Навигация
3.3 Обслуговування плоттера
До всього механічного встаткування, є деякі дії, які повинні бути початі, щоб мінімізувати зношування плоттера.
Правильний відхід буде гарантувати, що плоттер буде перебувати в оптимальному стані й продовжувати його продуктивне життя.
Необхідно додержуватися інструкцій по відносному розміщенню встаткування, щоб уникнути ушкодження встаткування. Що стосується очищення плоттера, це треба робити щотижня.
Де встановлювати плоттер
* Розмістити встаткування в область, де немає пилу.
* Не розміщати плоттер під пряме сонячне світло.
* Стабілізувати плоттер на поверхні.
* Не розміщати біля інших механізмів, які створюють сильну магнітну область
* Установлювати плоттер у місці, де немає ніяких коробок або інших перешкод.
* Деякі створюють окреме приміщення, де плоттер вільний від пилу й може бути збережений прохолодним.
Це не абсолютно необхідно, але це може бути вигідно.
Як стежити за механізмом:
* Використовувати м'яку тканину, щоб чистити ніж. Витирати пил щодня, це може зупинити нарощування пилу, що могло б створити проблеми пізніше.
* Чистити наконечник інструмента. Видування повітря навколо області леза може зробити це.
* Чистити колеса щотижня.
Очищення ножа
Інструменти, які будуть необхідні для очищення:
паперові рушники * маленька щітка * алкоголь.
Розділ 4. Огляд програм для конструктивного дизайну впакування й роботи із плоттерами
4.1 I-cut
Фірма Mikkelsen Graphic Engineering Inc. (США) – розроблювач унікальної автоматизованої цифрової ріжучої системи i-cut.
Інноваційні цифрові ріжучі системи фірми Mikkelsen Graphic Engineering Inc. (США) забезпечують вирізання видрукуваних зображень на будь-яких матеріалах по контурі з дуже високою точністю, економію засобів і простоту використання. Унікальне сполучення i-cut і інструментальних можливостей плоттеров Zund робить прецизійне вирізання простим і ефективним.
Області застосування: кінцева обробка (вирізання) графічних зображень; виробництво бирок, ярликів, іменних міток; виготовлення POS (POP) матеріалів. Переваги: на 100% цифрове рішення (відсутня ручне різання, не потрібні штампи й місце для їхнього зберігання, відсутні простої через зміну оснащення); автоматичне прецизійне вирізання контурів графічних зображень; автоматична динамічна компенсація лінійного й нелінійного розтягання або усадки матеріалу, перекручувань печатки, наслідків ламинації.
4.2 CoCut
Фірма Eurosystems SARL (Люксембург) займається розробкою програмного забезпечення для керування процесами різання на плоттерах.
Потужна програма для різання вінілової плівки, "plug in" CoCut, дозволяє виводити на плоттер проекти, виконані в CorelDRAW, Illustrator, Freehand і AutoCAD, по натисканню однієї кнопки. CoCut має добре розвинені можливості керування різанням, що дозволяє прямо, а процесі роботи змінювати швидкість, дозвіл і тиск ножа, робити різання по квітам, вирізати тільки обрані об'єкти, а також оптимізувати файл виводу з метою економії матеріалу. [15]
4.3 RTUTILS
Для плоттера "Граніт" розроблений набір утиліт RTUTILS. Цей набір розроблений як засіб розширення AutoCAD і для його роботи потрібне наявність AutoCAD, установленого на робочому місці проектувальника.
Утиліти, використовувані для підготовки файлів для ріжучого плоттера.
У системі RTUTILS для підготовки файлів для ріжучого плоттера використовуються той же набір шарів, що й для підготовки файлів для лазерного різання. Більше того, той самий файл може бути використаний для підготовки файлів обох типів. Тому більша частина дій оператора при підготовці файлів обох типів збігаються. Основна відмінність полягає у використанні спеціалізованої утиліти RT-PLT-CENTER ![]() , що є генератором PLT файлів. Перемикач "Source" цього вікна дозволяє вибрати тип шарів Автокада, які будуть використані при підготовці файлу для плоттера (можливі варіанти вибору - шари ножів, шар "DXF-IN" і набір видимих шарів Автокада). Необхідність використання різних варіантів вхідної інформації обумовлює тим, що той самий креслення може використовуватися для різних цілей. Наприклад, мабуть, що при підготовці файлу для ріжучого плоттера варто використовувати тільки шари ножів. Разом з тим, при підготовці файлу для малювання кальки (вона може рисуватися на тім же самому плоттері) ми вже не можемо ігнорувати границі фанери. Таким чином, використовуючи різні набори шарів, ми можемо розширити область застосовності підготовленого файлу. Перемикач "Target dir" дозволяє вибрати місце, у яке буде міститися підготовлений файл для плоттера. Група елементів керування "Device" управляє вибором набору головок ріжучого плоттера, які будуть використані при обробці файлу для плоттера. Перемикач "Single device used" переводиться в стан "Включено" у випадку, коли використовується тільки одна головка при обробці всього файлу (наприклад, перо при підготовці кальки або ніж при макетуванні на плоттері без биговальной головки). Оскільки при підготовці даних для виготовлення макета ми зобов'язані обробити внутрішні елементи (наприклад, биговки) до обробки зовнішнього контуру, то необхідно мати можливість визначення зовнішнього контуру, що буде оброблятися в останню чергу. Група елементів керування "Plot" визначає як спосіб взаємодії програми з оператором при підготовці файлів для плоттера (потрібно чи підтвердження оператора при перезаписі чи файлів ні, чи використовується в якості початковій крапці стандартне значення або ця крапка повинна бути зазначена оператором), так і спосіб формування вихідного файлу при використанні декількох головок плоттера при обробці креслення. При значенні "Вкл." перемикача "Merge Devices into plot" для плоттера готується один файл, при цьому перемикання між головками плоттера виробляється шляхом присвоювання відповідного номера пера обробній головці кожного типу. Ім'я цього файлу збігається з ім'ям файлу креслення. У противному випадку головці кожного типу відповідає окремий файл. Ім'я цього файлу утвориться з ім'я файлу креслення шляхом додавання суфікса, що залежить від типу головки, до цього ім'я.
