Основные дефекты и причины возникновения
Излом бурта гильзы
Износ посадочных поясков гильзы
Устранение неисправностей опорного буртика
Шлифование внутренней поверхности
Восстановление электролитическими покрытиями
Демонтаж (снятие) деталей с подвески и удаление изоляции
Восстановление термопластическим деформированием
Конструктивная разработка
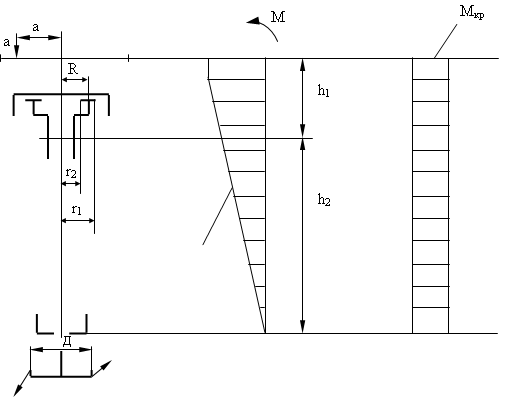
Расчет валов
Участок
Гальваномеханическое хромирование гильзы
Безопасность труда при восстановлении гильз гальваномеханическим способом, предложенным в конструктивной разработке
Затраты на изготовление приспособления [16]
Себестоимость ремонта единицы ремонтной продукции
Себестоимость гальваномеханического нанесения покрытия гильзы
Навигация
Восстановление термопластическим деформированием
Разработка технологии восстановления гильз цилиндров ДВС
99969
знаков
3
таблицы
20
изображений
3.4.6 Восстановление термопластическим деформированием
Способ заключается в нагреве наружней поверхности гильзы в индукторе в течение нескольких секунд до температуры 700…7500С и последующем быстром охлаждении в масле. При этом рабочая часть гильзы сокращается на величину до 0,1 мм, что позволяет дальнейшей механической обработкой восстановить требуемый размер.
Градиент температур создают в стенке детали непрерывно-последовательно вдоль оси детали.
При создании градиента температур деталь нагревают, например, током высокой частоты, а охлаждают струями воды.
Нагрев и охлаждение детали ведут в процессе перемещения детали, относительно источников со скоростью не более 3–4 мм/с, при этом температуру нагрева устанавливают не более 870–920 °С.
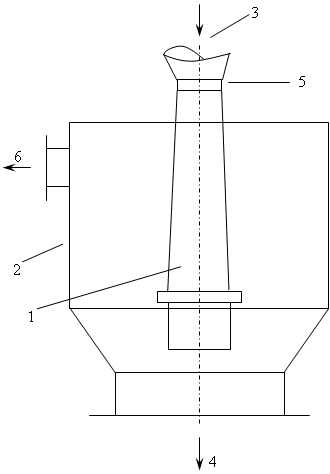
На рис. 3.8 показана установка для осуществления способа.
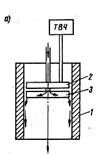
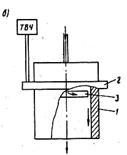

Рис. 3.8. Схема обработки детали ТВЧ:
а – при расположении источников нагрева и охлаждения внутри детали; б – при расположении источника нагрева снаружи детали, а источника охлаждения внутри ее; в-при расположении источников нагрева и охлаждения снаружи детали; 1 – восстанавливаемая деталь; 2 – источник нагрева; 3 – источник охлаждения.
Способ восстановления изношенной внутренней цилиндрической поверхности преимущественно стальных и чугунных деталей типа гильз цилиндров двигателей внутреннего сгорания осуществляется путем создания градиента температур посредством воздействия на деталь 1 источника 2 нагрева и источника 3 охлаждения (рис. 3.8), при этом градиент температур создают в стенке детали непрерывно – последовательно вдоль оси детали, нагрев осуществляют, например, током высокой частоты (ТВЧ), а охлаждают, например, струями воды.
При нагреве и охлаждении деталь перемещают относительно источников на грева ТВЧ и охлаждения со скоростью не более 3 – 4 мм/с, а температуру нагрева устанавливают при этом не более 870–920° С.
В результате создания температурного градиента возникают резко изменяющиеся (как от точки к точке тела, так и в каждой точке во времени) тепловые (термические) напряжения. При этом в нагретых участках возникают окружные напряжения сжатия, а в холодных – напряжения-растяжения. Нагретые участки металла стремятся расшириться, но этому препятствуют более холодные участки цилиндра, поэтому нагретые участки оказываются сжатыми, и, в свою очередь, действуют на холодную часть цилиндра как симметрично приложенная сила растяжения. Поскольку предел прочности металла с повышением температуры падает, то будет происходить деформация в сторону сжатия, т.е. вовнутрь цилиндра.
