Навигация
Планшетні ріжучі плоттери
102674
знака
7
таблиц
0
изображений
3.2.2 Планшетні ріжучі плоттери
Планшетні плоттери мають плоский робочий стіл, на якому фіксується матеріал. Інструментальна головка кріпиться до порталу, що переміщається по напрямної уздовж стола плоттера. Сама головка переміщається уздовж порталу, забезпечуючи виконавчому інструменту поперечний рух. Як правило, інструментальна головка має тангенціально керований ніж і перо для маркування. Тиск на ніж забезпечується або набором пружин, або стисненим повітрям. Багато моделей плоттеров можуть працювати з рулонними матеріалами, у цьому випадку плівка подається на робочий стіл кадр за кадром. Ці плоттери доцільно застосовувати при дуже точному розкрої, розкрої товстих плівок або тонких пластиков, при роботі із плівкою, що маскує, розкрої плівок більших розмірів. Для підвищення споживчих властивостей плоттер може оснащуватися додатковими головками для фрезеровання й гравірування, для роботи зі спеціальною флуоресцентною пастою й кольорової печатки. Як приклад можна назвати універсальні промислові плоттери Zuend, Pacer, CSR, Aristomat. [7]
Zund
Фірма Zund Systemtechnik AG (Швейцарія) - провідний світовий виробник багатофункціональних високопродуктивних планшетних ріжучих систем, торговельні марки Zund і Wild,
Плоттери Zund можна використовувати для різання, креслення, фрезеровання (гравіювання), перфорування, биговки. Список матеріалів, які можна обробляти на плоттері Zund дуже великий і включає: папір, простий і гофрований картон, різні плівки й пластики, гуму, тканини, шкіру й т.д.
Системи подачі матеріалу.
Залежно від типу плоттера і його призначення можлива установка різних пристроїв подачі матеріалу з рулону або аркуша. Для "легенів" рулонів, наприклад, вінілової плівки, пропонується пристрій подачі матеріалу; для "важких" рулонів, наприклад, картону, пристрій подачі оснащується приводом від двигуна; є спеціальні версії пристроїв подачі для "швейних" плоттеров, включаючи конвеєрну систему.
Технічні характеристики
1. Висота зазору для оброблюваного матеріалу до 30 мм. До 50/75 мм
2. Осьова швидкість 1 — 1000 мм / сек (залежить від типу плоттера й інструментальної головки)
3. Осьове прискорення макс. 10 м / сек2 (залежить від типу плоттера й інструментальної головки)
4. Дозвіл системи, що вимірює, 0.005 мм.
5. Точність 0.01 мм.
6. Статична повторюваність 0.02 мм.
7. Інтерфейс RS-232C / V24, 600 ... 38200 бод
8. Програмне забезпечення Розширений набір команд HPGL Формат даних ASCII
9. Блок електронного керування Простій в обслуговуванні, змінний електронний блок, керування по 4 осям X, Y, Z, T . Змінне керування, що попереджає, по векторі
10. Клавіатура Дружня панель керування з 4 рядковим Жк-Дисплеєм, 9 параметрів користувача. Убудована функція діагностики
11. Безпека (CE, UL) Світлові бар'єри з убудованим тестуванням для контролю робочої області [8]
ARISTOMAT
Планшетні плоттери ARISTOMAT серій CL / SL / GL виробництва компанії ARISTO
Область застосування: різання, гравірування матеріалів для внутрішньої й зовнішньої реклами, дизайну, автомобільної, текстильної, будівельної промисловості. Оброблювані матеріали: вінілова плівка, ПВХ пластики, KAPA, Dibond,Alucobond,
Alucore, дерево, плексиглас, метал, шкіра, тканини. Може використовуватися як графічний плоттер. Основні достоїнства:
Широкий вибір навісного інструмента;
Вакуумна притискна система з можливістю регулювання для різних площ;
Можливість установлення конвеєрної системи подачі матеріалів;
Автоматичне визначення типу робіт;
Система автоматичного підмотування рулонних матеріалів;
Електронна система контролю за операціями;
Сконструйований з урахуванням міжнародних вимог по безпеці;
Убудована вакуумна помпа;
Наявність спеціалізованого програмного забезпечення й сумісність із іншими програмами;
Можливість установки розвантажувального стола (для готової продукції);
Замінний верх стола;
Можлива робота, як із твердими, так і з рулонними матеріалами;
Достатній просвіт під поперечною поперечиною для роботи з "товстими" матеріалами й підставами;
Мікропроцесор-Контролер з вибірково змінюється, точним контурним згладжуванням.
