Основные дефекты и причины возникновения
Излом бурта гильзы
Износ посадочных поясков гильзы
Устранение неисправностей опорного буртика
Шлифование внутренней поверхности
Восстановление электролитическими покрытиями
Демонтаж (снятие) деталей с подвески и удаление изоляции
Восстановление термопластическим деформированием
Конструктивная разработка
Расчет валов
Участок
Гальваномеханическое хромирование гильзы
Безопасность труда при восстановлении гильз гальваномеханическим способом, предложенным в конструктивной разработке
Затраты на изготовление приспособления [16]
Себестоимость ремонта единицы ремонтной продукции
Себестоимость гальваномеханического нанесения покрытия гильзы
Навигация
Износ посадочных поясков гильзы
Разработка технологии восстановления гильз цилиндров ДВС
99969
знаков
3
таблицы
20
изображений
2.5 Износ посадочных поясков гильзы
Износ посадочных поясков частично связан с кавитационным изнашиванием. Признаком дефекта гильз являются глубокие раковины на поверхности поясков, что является следствием явления кавитации или коррозии.
В процессе работы возникает вибрация гильзы, что также вызывает износ посадочных поясков гильзы.
В реальных условиях эксплуатации двигателей возможно появление овальности посадочных поясков гильзы, вызванное кавитационным разрушением или отложением накипи в зазорах посадочных поясков гильзы в блоке.
3. Выбор способа восстановления гильз
В ремонтной практике восстановление изношенных автотракторных деталей производится разными способами и выбор того или иного способа в конкретных условиях определяется или экономическими соображениями или производственными возможностями ремонтных мастерских (наличием соответствующего технологического оборудования).
Для гильз принята следующая схема технологического процесса ремонта [4]:
1) правка;
2) восстановление размеров посадочных поясков;
3) устранение неисправностей опорного буртика;
4) восстановление внутренней рабочей поверхности;
5) цинкование наружной поверхности;
6) контроль.
3.1 Правка гильзы
При дефектовке гильз проверяют овальность центрирующих посадочных поясков. При овальности поясков больше допустимого размера гильзу подвергают правке. Нагрузку прилагают по максимальной оси овала. В процессе правки упругая деформация гильзы не должна превышать 20 мм. После правки каждую гильзу проверяют на магнитном дефектоскопе для обнаружения возможных трещин.
Гильзы правят на специальном гидравлическом прессе (рис. 3.1) с приводом от топливного насоса. Насосная установка смонтирована под столом и управляется педалью. Гильзу ставят на нижнюю алюминиевую подушку 7 с войлочной прокладкой 1.
Подушка 7 закреплена на сварной станине 6 пресса. Нагрузку на деталь прикладывают через верхнюю подушку 3 с войлочной прокладкой 2, которая подвешена при помощи Т-образного паза к грибку плунжера 4 так, что может
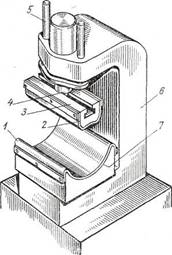
Рис. 3.1. Пресс для правки гильзы
самоустанавливаться по гильзе в процессе правки. Верхняя подушка для облегчения выполнена из алюминиевого сплава с тем, чтобы по возможности разгрузить возвратные пружины, скрытые в защитных колпачках 5. Предохранительный клапан гидравлического пресса ограничивает усилие правки в пределах 2500 кг. При большем усилии возможно возникновение трещин.
3.2 Восстановление размеров посадочных поясков
Для гильз, в зависимости от величины износа центрирующих поясков, установлено три маршрута их ремонта.
К первому маршруту относят детали с незначительным (до 0,09 мм) износом поясков. Эти детали не требуют наращивания поясков.
По второму маршруту ремонтируют детали с износом центрирующих поясков не более 0,2 мм. Пояски с таким износом наращивают способом хромирования.
В третий маршрут включают гильзы с износом центрирующих поясков более 0,2 мм. Для этих деталей рекомендуется наращивание поясков виброконтактной наплавкой.
