Навигация
3. процес різання
4. знімання готової продукції - необхідно видалити непотрібну частину матеріалу.
Застосування ріжучого плоттера дає можливість виробникові впакування виготовити сигнальний зразок - пробну одиницю впакування в натуральну величину. Це дозволяє детально відробити конструкцію впакування й у стислий термін надати макет на розгляд замовника. За допомогою плоттера здійснюється креслення присмакового аркуша на каліброваній синтетичній кальці для комплектації штанцформ.
На плоттері можуть вирізатися невеликі тиражі впакування й рекламно- представницької продукції. В окремих випадках це дозволяє відмовитися від виготовлення штанцформи й скоротити час випуску продукції.
Сучасна людина щодня зустрічається з результатами застосування плоттерного різання. Область застосування ріжучого плоттера досить широка: покажчики, вітрини, вивіски, рекламні шиті, офісні таблички, макети.
Перевагою плоттерного встаткування при виготовленні малих тиражів упакування є відсутність витрат (штанцевальной форми), що істотно знижує вартість продукції.
2.2 Класифікація конструкцій макетів упакування
Макетом називають виріб, що відтворює розроблювальний виріб або його складові частини в обсязі, необхідному для перевірки принципів їхньої роботи при створенні експериментального зразка.
Каталог ЕСМА.
При розробці конструкції складних коробок і ящиків з картону або гофрокартона враховують якісні характеристики продукту, що впаковується, Механічні й фізико-хімічні властивості матеріалу впакування, його ціну й ряд інших не менш важливих показників.
На першій стадії конструювання визначають основні характеристики коробок і ящиків: тип і товщину матеріалу, вид обробки, основні габаритні розміри. Закінчується перша стадія створенням тривимірного зображення впакування, необхідних основних видів і перетинів.
На другій стадії конструювання, яку можна назвати конструкторсько-технологічної, тривимірне зображення впакування переводиться у двомірне плоске зображення її заготівлі, називане розгорненням або розкроєм (викрійкою). По своїй суті розкрій є технологічним кресленням заготівлі, з якого згодом буде зібрані коробка або ящик. Розкрій повинен зображувати зовнішню (що запечатується) сторону коробки й відбивати особливості конструкції впакування, технології її складання й специфіку процесу впаковування.
Зложилася єдина система позначення основних габаритних розмірів складних коробок.
Розміри приводяться в такій послідовності:
А*В*Н,
де А, У и Н - внутрішні розміри сторін (у мм), обумовлені по розгорненню як відстань між серединами биговальних канавок, що обмежують відповідну сторону.
А й В - розміри площини підстави коробки, причому А - розмір сторони підстави, розташованої в площині, паралельній осі обертання верхньої панелі коробки. (Мал..4.1)
Для полегшення й автоматизації процесу проектування коробка, створення системи уніфікації автоматизованого встаткування для їхнього виготовлення в багатьох країнах основні типи коробка і їхні розгорнення стандартизовані. В 1967 році Європейська асоціація виробників картонного впакування (ЕСМА), що поєднує фахівців провідних країн, випустила перший збірник стандартних конструкцій складних коробок. У наступний час з'явилося нове покоління встаткування, матеріалів, були створені нові конструкції складних коробок, розроблена система комп'ютерного конструювання (CAD). На базі цієї системи й збірника стандартів Європейського центра стандартизації в 1992 р. ЕСМА розробила новий каталог стандартних конструкцій складних коробок.
Каталог ЕСМА класифікує складні коробки на 6 груп від А до F, а також містить окрему класифікацію (група Х) по функціях і конструкціям затворів і допоміжних пристосувань.
Група А: прямокутні картонні коробки, що мають по висоті Н поздовжній клейовий шов. Всі зовнішні площини таких коробок розташовані під прямими кутами друг до друга
Група В: прямокутні коробки без поздовжніх клейових швів. З'єднання їхніх сторін здійснюється за допомогою затворів різноманітних конструкцій.
Група З: непрямокутні картонні коробки з поздовжнім швом по висоті Н. Кілька зовнішніх сторін коробки мають різну непрямокутну форму й можуть бути розташовані під кутом до підстави
Група D: непрямокутні коробки без поздовжніх клейових швів. З'єднання їхніх сторін виконується різними затворами.
Група Е: конструкції коробка, що перебувають у безпосередньому контакті з упаковується продуктом, що, або призначених для групового впакування.
Група F: конструкції, що не ввійшли в групи А-Е.
Кожна група розбита на підгрупи по сукупності конструктивних ознак - форми й конструкції дна, кришки, затворів і т.п. Підгрупи позначаються десятками: А-20, В-60, З-40. У свою чергу вони розділені на типи, що визначають конкретну конструкцію коробок.
У системі CAD з бази даних вибирають підходящу конструкцію коробок і в режимі діалогу з комп'ютером визначають кінцеві розміри, матеріал, місце склеювання й інші конструктивні параметри. Каталог ЕСМА не містить строгих норм для різних деталей розгорнення, особливо допоміжних елементів. Ці завдання кожна фірма вирішує самостійно.
Каталог FEFCO
Європейська федерація виробників ящиків із щільного картону (FEFCO) і Європейська асоціація виготовлювачів гофрокартона (ASSCO) розробили класифікацію картонних ящиків. По конструктивних ознаках всі ящики із щільного картону й гофрокартона розбиті на шість основних типових груп, в окрему групу винесений неопрацьований гофрокартон.
Група 01: гофрокартон у рулонах і аркушах
Група 02: ящики звичайної конструкції, що виготовляються з єдиного розгорнення. Вони не містять додаткових частин для кришки й дна, закриваються за допомогою клапанів. Бічний шов скріплюють металевими скобами, або за допомогою клею, або липких стрічок на паперовій або полімерній плівковій основі.
Група 03: ящики телескопічної конструкції, що збираються з декількох частин. Вони мають окремий корпус із дном і кришку, що частково або повністю закриває корпус.
Група 04: ящики обгорткового типу й штамповані ящики. Заготівлі ящиків мають форму, що дозволяє більшості конструкцій здійснювати складання без використання допоміжних матеріалів для закривання (скоб, клеячи, липких стрічок). Ящики мають замкові затвори й отвори для перенесення.
Група 05: ящики, деталі яких з'єднуються між собою традиційними способами - скобами, склеюванням, липкими стрічками. У цю групу входять також зовнішні обичайки й внутрішні корпуси ящиків інших видів. Ящики можуть поставлятися споживачеві в плоскому виді.
Група 06: тверді ящики, що складаються із цільного корпуса й двох окремих бічних стінок. Стінки приєднуються до корпуса скобами або склеюванням. Ящики не мають окремих кришок і дна.
Група 07: повністю склеєні ящики, що складаються переважно з одного розкрою. Вони поставляються споживачеві у вигляді плоских заготівель, які легко збираються в готовий ящик.
В окремій групі 09 об'єднані внутрішні вкладиші, наприклад прокладки, донні аркуші, перегородки для поділу ящика на кілька відсіків і інші внутрішні деталі. [5]
Похожие работы