Таблиця 3.1 Технічні характеристики планшетних плоттеров ARISTOMAT
| Характеристика | Серія CL / SL | Серія GL |
| Прискорення | макс. 1,1 G | макс. 2 G |
| Швидкість (регулюється через меню або ПО) | макс. 1400 мм/сек | макс. 2300 мм/сек |
| Вхідний буфер (розширюваний, є функція повтору) | 400 Кб | |
| Товщина матеріалів | макс. 35 мм | макс. 55 мм |
| Точність | ± 0,02 мм | ± 0,08 мм |
| Вакуумна помпова система | від 1,1 КВт до 5,5 КВт | від 3 КВт до 5,5 КВт |
| Тип моторів | Цифрові серво мотори | |
| Формат даних | HPGL -сумісні, з розширеними командними установками | |
| Інтерфейс | Serial RS 232 C/V.24 | |
| Швидкість передачі даних | від 300 до 19200 біт/сек | |
| Протокол | XON/XOFF або DTR | |
Таблиця 3.1.1
| Характеристика | Серії CL/ SL і GL |
| Керування | Убудована консоль із функціональними клавішами й Жк-Дисплеєм (мови: Англійська, Німецька, Французька). |
| Живлення | 230 У, 50/60Гц, 16 А (для помпи 1,1 КВт); для помп 3 КВт і вище – потрібне трифазне живлення |
| Умови експлуатації | +10° - +30° С, вологість 40 – 80 % |
| Безпека / сертифікат | Кнопка екстреної зупинки / сертифікат РЄ |
Таблиця 3.2 Основні типи навісних головок і їхній опис
| Тип головки | Технологія | Групи користувачів | Оброблювані матеріали |
| Стандартна ріжуча головка (Standard Cutting Head) | • Різання • Креслення (малювання) | • Виготовлення написів і зображень / трафаретів • Вирубка / для автомобільної промисловості | • Вінілові плівки з печаткою • Картон • Ламинати • Папір • плівки • Стерпні вінілові плівки |
| Ріжуча головка з 2-мя режимами (Dual Mode Cutting Head) | • Різання • Дотичне різання/вирубка • Креслення (малювання) | • Виготовлення написів і зображень / трафаретів • Вирубка / для автомобільної промисловості | • Вінілові плівки з печаткою • Картон • Ламинати • Папір • Плівки • Стерпні вінілові плівки |
| Тип головки | Технологія | Групи користувачів | Оброблювані матеріали |
| Пневматична ріжуча головка (Pneumatic Cutting Head) | • Різання • Креслення (малювання) | • Виготовлення написів і зображень / трафаретів • Текстильна промисловість • Вирубка / для автомобільної промисловості | • Вінілові плівки з печаткою • Картон • Ламинати • Папір • Плівки • Стерпні вінілові плівки • Гнучкі матеріали з печаткою / мембранні складальні панелі • Технічні тканини |
| Пневматична ріжуча головка 2Т (Pneumatic Cutting Head 2T) | • Різання • Дотичне різання/вирубка • Креслення (малювання) | • Виготовлення написів і зображень / трафаретів • Текстильна промисловість • Вирубка / для автомобільної промисловості | • Вінілові плівки з печаткою • Картон • Ламинати • Папір • Плівки • Стерпні вінілові плівки • Гнучкі матеріали з печаткою / мембранні складальні панелі • Технічні тканини |
| Фреза (Router) | • Фрезеровання | • Виготовлення написів і зображень / трафаретів • Упакування | • Алюміній • Кольорові метали (не утримуюче залізо) • ДВП, МДФ • Тверді пінопласти • Пластики Дерево |
| Тип головки | Технологія | Групи користувачів | Оброблювані матеріали |
| Точна фреза, гравірувальний інструмент (Router) | • Фрезеровання / гравірування | • Виготовлення написів і зображень / трафаретів | • Алюміній • Кольорові метали (не утримуюче залізо) • Тверді пінопласти • Пластики Дерево |
