Основные дефекты и причины возникновения
Излом бурта гильзы
Износ посадочных поясков гильзы
Устранение неисправностей опорного буртика
Шлифование внутренней поверхности
Восстановление электролитическими покрытиями
Демонтаж (снятие) деталей с подвески и удаление изоляции
Восстановление термопластическим деформированием
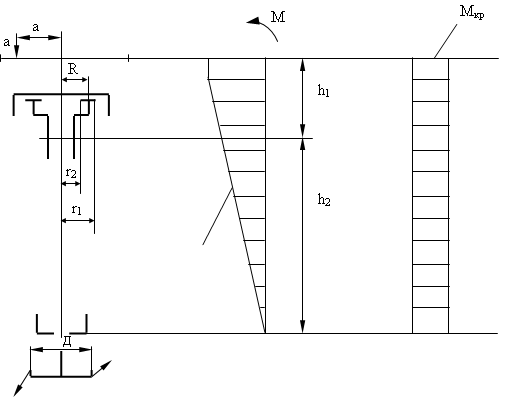
Конструктивная разработка
Расчет валов
Участок
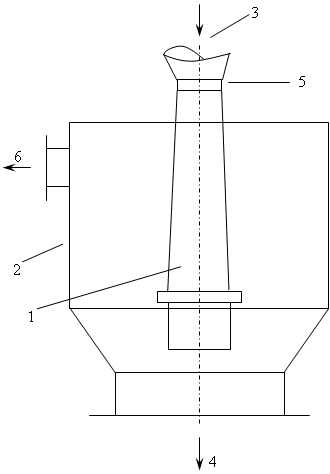
Гальваномеханическое хромирование гильзы
Безопасность труда при восстановлении гильз гальваномеханическим способом, предложенным в конструктивной разработке
Затраты на изготовление приспособления [16]
Себестоимость ремонта единицы ремонтной продукции
Себестоимость гальваномеханического нанесения покрытия гильзы
Навигация
Демонтаж (снятие) деталей с подвески и удаление изоляции
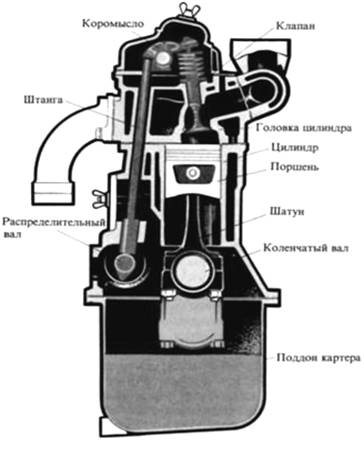
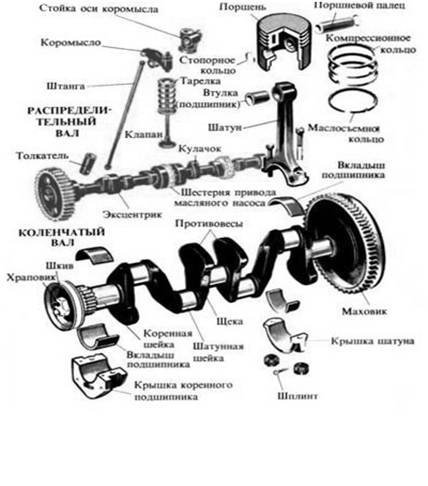
Разработка технологии восстановления гильз цилиндров ДВС
99969
знаков
3
таблицы
20
изображений
10. Демонтаж (снятие) деталей с подвески и удаление изоляции.
11. Термообработка деталей для устранения их водородной хрупкости. Детали обычно нагревают в сушильных шкафах или в масляной ванне до температуры 150–220° С и выдерживают в течение 1,5–2,0 ч.
Реверсивное хромирование позволяет в 2 раза увеличить скорость отложения хрома, повысить на 1 – 2 класса чистоту покрытия по сравнению с обычным хромированием. При реверсивном хромировании периодически меняют полярность тока: продолжительность катодного периода 10–15 мин, а анодного – 10 – 15 сек. Состав электролита обычный (СгО3 – 200 – 250 г./л и Н2SO4 – 2,0 – 2,5 г/л) при повышении плотности тока до 60 – 150 A/дм2.
Струйное хромирование цилиндрических поверхностей валов и осей дает возможность в 4–8 раз повысить производительность процесса, не снижая качества покрытия. При струйном хромировании деталей на специальных установках электролит интенсивно перемешивается и постоянно обновляется в зоне, непосредственно прилегающей к покрываемой поверхности катода.
Осталивание. Выход металла по току при осталивании в 5– 7 раз выше, чем при хромировании, и равен 75–95%, а скорость отложения осадка в 10 раз больше (0,4 мм за час). При осталивании можно получить покрытия толщиной до 2 мм.