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...

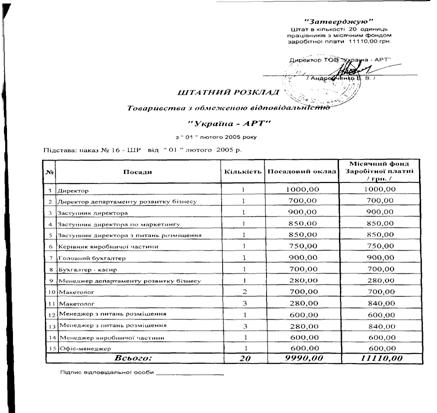
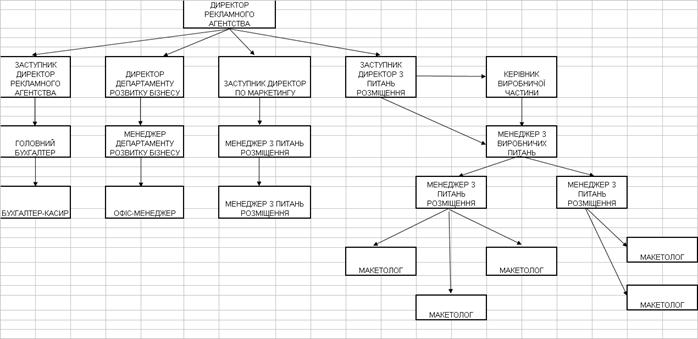

... реклами. 2. В розділі 2 відображені результати проведеного аналізу рекламної діяльності та якості роботи служби маркетингу в рекламному агентстві ТОВ “Україна-АРТ” у 2004 –2006 роках. Діяльність відділу маркетингу заснована на наступних ключових факторах забезпечення конкурентних переваг підприємства на ринку реклами: а) Основні переваги розміщення реклами в автобусах: -Диференціація цільової ...
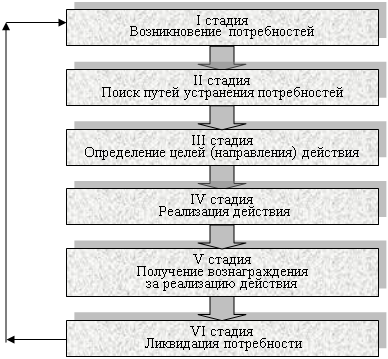
... следствий из теории Герцберга для проектирования рабочего места, они не могут быть непосредственно транслированы в реальную практику управления человеческими ресурсами. 1.3 Процессуальные теории мотивации Содержательные теории мотивации не учитывали влияния многих переменных величин на ситуацию. Впоследствии ученые пришли к выводу, что для объяснения механизма мотивации необходимо учитывать ...
0 комментариев