| Мульті - головка T.T.M.P. (MultiHead T.T.M.P.) | • Різання • Дотичне різання/вирубка • Креслення (малювання) • Свердління • Фальцювання | • Упакування • Вирубка / для автомобільної промисловості | • Вінілові плівки з печаткою • Картон • Папір • Плівки |
| Мульти - головка OT.T.M.P. (MultiHead OT.T.M.P.) | • Різання • Дотичне різання/вирубка • Креслення (малювання) • Свердління • Фальцювання • | • Упакування • Текстильна промисловість • Виготовлення прокладок і ущільнювачів • Вирубка / для автомобільної промисловості | • Вінілові плівки з печаткою • Текстильні тканини • Ущільнювальні матеріали • Пробка • Ламинати • Шкіра / штучна шкіра • Папір • Оббивні матеріали • Светоотражающие плівки • Оргскло • Технічні тканини • Килимові вироби • Гофрокартон |
| Тип головки | Технологія | Групи користувачів | Оброблювані матеріали |
| Лазерна головка (Laser) | • Лазерне різання | • Текстильна промисловість | • Текстильні тканини • ДВП, МДФ • Дерево • Пластики • Шкіра/штучна шкіра • Оббивні матеріали • Гнучкі матеріали з печаткою / мембранні складальні панелі • Технічні тканини • Килимові вироби |
Плоттер "Граніт"
Плоттер "Граніт", зроблений в "Растр - технологія"
Програмне забезпечення плоттерного комплексу "Граніт 2200" дозволяє робити плоттерну різання картону, гофры й інших матеріалів. Максимальний розмір робочого поля плоттера становить 1400 x 950 мм, що дозволяє використовувати плоттерний комплекс, як для різання стандартних картонних аркушів, так і для різання великогабаритних матеріалів.
Ліва панель програми виводить інформацію про поточне положення інструмента, стані плоттера, відсотку виводу файлу завдання. Поточний стан плоттера візуально відображається станом декількох лампочок, кожна з яких відповідає за відображення певного параметра стану.
У робочому стані лампочки "Привод", , "Конфігурація", "Подача повітря", "Затвор", повинні горіти зеленим кольором. Стан цих лампочок відбиває наступні параметри стану:
"Привод" - привод включений;
"Конфігурація" - привод готовий до роботи;
"Подача повітря" - зроблена подача повітря;
"Затвор" - відкритий затвор лазерної головки.
У робочому стані лампочки "Тиск", "Зона", "ФП" погашені. Ці лампочки горять червоним кольором. Загоряння кожної із цих лампочок сигналізують про аварію:
"Тиск" - низький тиск повітря;
"Зона" - спрацював датчик зони;
"ФП" - збій у роботі привода;
Кнопки "Вкл." і "Выкл." призначені для включення й вимикання привода. Кожний режим роботи плоттера дозволяє включати й виключати привод у будь-який момент часу.
У правій частині вікна перебуває панель "Режимів роботи". Панель виконана у вигляді набору закладок. У нижній частині кожної із закладок розташований ряд кнопок, виконаних у вигляді піктограм. Кожна така кнопка відповідає за окрему операцію, що може бути виконана в даному режимі.
Ручний режим.
"Ручний режим" автоматично встановлюється після завантаження програми. Закладка ручного режиму зображена на малюнку, наведеному раніше. У цьому режимі виконуються наступні функції:
переміщення інструмента;
виїзд у фіксовану крапку;
тестування обміну;
визначення масштабних крапок Р1 і Р2;
підняти - опустити інструмент;
Кнопки зі стрілками управляють переміщенням привода. Вони вибираються за допомогою миші. Кнопки стають доступними при включеному приводі. Швидкість переміщення змінюється за допомогою повзункового регулятора. Після вибору "Ручного режиму" швидкість установлюється мінімальної.
