры ферритных зерен уменьшаются. Так, например, в горячекатаной электротехнической стали после высокотемпературного (1120°С – 1150°С) отжига в вакууме наблюдается следующая зависимость величины ферритных зерен от содержания кремния приведенная в таблице 12.
Таблица 12. Зависимость величины ферритных зёрен от содержания кремния
| Содержание кремния, масс.% | 3,8 – 4,0 | 4,2 – 4,5 | 5,1 – 5,3 |
| Величина зерна, мм | 16 | 8 | 2 |
Углерод
Углерод является наиболее вредной примесью в электротехнической стали. С увеличением содержания углерода снижается проницаемость в слабых и средних полях, растет коэрцитивная сила, снижается магнитная индукция. Присутствие нескольких сотых долей процента углерода расширяет (a + g) – область и сдвигает границы между (a + g) – и a – областями к 5 – 6 (% масс.) Si (рис. 7). Наличие a«g превращения может приводить к возникновению фазового наклепа, измельчению зерна и нарушению кристаллической текстуры, а следовательно, к росту коэрцитивной силы и снижению магнитной проницаемости. При малых количествах углерод, образуя твердый раствор с железом, увеличивает электрическое сопротивление сплавов, снижая потери на вихревые токи. Однако при этом возрастают потери на гистерезис и коэрцитивная сила.
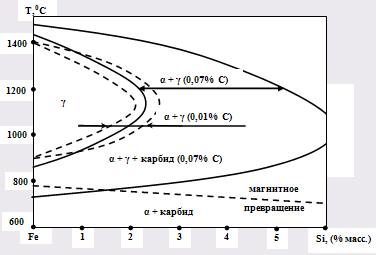
Рис. 7. Влияние содержания углерода на положение фазовых областей a, a + g, g для сплавов железо-кремний
Степень отрицательного влияния углерода на свойства стали, определяется не только его содержанием в материале, но и формой, в которой он находится в сплаве, и дисперсностью включений карбидов. Коэрцитивная сила при изменении вида углерода как структурной составляющей может измениться в два раза. Когда углерод переходит из цементита в графит, магнитные свойства улучшаются [1].
В то же время при содержании в стали около 0,09% (масс.) углерода интенсифицируется развитие первичной рекристаллизации с образованием мелкозернистой структуры и обеспечивается формирование при окончательном отжиге совершенной ребровой текстуры.
Присутствие 0,02 – 0,05 процента углерода приводит к образованию при горячей прокатке аустенитной фазы, что является ключевым фактором в управлении процессами формирования ингибиторных фаз в сталях. Он оказывает существенное влияние на структуру, магнитные и пластические свойства анизотропной электротехнической стали.
При снижении содержания углерода в готовом листе магнитные свойства улучшаются. Большое значение имеет содержание углерода перед окончательным высокотемпературным отжигом. Увеличение содержания углерода даже до 0,05 (% масс.) вызывает значительное снижение магнитной индукции и увеличение удельных потерь. Ухудшение свойств листа при увеличении содержания углерода более 0,04 (% масс.) объясняется недостаточным обезуглероживанием при рекристаллизационном отжиге.
С увеличением содержания углерода размеры зерен феррита в анизотропной электротехнической стали, уменьшаются и в связи с этим ухудшатся магнитные свойства. Требуется значительное повышение температуры отжига, чтобы устранить вредное влияние углерода на рост зерен феррита.
Выделение углерода в горячекатаной анизотропной электротехнической стали в форме структурно-свободных карбидов оказывает вредное влияние не только на магнитные, но также и на пластические свойства. Присутствие на границах зерен структурно-свободных карбидов приводит к повышенной и неоднородной хрупкости (устраняется повторным отжигом в вакууме при температуре 800 – 900 °С.
Хром
Хром вносится в сталь с исходной шихтой, ферросилицием, а также при восстановлении окислов хрома из магнезитохромитовых огнеупоров футеровки печи. Повышение концентрации хрома в стали с 0,03 до 0,12 (% масс.) приводит к увеличению удельных потерь на 2 – 3 (%масс.) и незначительному увеличению магнитной индукции. Хром затрудняет обезуглероживание листа при отжиге. Карбиды хрома препятствуют росту зерен. Наиболее четко вредное влияние хрома проявляется на свойствах холоднокатаного листа толщиной 0,35 мм. Допустимым содержанием хрома считают 0,06% (масс.) [5].