Признаком для бракования гильзы являются глубокие раковины на рабочей поверхности и на поясках, возникающие вследствие коррозии, которые нельзя устранить шлифованием. [3]
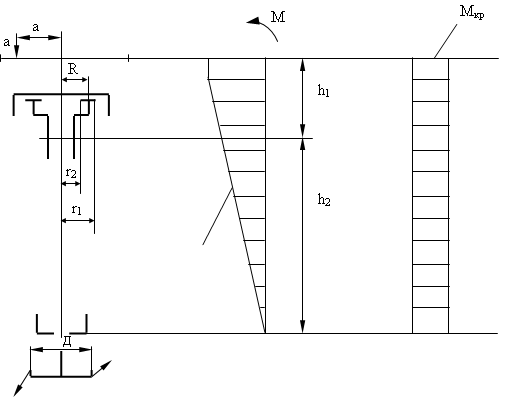
Если на поверхности центрирующих поясков нет коррозии и не требуется их наращивания, то при их ремонте ограничиваются слесарной обработкой. Напильником зачищают выступающие неровности металла на кромках поясков. Поверхность поясков рекомендуется полировать наждачным полотном зернистостью 18–140. При наличии коррозии и износе до 0,2 мм пояски гильзы шлифуют, хромируют и вторично шлифуют до нормальных размеров. Для шлифования посадочных поясков на круглошлифовальном станке деталь устанавливают на центровую оправку (рис. 3.2) с двумя соосными коническими грибками. Обрабатываемую гильзу базируют по неизношенным нерабочим фаскам, расположенным по концам отверстия.

Рис. 3.2. Центровая оправка для шлифования поясков гильзы:
1 – втулка; 2 – гайка; 3 – оправка
Для хромирования поясков гильз применяют индивидуальные подвесные приспособления. Поверхности, не подлежащие хромированию, изолируют перхлорвиниловым пластикатом. После обезжиривания и анодной обработки пояски гильз хромируют в сернокислом электролите. Для получения блестящего осадка принимают плотность тока 45–50 а/дм2, температуру электролита 55–60° С. Толщина слоя хрома должна быть 0,15–0,2 мм.
Хромированные пояски шлифуют корундовым кругом зернистостью 46–60, твердостью СТ1 – СТ2.
Овальность поясков должна быть не более 0,05 мм; разностенность детали в зоне поясков допускается не более 0,08 мм.
На поверхности поясков допускаются мелкие углубления (сыпь), площадью не более 20% поверхности обоих поясков.
Для виброконтактной наплавки изношенных центрирующих поясков гильз применяют малоуглеродистую сварочную проволоку диаметром 1,4–1,6 мм. Рекомендуется следующий режим наплавки: напряжение сварочного тока 16–18 В, индуктивность 8 витков, амплитуда вибрации электрода 1,5 мм; скорость подачи проволоки 48–60 м/мин; число оборотов гильзы 0,75 в минуту (окружная скорость 48 м/мин); скорость перемещения электрода вдоль оси детали 2 мм за один оборот. Охлаждающую жидкость подводят к внутренней поверхности гильзы. Поверхность буртика и переходной канавки от наплавки и брызг металла предохраняют тонким слоем обмазки состава (в г): мел – 600, декстин – 50 и вода – 340.
Наплавленные посадочные пояски шлифуют под ремонтные размеры. Для обработки применяют корундовый круг зернистостью 45–60, твердостью С1 – С2.
Похожие работы
... зона защищает близлежащее жилье застройки от вредных и неприятно-пахнущих веществ, повышенного уровня шума. Производственный корпус и расположенный в нем участок по восстановлению посадочных отверстий блок-картера соответствуют санитарно-гигиеническим требованиям к помещениям и производственным зданиям. Участок по восстановлению блок-картера находится внутри производственного корпуса №2, который ...
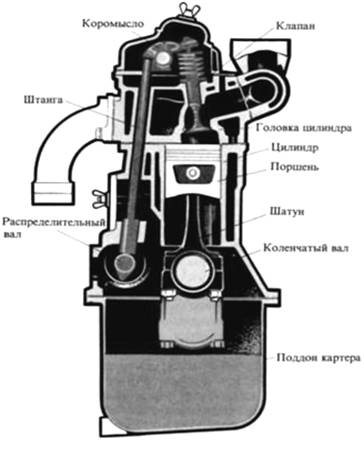
... диаметра отверстия, например, нутромером с ценой депения до 0,01 мм. Для многих деталей требуются также измерения соосности, перпендикулярности и/или параллельности различных поверхностей. 3.4 Сборка двигателя При сборке двигателя детали протирают чистой тряпкой или салфеткой, продувают сжатым воздухом, а все трущиеся поверхности смазывают моторным маслом. Шпильки, пробки, штуцера, если их ...
... акта об аварии, а также поясняются причины, вызвавшие аварию, и указываются меры, принятые в отношении виновных лиц. 2. Надзор и обслуживание грузоподъемных кранов: обязанности ИТР по надзору за безопасной эксплуатацией грузоподъемных машин, порядок проверки знаний обслуживающего персонала, порядок ведения вахтенного журнала Для организации технического надзора за безопасной эксплуатацией ...
0 комментариев