Виїзд у фіксовану крапку виконується в наступній послідовності:
включити привод
Виконавши виїзд у фіксовану крапку, програма повідомить про завершення виїзду. Можна зупинити процес виїзду у фіксовану крапку. Для цього використовується кнопка "Скидання". Вимикання привода (кнопка "Викл.") також зупинить процес виїзду у фіксовану крапку.
Ручний режим дозволяє визначити значення двох масштабних крапок (P1 - лівий нижній кут, P2 - правий верхній кут креслення). Уведення масштабних крапок виробляється в спеціальному вікні, зображеному на малюнку. Звичайно їхні координати встановлюються апаратними засобами або програмою. Значення параметрів повинні задаватися як цілі числа. Перемикач "Р1 - нульова крапка" скасовує дію масштабних крапок. Коли перемикач "Р1 - нульова крапка" установлений, то нулем деталі вважається крапка Р1. Кнопка "XY->P1" установлює масштабну крапку Р1 рівної поточному положенню інструмента, а кнопка "XY->P2" аналогічно встановлює крапку Р2. Рекомендується значеннями параметрів для обробки файлів у форматі HPGL є значення точек1 і P2, установлювані по кнопці "За замовчуванням" і скинуте значення перемикача "Р1 - нульова крапка".
Сама права кнопка ручного режиму дозволяє одержати доступ до меню додаткових команд ручного режиму. У цьому режимі можна перевірити відпрацьовування окремих команд плоттером. Наприклад, можна перевірити відпрацьовування відносних або абсолютних переміщень або відпрацьовування реакції плоттера на команди включення/вимикання додаткових пристроїв. Пункт "Тестування обміну" дозволяє перевірити канал обміну даними по протоколі RS-232 між програмним забезпеченням плоттерного комплексу й системою керування приводом плоттерного комплексу.
Тест обміну виконується в спеціальному вікні "Тестування обміну". Тестування обміну виконується в наступній послідовності :
нажати кнопку "Тест обміну" у вікні "Ручний режим". На екрані повинне з'явиться вікно "Тестування обміну";
нажати кнопку "Почати тест". Програма почне тест.
Після тестування виводиться вікно з результатами тесту. Якщо тест завершився з помилками, то потрібно перевірити кабель RS-232, що з'єднує комп'ютер і привод. У будь-який момент тест можна зупинити. Для цієї мети передбачена кнопка "Скасувати".
Пункт меню "Тест геометрії" дозволяє перевірити, як лазерний комплекс виконує обробку різних примітивів без підготовки спеціальних тестових файлів. Список тестових примітивів містить у собі такі об'єкти як пряма із заданим положенням початкової й кінцевої крапок, прямокутник заданого розміру, окружність заданого радіуса, дуги окружності, спрямовані як по, так і проти годинникової стрілки.
Автоматичний режим.
Автоматичний режим є основним робочим режимом, що використовується в процесі плоттерного різання. Цей режим дозволяє вибрати необхідні параметри режиму обробки (кнопка "Режим роботи"), вибрати файл (у форматі HPGL) обробки (кнопка "Відкрити файл" або клавіша F2) і виконати обробку цього файлу (кнопка "Виконання" або клавіша F3). При необхідності оператор плоттера може тимчасово перервати обробку (кнопка "Зупинити виконання" або клавіша F4). Для продовження виконання перерваної обробки оператор повинен ще раз нажати кнопку "Виконання". Скасування виконання завдання виробляється шляхом натискання кнопки "Скидання" або клавіші F5.
Звичайно виробляється обробка файлу повністю. При необхідності оператор плоттера може явно визначити номер командного кадру, починаючи з якого буде виробляється обробка файлу. При цьому всі кадри з номерами, меншими, чим номер, уведений оператором, будуть пропускатися.