Марганец
Марганец влияет на электрические и магнитные свойства электротехнических сталей: снижает индукцию насыщения, увеличивает константу магнитной кристаллографической анизотропии, обеспечивает рост удельного электрического сопротивления на 0,7 – 0,8 Ом × мм на каждый один процент вводимого марганца. Как карбидообразующий элемент марганец несколько повышает потери на гистерезис [1].
Ощутимо влияние марганца на электротехнические свойства листа при его содержании в металле более 0,10 (% масс.). Марганец оказывает влияние на образование максимального количества аустенита при температуре 1150 °С. Увеличение аустенита заметно при небольших добавках марганца. Марганец является вредной примесью в анизотропной электротехнической стали и его удалению из плавки следует уделять большое внимание. Содержание марганца оказывает заметное влияние на фазовый состав стали. В результате фазовых превращений возникают напряжения в металле, и происходит измельчение зерен феррита. Как первое, так и второе ухудшает, магнитные свойства стали.
Марганец, как и углерод, стабилизирует g – фазу.
Введение марганца способствует повышению пластичности стали, обеспечивая, таким образом, возможность дополнительного легирования стали кремнием при сохранении хорошей технологичности и повышении магнитных свойств.
В анизотропной электротехнической стали обычно содержится 0,1 – 0,3 (% масс.) марганца [1].
Никель
Никель является, неизбежной примесью любой стали, т.к. его удаление из плавки невозможно ни при каких переделах. Он расширяет γ – область и в электротехнической стали, действует в направлении ухудшения ее свойств. При увеличении содержания никеля от 0,05 до 0,15 (% масс.) установлено незначительное ухудшение свойств листа. В настоящее время содержание никеля в электротехнической стали незначительно, и ограничивается 0,1 (% масс) [5].
Медь
С повышением содержания меди наиболее значительно изменяется магнитная индукция в слабых и средних полях. Медь увеличивает удельные потери, начиная с содержания 0,3 (% масс.) и особенно с 0,5 (% масс.). При выделении меди в чистом виде или в виде сернистых соединений образуются гетерогенные смеси, ухудшающие магнитные свойства анизотропной электротехнической стали [5].
Фосфор
Фосфор является активным структурно формирующим элементом, положительно влияющим на рост зерна феррита в железе и связанные с этим структурно чувствительные магнитные характеристики. Он повышает удельное электросопротивление железа, что должно оказывать положительное влияние на вихревую составляющую удельных потерь.
При концентрациях в пределах содержания в электротехнических сталях целиком входит в состав твердого раствора и не образует фосфидов.
С увеличением фосфора до 0,33% (масс.) средний линейный размер зерна увеличивается в два раза.
Фосфор резко сужает g – область в сплавах железо-кремний.
Фосфор существенно повышает удельное электросопротивление стали: с увеличением содержания фосфора до 0,33 (% масс.) удельное электросопротивление стали, увеличивается на 40 (% масс.).
С увеличением содержания фосфора площадь петли гистерезиса уменьшается, соответственно снижаются гистерезисные потери. Потери на вихревые токи также уменьшаются.
Магнитная проницаемость стали, увеличивается с увеличением содержания фосфора. На индукцию насыщения фосфор влияет незначительно.
Положительное влияние фосфора на уровень магнитных свойств связано с его рафинирующим действием. Он обладает большим сродством к кислороду, что способствует очистке, стали от этой вредной примеси.
Было изучено влияние фосфора, на уровень механических характеристик стали в отожженном состоянии. С увеличением содержания фосфора все прочностные характеристики стали повышаются.
Фосфор более интенсивно, чем кремний, упрочняет сталь. При содержании фосфора 0,33 (% масс.) холодная прокатка затрудняется из-за повышения жесткости металла. В связи с этим целесообразно содержание фосфора в стали ограничить пределом 0,12 – 0,20 (% масс.) [1].
Сера
По мере увеличения содержания серы в листах наблюдается повышение коэрцитивной силы, удельных потерь и снижение магнитной индукции в средних полях. Максимальная магнитная проницаемость по мере возрастания содержания серы также заметно снижается. С увеличением содержания серы размеры зерен феррита уменьшаются.