, що є генератором PLT файлів. Перемикач "Source" цього вікна дозволяє вибрати тип шарів Автокада, які будуть використані при підготовці файлу для плоттера (можливі варіанти вибору - шари ножів, шар "DXF-IN" і набір видимих шарів Автокада). Необхідність використання різних варіантів вхідної інформації обумовлює тим, що той самий креслення може використовуватися для різних цілей. Наприклад, мабуть, що при підготовці файлу для ріжучого плоттера варто використовувати тільки шари ножів. Разом з тим, при підготовці файлу для малювання кальки (вона може рисуватися на тім же самому плоттері) ми вже не можемо ігнорувати границі фанери. Таким чином, використовуючи різні набори шарів, ми можемо розширити область застосовності підготовленого файлу. Перемикач "Target dir" дозволяє вибрати місце, у яке буде міститися підготовлений файл для плоттера. Група елементів керування "Device" управляє вибором набору головок ріжучого плоттера, які будуть використані при обробці файлу для плоттера. Перемикач "Single device used" переводиться в стан "Включено" у випадку, коли використовується тільки одна головка при обробці всього файлу (наприклад, перо при підготовці кальки або ніж при макетуванні на плоттері без биговальной головки). Оскільки при підготовці даних для виготовлення макета ми зобов'язані обробити внутрішні елементи (наприклад, биговки) до обробки зовнішнього контуру, то необхідно мати можливість визначення зовнішнього контуру, що буде оброблятися в останню чергу. Група елементів керування "Plot" визначає як спосіб взаємодії програми з оператором при підготовці файлів для плоттера (потрібно чи підтвердження оператора при перезаписі чи файлів ні, чи використовується в якості початковій крапці стандартне значення або ця крапка повинна бути зазначена оператором), так і спосіб формування вихідного файлу при використанні декількох головок плоттера при обробці креслення. При значенні "Вкл." перемикача "Merge Devices into plot" для плоттера готується один файл, при цьому перемикання між головками плоттера виробляється шляхом присвоювання відповідного номера пера обробній головці кожного типу. Ім'я цього файлу збігається з ім'ям файлу креслення. У противному випадку головці кожного типу відповідає окремий файл. Ім'я цього файлу утвориться з ім'я файлу креслення шляхом додавання суфікса, що залежить від типу головки, до цього ім'я.
При підготовці файлів для ріжучого плоттера ріжуча головка використовується для обробки об'єктів, розташованих на шарі для ріжучих лінійок. Якщо креслення містить лінійки інших типів, то спосіб обробки таких об'єктів залежить як від конфігурації плоттера, так і від конкретного типу лінійок. При наявності в плоттера биговальной головки всі об'єкти, розташовані на шарі для биговальних лінійок, обробляються на плоттері з використанням цієї головки. Якщо ж ріжуча головка відсутня в комплектації плоттера, то при макетуванні лінійки обробляються аналогічно перфораційним лінійкам. При обробці перфораційні лінійки, а також лінійки спеціальних типів представляються послідовністю коротких різов і пробілів. Оператор може вибирати набір шарів, які будуть піддаватися подібній до обробки. Також оператор може вибрати бажані значення довжин різу й пробілу. Слід зазначити, що стандартна форма ножа ріжучої головки плоттера в розрізі має трикутний перетин, тому співвідношення пробіл/різ, застосовуване для виготовлення макетів на ріжучому плоттері, відрізняється від еквівалентного співвідношення пробіл/різ, використовуваного у штампах.