У такий спосіб послідовність дій оператора плоттера "Граніт 2200" містить у собі наступну послідовність операцій:
1. Включити комп'ютер.
2. Включити плоттер.
3. Завантажити програму керування.
4. Почекати завершення процедури лихословити плоттера:
чекати поки займеться лампочка "Конфігурація";
5. Включити привод:
нажати кнопку "Вкл.";
почекати поки займеться лампочка "Привод";
6. Виконати нулировання привода:
вибрати закладку "Ручний";
нажати кнопку "Нулировання";
почекати поки займеться лампочка;
7. Установити тип нульової крапки:
вибрати закладку "Ручний";
нажати кнопку "Визначити P1 і P2";
нажати кнопку "За замовчуванням";
скасувати установку "Р1 нульова крапка";
нажати кнопку "ОК";
8. Перейти в "Автоматичний режим":
вибрати закладку "Автомат";
9. Вибрати параметри режиму роботи:
нажати кнопку "Режим роботи;
установити швидкість подачі й швидкість присохлого (вкладки "Режим" і "Швидкість");
установити необхідну точність присохлого (вкладка "Режим");
при необхідності встановити номер кадру, з якого проводить обробку (вкладка "Вивід");
при необхідності, вибрати папку, використовувану для зберігання файлів, призначених для обробки (вкладка "Папка");
зберегти зміни натисканням кнопки "OK".
10. Вибрати файл виводу:
нажати кнопку "Відкрити файл";
у вікні, що відкрилося, "Відкриття файлу" вибрати файл;
нажати кнопку "OK";
11. При необхідності, установити нові параметри режиму обробки файлу:
нажати кнопку "Режим роботи";
у закладці "Режим" установити швидкість;
у закладці "Інструмент" установити номер інструмента;
нажати кнопку "OK";
12. Нажати кнопку "Виконати"
13. Дочекатися завершення виводу файлу.
14. Для виводу нового файлу виконати пункти 10 - 13, для завершення роботи виконати пункти 15 - 18.
15. Виключити привод
нажати кнопку "Викл.";
почекати поки згасне лампочка "Привод";
16. Закрити програму.
17. Виключити плоттер.
18. Виключити комп'ютер.
Вкладка "Вивід файлів" призначена для обробки списку файлів і не використовується в плоттерном комплексі "Граніт 2200". Вкладка "Налагоджувальний" дозволяє перемкнутися в режим налагодження привода лазерного комплексу. Вхід у цей режим виробляється по паролі. Використання цього режиму припустимо тільки для спеціально підготовленого персоналу.
Програмне забезпечення для керування ріжучої плоттером
Програмне забезпечення для керування ріжучої плоттером буде розглянуто на прикладі програмного забезпечення, використовуваного в ТОВ " Растр-Технологія".
Програмне забезпечення ріжучого плоттера "Граніт 1500" дозволяє робити різання картону й гофрокартону, а також робити креслення калік і присмакових аркушів. Максимальний розмір робочого поля плоттера становить 1380 x 870 мм.
Ріжучий плоттер має кілька різних обробних головок, для кожної головки можна встановити власні режими роботи. [4]
Плоттер WILD TA - 10
У рамках серії WILD є моделі WILD TA10, TA10S, TA10BL і TA10BXL. Вони відрізняються між собою параметрами робочої поверхні й швидкістю.
Особливості:
-головки інструментів для креслення, різання й гравіювання
- тангенціально керована головка інструмента для креслення, різання, биговки або фрезеровання
- прецизійний тангенціальний інструмент для різання паперу й плівки
- інструмент для різання м'яких матеріалів і гофрокартона
- заміна інструмента дуже проста; при виконанні будь-якого виду робіт- будь те креслення, різання або гравіювання - для оптимальної обробки їсти можливість використовувати велику кількість спеціального додаткового оснащення.
- змінні насадки дозволяють створювати чітку биговку на всіх видах картону.
WILD TA30 застосовується переважно при підготовці (різання маскувальної плівки й т.д.). У сполученні з автоматизованою установкою для віддачі й плівки з успіхом застосовується в графічній індустрії
WILD TA410 є одним із самих швидкісних плоттеров у світі. Його сучасна система керування дозволяє збільшити продуктивність на 30%. Може поставлятися разом з установкою автоматичної подачі матеріалу.