Вредное влияние серы можно объяснить тем, что при застывании анизотропной электротехнической стали, сера полностью выделяется из жидкого раствора в виде включений сернистого железа, сернистого марганца и ряда других соединений. Выделившиеся включения являются барьерами, препятствующими нормальному росту зерен феррита при отжиге.
Сера приводит к ухудшению не только магнитных свойств, но и технологичности стали вследствие красноломкости. С повышением в металле серы с 0,014 (% масс.) до 0,025 (% масс.) увеличиваются удельные потери на 0,5 Вт/кг [4].
![]()
![]() Алюминий
Алюминий
Алюминий – активный раскислитель. При производстве электротехнической стали, алюминий используют наряду с кремнием. Кроме того, он способствует, росту зерна кремнистой стали и выделению углерода в форме графита. Алюминий увеличивает электросопротивление, уменьшает склонность стали к старению, а также резко уменьшает растворимость в стали кислорода и, в меньшей степени, азота. В то же время алюминий увеличивает хрупкость. Действие алюминия во многом аналогично действию кремния. Сталь становится ферритной при одном проценте алюминия. Однако укрупнение зерна феррита алюминием наблюдается до температуры отжига 850 °С.
При высокотемпературном отжиге (1100 °С – 1150 °С) магнитные свойства анизотропной электротехнической стали, при легировании алюминием, ухудшаются в связи с окислением алюминия и образованием глинозема. Размер зерна феррита в листах после ВТО заметно уменьшается с увеличением содержания алюминия. Это объясняется тем, что при ВТО в условиях недостаточной защиты металла от окисления образуются оксиды и нитриды алюминия, препятствующие, нормальному росту зерен феррита и ухудшающие магнитные свойства стали. Он также подавляет, склонность стали к старению благодаря связыванию азота в прочные нитриды.
Нитриды алюминия тормозят нормальный рост зерен, создавая условия для протекания вторичной рекристаллизации с образованием ребровой текстуры.
Алюминий, широко применяется, при производстве анизотропной стали по нитридному варианту, его влияние (при содержании 0,01 – 0,03 % масс.) связано с его способностью, образовывать с азотом трудно растворимые соединения – нитриды. Дисперсные нитриды алюминия, выделяясь в процессе нагрева, тормозят нормальный рост зерен, создавая условия только для роста ребровых зерен и, обеспечивая, таким образом, протекание вторичной рекристаллизации с образованием текстуры (110) [001]. Следовательно, при выплавке анизотропной электротехнической стали, предназначаемой для ВТО в вакууме, следует стремиться к тому, чтобы содержание алюминия в ней было минимальным. В этом случае алюминий не следует применять ни в предварительном, ни в окончательном раскислении. В ферросилиции, применяемом, для раскисления анизотропной электротехнической стали, содержание алюминия не должно превышать 0,6 – 0,8 (% масс.).
Алюминий резко снижает растворимость в стали кислорода.
Алюминий, ухудшает, технологичность стали при горячей и холодной прокатках. Уже при 0,08 (% масс.) алюминия наблюдается образование большого количества рванин на кромках горячекатаных полос. Повышение концентрации алюминия ухудшает также качество поверхности холоднокатаных полос.
В целом, полезное действие алюминия (в пределах 0,01 – 0,02 % масс.) связано с его положительным влиянием на текстурообразование [1].
Титан
Титан является вредной примесью в электротехнической стали. Он образует стабильные мелкодисперсные включения TiN и TiO2. Так же, как Al2O3, они стойки к высоким температурам отжига. То есть удаление этих фаз при ВТО практически невозможно.
На практике в промышленной анизотропной электротехнической стали, содержится 0,05 – 0,08 (% масс.) Ti. Поскольку титан имеет большое сродство к азоту, чем алюминий и кремний, то весь он будет находиться в виде нитридов, количество которых, не достаточно для того, чтобы титан был ответственным за текстурообразование. А наличие нескольких ингибиторов вследствие различных температур растворения и коагуляции отрицательно сказывается на процессе текстурообразования.
Кислород
Вредное действие кислорода проявляется в образовании мелкодисперсных оксидов (Al2O3, SiO2 и т.д.), ухудшающих магнитные свойства стали. Кроме того, кислород может привести к образованию под корковых пузырей [4].