Результаты исследования показывают, что при создании в полой детали осевого температурного градиента ней появляется пластическая деформация (уменьшение внутреннего диаметра).
Пластическая деформация наблюдается как у детали, изготовленной из чугуна, так и из стали.
Величина деформации зависит от целого ряда факторов, основными из которых являются максимальная температура нагрева и форма температурного поля в детали, физико-механические свойства материала детали, скорость перемещения источников нагрева и охлаждения относительно детали, геометрические размеры детали, интенсивность охлаждения.
Процесс осуществляется следующим образом. Чугунная деталь – гильза двигателя устанавливается на стол устройства. Затем со скоростью 1,5 мм/с относительно индуктора гильза перемещается с непрерывно-последовательным нагревом внутренней поверхности до 870 °С и охлаждением струями воды с температурой 200С и расходом 15 л/мин. При этом величина радиальной деформации Е составляет в среднем 0,7 мм. Затрата подготовительного, основного и заключительного времени на восстановление одной гильзы составляет 2 мин.
3.4.7 Способ постановки ремонтных втулок
Данный способ восстановления внутренней поверхности гильз цилиндров внутреннего сгорания позволяет увеличить процент повторно используемых гильз, так как появляется возможность ремонтировать гильзы при износе внутренней поверхности, превышающем 0,4 мм,
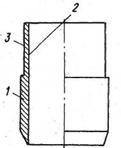
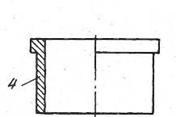
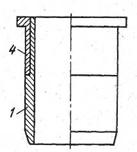
Способ осуществляется следующим образом. Измеряют зону износов 1 внутренней рабочей поверхности гильзы 2, на наружной поверхности которой от верхней кромки делают проточку 3 на длину, на 5… 10 мм превышающую зону износов внутренней рабочей поверхности гильзы. Глубина проточки не должна превышать 0,5 толщины стенки гильзы. Вычитают ремонтную стальную втулку 4, конфигурация которой соответствует удаляемому участку гильзы. Внутренний диаметр втулки 4 и наружный диаметр проточенной части гильзы 2 подбирают с учетом допуска на прессовую посадку.
На рис. 3.9 а, б представлены соответственно гильза и ремонтная втулка на подготовительной стадии; на рис. 3.9 в-гильза, прошедшая восстановительный ремонт.
Наружную поверхность втулки вытачивают с допусками на последующую доводку до номинальных размеров гильзы после операции напрессовки. Изготовленную втулку 4 нагревают до 300…400 °С и насаживают на подготовленный участок гильзы. При охлаждении втулки происходит обжим гильзы, за счет чего восстанавливается внутренний диаметр гильзы. В заключение обрабатывают внутреннюю и наружную поверхности гильзы под номинальные размеры.
а) б) в)
Рис. 3.9. Способ восстановления постановкой втулки:
а – гильза; б – ремонтная втулка; в-гильза с напрессованной втулкой.
Данный способ прост в изготовлении, не требует приобретения дополнительного оборудования, но имеет ряд недостатков: ухудшается охлаждение гильзы за счет ухудшения теплоотвода, так как нарушена однородность материала; для различных гильз необходимо изготавливать различные втулки, что удорожает производство и усложняет технологический процесс.
Похожие работы
... зона защищает близлежащее жилье застройки от вредных и неприятно-пахнущих веществ, повышенного уровня шума. Производственный корпус и расположенный в нем участок по восстановлению посадочных отверстий блок-картера соответствуют санитарно-гигиеническим требованиям к помещениям и производственным зданиям. Участок по восстановлению блок-картера находится внутри производственного корпуса №2, который ...
... диаметра отверстия, например, нутромером с ценой депения до 0,01 мм. Для многих деталей требуются также измерения соосности, перпендикулярности и/или параллельности различных поверхностей. 3.4 Сборка двигателя При сборке двигателя детали протирают чистой тряпкой или салфеткой, продувают сжатым воздухом, а все трущиеся поверхности смазывают моторным маслом. Шпильки, пробки, штуцера, если их ...
... акта об аварии, а также поясняются причины, вызвавшие аварию, и указываются меры, принятые в отношении виновных лиц. 2. Надзор и обслуживание грузоподъемных кранов: обязанности ИТР по надзору за безопасной эксплуатацией грузоподъемных машин, порядок проверки знаний обслуживающего персонала, порядок ведения вахтенного журнала Для организации технического надзора за безопасной эксплуатацией ...
0 комментариев