Для твердого и износостойкого осталивания обычно применяют хлористые электролиты следующего состава: хлористое железо FеС12 – 200–500 г./л, хлористый натрий NaС1 – 100 г./л, соляная кислота НС1 – 0,5–0,9 г/л, хлористый марганец MnCl2 –10 г./л. Аноды изготавливают из малоуглеродистой стали. Общая площадь анодов должна быть в 2 раза больше покрываемой поверхности деталей [8].
Твердость, вязкость и износостойкость покрытий при осталивании можно изменять в широких пределах, изменяя состав электролита, его температуру и плотность тока. При малой плотности тока и высоких температурах электролита получают мелкозернистые вязкие покрытия. С повышением плотности тока увеличивается твердость покрытий.
Технологический процесс осталивания анологичен хромированию.
Недостатком восстановления гильз электролитическими покрытиями является небольшая толщина наносимого покрытия, большая продолжительность нанесения покрытия и неравномерность наносимого слоя.
3.4.5 Гальваномеханический способ восстановления
Проведенные исследования показали, что применение гальваномеханического способа при восстановлении деталей машин наиболее полно удовлетворяет требованиям ремонтного производства. Отличительной его особенностью является то, что в процессе электролиза покрываемая поверхность подвергается механическому активированию (царапанию) абразивными или алмазными инструментами в виде лент или брусков, которые перемещаются в межэлектродном пространстве. [6]
Механическое активирование способствует снижению перенапряжения разряда оседаемого металла за счет уменьшения концентрационных ограничений, интенсивного удаления с поверхности катода адсорбировавшихся гидридов, гидроокисей и газообразного водорода. Все это позволяет в десятки раз увеличивать рабочие плотности тока при нанесении хрома, никеля, кобальта, меди и существенно повышать скорость их осаждения.
Данный способ представляет собой разновидность электрохимического хонингования, где в качестве СОЖ используется электролит для нанесения соответствующего металла, и сводится к предварительному хонингованию, электроосаждению металла с одновременным хонингованием при незначительном давлении брусков и к окончательному хонингованию для получения необходимой геометрии обрабатываемой поверхности. Таким образом, весь технологический процесс осуществляется с одной установки на одном и том же оборудовании.
Постоянное хонингование обрабатываемой поверхности во время электроосаждения, высокая скорость циркуляции электролита при малом межэлектродном зазоре обеспечивают высокую скорость осаждения металла, которая в 20 – 50 раз выше, чем при стационарных условиях нанесения покрытий.
Технологический процесс сводится к обезжириванию, промывке в воде, гальваномеханическому процессу нанесения покрытий (декапирование 15…85 с, нанесение покрытия с выходом на режим в течение 8…10 мин, с плавным увеличением Dк и Ра до оптимального), последующей промывке детали в проточной воде, их нейтрализации и ополаскиванию.
Разработана и изготовлена технологическая оснастка для восстановления зеркала гильзы цилиндра ЯМЗ-238, 236, Д-50 (Д-240). Прошли апробацию в условиях опытного производства технологический процесс и установка для восстановления зеркала гильз цилиндров Д-50 (Д-240), а также произведены стендовые испытания трех серий гильз, восстановленных по разработанной технологии, которые показали высокую работоспособность деталей [7].
Недостатком данного способа является сложность приобретения
необходимого оборудования, сравнительно высокая стоимость материалов, используемых при восстановлении.
Похожие работы
... зона защищает близлежащее жилье застройки от вредных и неприятно-пахнущих веществ, повышенного уровня шума. Производственный корпус и расположенный в нем участок по восстановлению посадочных отверстий блок-картера соответствуют санитарно-гигиеническим требованиям к помещениям и производственным зданиям. Участок по восстановлению блок-картера находится внутри производственного корпуса №2, который ...
... диаметра отверстия, например, нутромером с ценой депения до 0,01 мм. Для многих деталей требуются также измерения соосности, перпендикулярности и/или параллельности различных поверхностей. 3.4 Сборка двигателя При сборке двигателя детали протирают чистой тряпкой или салфеткой, продувают сжатым воздухом, а все трущиеся поверхности смазывают моторным маслом. Шпильки, пробки, штуцера, если их ...
... акта об аварии, а также поясняются причины, вызвавшие аварию, и указываются меры, принятые в отношении виновных лиц. 2. Надзор и обслуживание грузоподъемных кранов: обязанности ИТР по надзору за безопасной эксплуатацией грузоподъемных машин, порядок проверки знаний обслуживающего персонала, порядок ведения вахтенного журнала Для организации технического надзора за безопасной эксплуатацией ...
0 комментариев