Водород
Отжиг листа в токе сухого водорода повышает электротехнические свойства листа, то есть способствует его обезуглероживанию и рафинированию от вредных примесей. Однако после того как водород выполнил свою функцию, его следует удалять из стали путем длительной выдержки или подогрева до 100 °С – 200 °С. Наличие водорода в металле вызывает изменение энергетических уровней атомов и переходов их из одного энергетического состояния в другое, что сопровождается ухудшением механических и магнитных свойств листа.
Азот
Влияние азота на качество анизотропной электротехнической стали весьма велико. Азот вызывает химическую и структурную неоднородность, может явиться причиной рваной кромки, измельчает зерно, портит текстуру и ухудшает электротехнические свойства листа. Увеличение содержания азота в готовом листе в десять раз (от 0,002 до 0,02 % масс.) увеличивает коэрцитивную силу и потери на гистерезис соответственно в 4 и 6 раз. Увеличение концентрации азота ведет к уменьшению магнитной индукции, а также к резкому расширению петли гистерезиса.
Азот является наиболее вредной примесью в стали. Азот увеличивает коэрцитивную силу, и удельные потери в стали благодаря образованию мелкодисперсных нитридов и карбонитридов. Сохранение же азота в твердом растворе (феррите) приводит, к магнитному старению стали. Это обусловлено выделением из пересыщенного твердого раствора метастабильного (Fe16 N2) и стабильного (Fe4 N) нитридов железа.
Азот используется, при производстве электротехнической стали по нитридному варианту. Выделение азота в виде нитридов в интервале протекания собирательной рекристаллизации при окончательном отжиге обеспечивает стабилизацию матрицы, и протекание вторичной рекристаллизации в анизотропной стали. Увеличение концентрации азота до 0,010% способствует совершенствованию текстуры и повышению магнитных свойств [4].
Неметаллические включения
Для оценки влияния примесей на магнитные свойства необходимо учитывать размеры включений и напряжения, которые создаются вокруг включений.
Неферромагнитные включения, находящиеся в ферромагнитном окружении, увеличивают магнитостатическую энергию, которая является наибольшей, когда размеры включений соизмеримы с шириной доменных стенок (доли микрометра). На рисунке показано изменение коэрцитивной силы от диаметра включений углерода.
Также магнитные свойства ухудшаются из-за наличия зоны искажений матрицы вблизи включений из-за различия коэффициентов термического расширения. Зона искажений может быть в несколько раз больше размера включений, и в этой зоне имеется повышенная плотность дислокаций. Из-за магнитоупругой энергии ферромагнетика происходит возрастание коэрцитивной силы. Наиболее вредными включениями по этой причине являются AlN, Si2N4, Al2O3, цементит и т.д.
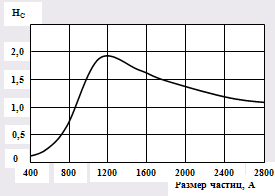
Рис. 8. Зависимость коэрцитивной силы от размера включений углерода
Зависимость общих потерь от содержания примесей является более сложной. Если потери от гистерезиса возрастают с увеличением включений при одной дисперсности, то потери от вихревых токов, как правило, уменьшаются. Это связано с искажением доменной структуры и уменьшением размеров доменов.
Установлено также влияние примесей на структуро – и текстурообразование и магнитные свойства стали посредством их воздействия на твердость, то есть на уровень внутренней энергии при деформации.
2.3.3 Процесс образования ребровой текстуры в электротехнических сталяхПервичная рекристаллизация приводит только к появлению в текстуре четкой компоненты {110} <100>, но при этом последняя не является доминирующей. Превращение этой компоненты в основную происходит на стадии вторичной рекристаллизации, во время которой центры {110} <100> растут быстрее, чем центры других ориентировок. Чтобы это произошло, границы основной массы зерен должны быть стабилизированы дисперсными частицами вторых фаз [6].
Необходимо чтобы частицы стабилизировали матрицу только до определенной температуры. Выше этой температуры выделения должны растворяться, чтобы могла начаться вторичная рекристаллизация. Количество и дисперсность выделений должны быть достаточными, чтобы задержать преждевременный массовый рост зерен, но и не чрезмерно большими, чтобы это препятствие снялось при высокотемпературном нагреве, иначе будет происходить "перестабилизация" матрицы. Существенны и требования к скорости растворения дисперсных частиц. Во избежание массового роста зерен скорость растворения выделений должна быть небольшой.