Технічні характеристики WILD TA10
поверхня для різання 1760х1600мм
продуктивність при кресленні
- макс. швидкість 500 мм/з;
- прискорення (по осі) 2 м/с2
точність креслення
- розв'язна здатність вимірювальної системи 0,02 мм,
- точність присохлого 0,04 мм, статична точність при повтореннях
+/- 0,03 мм
розміри стола - довжина 2400 мм, ширина 2380 мм, висота поверхні стола 780 мм, вага 440 кг
стандартні функції
установка нульової крапки (автоматична при включенні й ручній установці);
обмеження припустимого поля креслення; моментальне припинення креслення (різання) без втрати точності з можливістю продовження початої роботи;
вибір інструмента, його опускання/підйом;
переміщення каретки (за допомогою пульта керування в 3-х режимах: покрокове, нормальне, швидке);
Похожие работы





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...
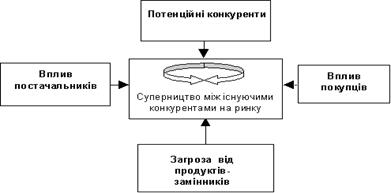

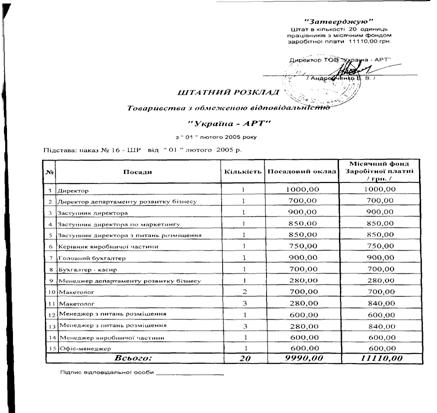
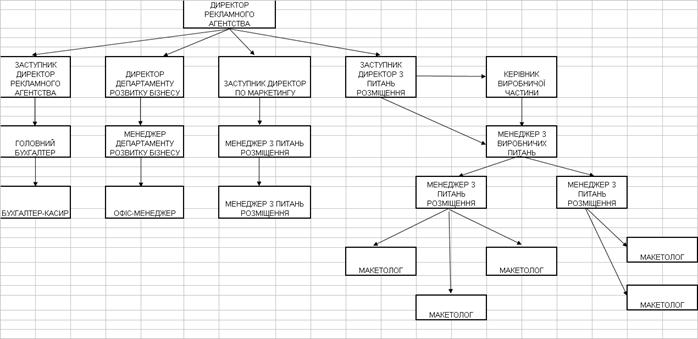

... реклами. 2. В розділі 2 відображені результати проведеного аналізу рекламної діяльності та якості роботи служби маркетингу в рекламному агентстві ТОВ “Україна-АРТ” у 2004 –2006 роках. Діяльність відділу маркетингу заснована на наступних ключових факторах забезпечення конкурентних переваг підприємства на ринку реклами: а) Основні переваги розміщення реклами в автобусах: -Диференціація цільової ...
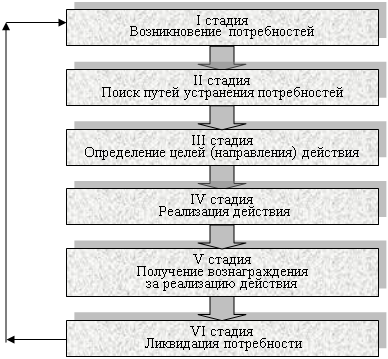
... следствий из теории Герцберга для проектирования рабочего места, они не могут быть непосредственно транслированы в реальную практику управления человеческими ресурсами. 1.3 Процессуальные теории мотивации Содержательные теории мотивации не учитывали влияния многих переменных величин на ситуацию. Впоследствии ученые пришли к выводу, что для объяснения механизма мотивации необходимо учитывать ...
0 комментариев