Підготовка файлів для ріжучого плоттера виробляється в кілька етапів. На першому етапі об'єкти креслення, обрані для обробки, шляхом натискання на кнопку "Prepare" копіюються на спеціальні робочі шари таким чином, щоб кожній головці плоттера відповідав окремий робочий шар. На цьому етапі виробляється виділення зовнішніх контурів об'єктів і перетворення об'єктів перфораційного типу в послідовність різов і пробілів. Оператор має можливість візуально оцінити якість перетворення й, при необхідності, повторити його з використанням іншого набору параметрів. Кнопка "Clear" дозволяє очистити набір робочих шарів перед повторенням перетворення. Також очищення набору робочих шарів використовується перед виходом із програми після генерації вихідного файлу для плоттера для того, щоб зменшити число шарів, що є присутнім у файлі креслення. Після того, як набір робочих шарів підготовлений, натискання кнопки "Plot" дозволяє одержати вихідний PLT файл для плоттера. При генерації цього файлу використовуються алгоритми оптимізації, подібні з алгоритмами, використовуваними в утиліті підготовки DXF файлів. Кнопка "Configuration" дозволяє одержати доступ до вікна конфігурації плоттера.
У ТОВ " Растр-Технологія" для перегляду файлів, підготовлених для макетування на ріжучому плоттері, на робочому місці оператора лазерного комплексу використовується програма HPGLView, написана в CERN. Ця програма дозволяє переглядати файли у форматі HPGL і, при необхідності, робити обертання файлів на кут,
кратний 90 градусам. Основне вікно цієї програми представлено нижче.
Програма дозволяє переглядати файли, підготовлені для обробки на плоттері з декількома робочими головками. Кожному типу робочої головки відповідає унікальний номер пера в термінах мови HPGL. При візуалізації об'єкти, призначені для обробки різними головками, різняться кольором. Так перу 1, що представляє ріжучу головку плоттера, поставлений у відповідність блакитний колір об'єктів. Перо 3 (ролик), використовуване для формування ліній згину, зображено червоним кольором. Перо 2 використовується при малюванні присмакових аркушів і калік. Об'єкти цього типу зображуються жовтим кольором.
На лівій панелі розташований набір кнопок, призначених для швидкого виконання основних операцій. До таких операцій ставляться:
відкриття нового вікна програми (кнопка "Open new window");
завантаження файлу у форматі HPGL в існуюче вікно програми (кнопка "Open file");
перегляд файлу з більшим або меншим збільшенням (кнопки "Increase zoom"і "Reduce zoom");
показати файл цілком (кнопка "Draw extents");
обертати файл на кут 90 градусів проти й за годинниковою стрілкою (кнопки "Rotate +90 degree" і "Rotate - 90 degree");
перемкнути режим відображення товщини об'єктів (кнопка "Thickness enable/disable");
збереження інформації про застосовані режими перегляду й перехід між ними вперед та назад (кнопки "Previous view" і "Next view");
вибір режиму вибору збільшення при клацанні мишею усередині робочого поля креслення (кнопки "Zoom window mouse mode", "Autozoom mouse mode", "Pan mouse mode", "Center set mouse mode");
зміна початкової крапки креслення (кнопка "Coordinate origin set mouse mode");
режим вибору об'єктів при клацанні мишею (кнопка "Block selection mouse mode");
режим виміру відстаней на робочому полі креслення (кнопка "Measure mouse mode").
Ті ж самі операції можуть бути виконані й шляхом вибору відповідного пункту меню, що випадає. Крім того, вибір пункту "Options..." підміню "Edit" дозволяє деякі параметри програми. До таких параметрів ставляться: одиниці виміру креслення, настроювання квітів пір'я й тла робочого поля й ін. [4]
Похожие работы





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...
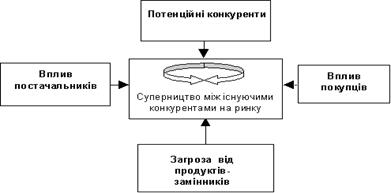


... реклами. 2. В розділі 2 відображені результати проведеного аналізу рекламної діяльності та якості роботи служби маркетингу в рекламному агентстві ТОВ “Україна-АРТ” у 2004 –2006 роках. Діяльність відділу маркетингу заснована на наступних ключових факторах забезпечення конкурентних переваг підприємства на ринку реклами: а) Основні переваги розміщення реклами в автобусах: -Диференціація цільової ...
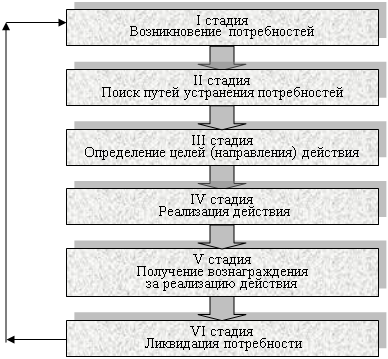
... следствий из теории Герцберга для проектирования рабочего места, они не могут быть непосредственно транслированы в реальную практику управления человеческими ресурсами. 1.3 Процессуальные теории мотивации Содержательные теории мотивации не учитывали влияния многих переменных величин на ситуацию. Впоследствии ученые пришли к выводу, что для объяснения механизма мотивации необходимо учитывать ...
0 комментариев