Таким образом, правильный выбор состава сплавов и технологических режимов обработки, обеспечивающих оптимальную стабилизацию структуры – важнейшее условие получение ребровой текстуры.
Формирование ребровой текстуры в электротехнической стали – результат протекания вторичной рекристаллизации [7].
Одним из условий для протекания вторичной рекристаллизации с образованием ребровой текстуры является торможение нормального роста зерен (так называемая "стабилизация матрицы"), которое в принципе может осуществляться:
а) при наличии дисперсной неметаллической фазы;
б) в условиях сегрегации примесных атомов на границах зерен;
в) под воздействием канавок термического травления (эффект толщины);
г) в условиях текстурного торможения.
В промышленной анизотропной электротехнической стали, стабилизация матрицы осуществляется включениями второй фазы.
Другим условием является исключение α↔γ – превращений при окончательном отжиге листов. Для развития процесса текстурообразования необходим определенный режим холодной прокатки, причем наиболее важное значение имеет степень деформации (ε) при последней прокатке. Оптимум ε приходится на 40 – 70% обжатия (при больших и особенно при малых обжатиях текстура ослабляется почти до полного подавления при деформациях, близких к кристаллическим).
Вторичная рекристаллизация в электротехнической стали сопровождается резким изменением преимущественной ориентировки от рассеянной многокомпонентной с главными составляющими типа {111} <112> и {112} <110> ± 15° к однокомпонентной {110} <001>. В случае когда условия отжига неблагоприятны для развития вторичной рекристаллизации, например при высокой температуре, или большой скорости нагрева, в образующейся текстуре все равно усиливается составляющая {110} <001>. Повышение термической устойчивости дисперсной фазы, которая обеспечивает протекание вторичной рекристаллизации, приводит к получению текстуры {110} <001> с уменьшенным рассеянием.
В ходе первичной рекристаллизации зерна {110} <001> возникают позже зёрна других ориентировок. Образование ребровой текстуры в анизотропной электротехнической стали, объясняется ориентационной зависимостью скорости роста кристаллитов. Т.е. в текстуре, которая создается после завершения первичной рекристаллизации листа, зерна {110} <001> обладают более высокой эффективной подвижностью границ, что позволяет наиболее крупным из этих зерен в ходе нормального роста перед началом вторичной рекристаллизации превзойти по размеру зерна других ориентировок.
Ребровая текстура образуется при вторичной рекристаллизации вследствие того, что при окончательном отжиге на стадии первичной рекристаллизации и нормального роста зерен в ней формируется такая преимущественная ориентировка, при которой зерна {110} <001> имеют границы с наиболее высокой эффективной подвижностью. Текстура матрицы, обеспечивающая развитие вторичной рекристаллизации с формированием текстуры {110} <001>, должна состоять из 35 – 38% зерен с ориентировкой {111} <uvw> , 48 – 50% {112} <uvw>, 5 – 7% {110} <001> и 7 – 10% {110} <001> [10].
Следует обратить внимание на роль дисперсной фазы и сегрегации примесей на границах в обеспечении отбора ориентировок зерен, превращающихся в зародыши вторичной рекристаллизации. Частицы дисперсной фазы не только задерживают нормальный рост зерен, вызывая развитие вторичной рекристаллизации, их тормозящее действие обеспечивает сохранение текстуры, способствующей ускоренному росту крупных зерен с точной ориентировкой {110} <001> и, следовательно, превращению в зародыши вторичной рекристаллизации именно этих зерен. Для получения ребровой текстуры существенно сохранение текстуры матрицы и во время вторичной рекристаллизации. Если ослабление тормозящей силы, связанное с растворением дисперсных частиц, окажется слишком значительным, в участках еще сохранившейся матрицы будет интенсивно развиваться нормальный рост зерен, что уменьшит скорость роста центров вторичной рекристаллизации с точной ориентировкой {110} <001> вследствие изменения текстуры в этих участках. Кроме того, это приведет к возникновению зародышей вторичной рекристаллизации с ориентировкой, отклоняющейся от {110} <001>.
Таким образом, отбор ориентировок крупных кристаллитов, происходящий на стадии их превращения в зародыши вторичной рекристаллизации во время нормального роста зерен, обеспечивает возможность образования ребровой текстуры при вторичной рекристаллизации в электротехнической стали. Формирование ребровой текстуры при вторичной рекристаллизации определяется не только избирательным ростом, но и ориентированным зарождением [7].
Зародыши вторичной рекристаллизации с ориентировкой {110} <001> возникают, в листах холоднокатаной стали в подповерхностных слоях на глубине около 1/6 от толщины листа. На этих горизонтах поперечного сечения оказываются усиленной составляющая {111} <uvw> текстуры матрицы вторичной рекристаллизации и уменьшенным средний размер зерна. В средних слоях листа условия менее благоприятны для формирования зародышей вторичной рекристаллизации. Благодаря этому в листе с удаленным поверхностным слоем вторичная рекристаллизация замедляется, а рассеяние ребровой текстуры возрастает. Крупные зерна {110} <001>, находившиеся в подповерхностном слое горячекатаной полосы, при холодной прокатке и первичной рекристаллизации вновь дают зерна с точной ориентировкой {110} <001>, которые в ходе высокотемпературного отжига и становятся зародышами вторичной рекристаллизации.
Образование ребровой текстуры при вторичной рекристаллизации в анизотропной электротехнической стали, обусловлено тем, что при нормальном росте, предшествующем вторичной рекристаллизации, кристаллиты с точной ориентировкой {110} <001> растут быстрее зерен с другими ориентировками. Благодаря этому большинство зародышей вторичной рекристаллизации имеет точную ориентировку {110} <001>. Кроме того, и в ходе вторичной рекристаллизации центры с точной ориентировкой {110} <001> растут быстрее центров с отклоняющейся ориентировкой. Основная причина ускоренного роста зерен {110} <001> как на инкубационном периоде, так и в ходе развития вторичной рекристаллизации – благоприятная текстура матрицы вторичной рекристаллизации, главная составляющая которой {112} <112> обеспечивает границам зерен {110} <001> повышенную эффективную подвижность [7].
2.4 Технологический процессТехнология производства анизотропной электротехнической стали – сложный процесс в черной металлургии, в котором сочетаются процессы выплавки, пластической деформации (горячей и холодной) и термической обработки. Рассмотрим, основные этапы технологического процесса производства анизотропной электротехнической стали.
Электротехническая анизотропная сталь по сортаменту, магнитным свойствам, типу и коэффициенту сопротивления покрытия должна соответствовать требованиям контрактов и заказов.
Технические требования, правила приемки, методы испытаний, маркировка, упаковка, транспортирование и хранение должны соответствовать отечественным и зарубежным стандартам (ГОСТ 21427.1-83, GB/T 2521-1996, ТУ 14-106-612-2001, ТУ 14-106-700-2003, ТУ 14-106-618-2001, ТУ 14-106-553-2001, EN 10107, ASТМ А876М, JIS 2553, DIN 46400/3 и др.).
Для производства электротехнической анизотропной стали используются: горячекатаный подкат из ЛПЦ-3 выплавки ККЦ-1, холоднокатаный или обезуглероженный подкат толщиной 0,70 мм обработанный по схеме ККЦ-1 - ЛПЦ-3 - ЛПЦ-2.
Холоднокатаный подкат должен удовлетворять следующим требованиям:
- неплоскостность полосы после прокатки должна быть не более 6 мм на 1 м;
- в поперечном сечении толщина в середине и в точке, отстоящей от кромки на расстоянии 15 мм, не должна иметь разницу более 0,02 мм;
на прокатанной полосе не допускаются отпечатки валков глубиной (высотой) более 0,02 мм, сквозные дыры;
- толщина на концевых участках полос должна быть не более 0,75 мм для подката толщиной 0,70 мм. Длина утолщенных участков должна составлять не более 30 м (контролируются по диаграммам толщины).
- прокатанный рулон должен быть обвязан по периметру обручной лентой и замаркирован с сохранением исходного номера перед прокаткой. Подмотка в исходный рулон участков из других рулонов запрещается.
- телескопичность рулона должна быть не более 10 мм, отдельные витки не должны выступать более, чем на 5 мм.
Каждый рулон, поступающий в травильно-прокатный участок из ЛПЦ-3, взвешивается на весах вальцовщиком по сборке и перевалке валков. Масса рулонов записывается в паспорт плавки и журнал учета массы рулонов вальцовщиком по сборке и перевалке валков
0 комментариев