Навигация
Ацетиленово-кисневе полум'я і техніка газового зварювання
17717
знаков
1
таблица
7
изображений
5. Ацетиленово-кисневе полум'я і техніка газового зварювання
Будова ацетиленово-кисневого полум'я. Залежно від співвідношення кисню і ацетилену в суміші, яка надходить з пальника, розрізняють три основних види ацетиленово-кисневого полум'я: нормальне, або відновне; з надлишком кисню, або окислювальне; з надлишком ацетилену, або навуглецьовувальне.
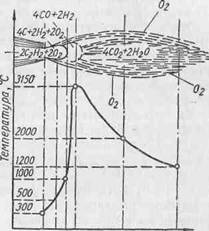
Рис. 6 Схема нормального ацетиленово-кисневого полум'я і розподіл температур по довжині полум'я
В більшості випадків при газовому зварюванні застосовують нормальне полум'я, яке одержується при співвідношенні кисню і ацетилену як (1,1—1,2) : 1.
Нормальне ацетиленово-кисневе полум'я складається з трьох зон (рис. 6). В першій зоні, яка називається ядром полум'я, проходить екзотермічний розпад ацетилену на його складові елементи:
2С2Н2 + 202 = 4С + 2Н2 + 202.
Розжарені частинки вуглецю надають цій зоні яскравого освітлення. Температура в ядрі полум'я досягає 1000°С.
В другій зоні, що називається зварювальною, відбувається неповне згоряння вуглецю за реакцією
4С + 2Н2 + 202 = 4СО + 2Н2.
Завдяки відновному характеру другої зони внаслідок присутності в ній окису вуглецю і водню, а також високої температури цієї частини полум'я, яка досягає 3150° С, метал зварюють другою зоною.
Третя зона називається факелом. В ній за рахунок кисню повітря проходить згоряння окису вуглецю і водню за рівнянням
4СО 4- 2Н2 + 302 = 4С02 + 2Н20.
Температура третьої зони — приблизно 1200° С.
При співвідношенні кисню і ацетилену, більшому 1,2, полум'я має зайвий кисень і стає окислювальним.
Якщо ж це співвідношення буде меншим 1, то полум'я матиме надлишок ацетилену і стане навуглецьованим. Обидва ці види полум'я інколи використовують при зварюванні.
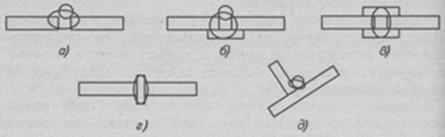
Основними видами з'єднань при газовому зварюванні є стикові. Інші з'єднання (наприклад, внапусток, таврові) застосовуються рідко внаслідок великих деформацій, що утворюються в цьому випадку газозварювальним полум'ям.
Стикові з'єднання при товщині металу до 2 мм зварюють без зазору і без розробки кромок, а іноді з відбортовуванням кромок без присадного металу. Листи товщиною від 2 до 5 мм зварюють без скосу кромок, але з відповідним зазором. При великих товщинах виконують одно-або двосторонній скіс кромок. Кут скосу приймають рівним від(.0 до 90°).
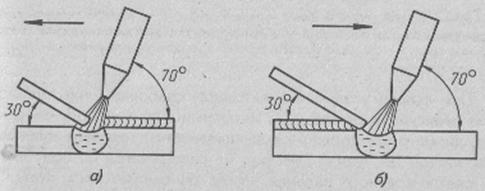
При газовому зварюванні застосовують два способи переміщення пальника: лівий і правий.
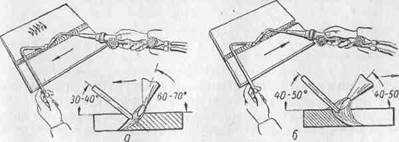
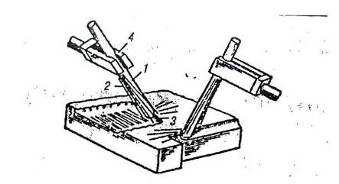
Рис. 7. Способи газового зварювання: а — лівий; б — правий
При лівому способі (рис. 17,а) полум'я пальника переміщується справа наліво і напрямлене на холодний метал, а при правому (рис. 7,6) — зліва направо і напрямлене на гарячий метал.
В першому випадку присадний дріт рухається попереду пальника, а в другому — позаду.
При товщині сталі до 3 мм більш продуктивним є лівий спосіб, а для великих товщин — правий.
Однак при виборі способу газового зварювання керуються не тільки товщиною зварюваного металу, а й положенням шва в просторі. Нижні шви залежно від товщини листів зварюють лівим або правим способом. Вертикальні шви незалежно від товщини з'єднуваних листів виконують тільки лівим способом, а стельові — тільки правим способом.
Як присадний метал при газовому зварюванні сталі використовують той же дріт, що й при дуговому зварюванні (ГОСТ 2246—60).
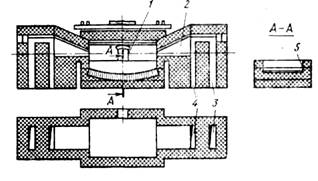
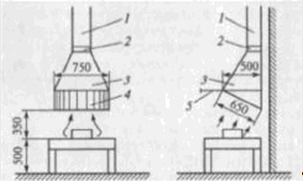
6. Газопресове зварювання
При газопресовому зварюванні торці або кромки зварюваних виробів нагрівають полум'ям багатосошювих зварювальних пальників до пластичного стану або до оплавлення. Після нагрівання металу до необхідної температури до зварюваних виробів прикладають зусилля тиску
Зварювання в пластичному стані може виконуватись при постійному тиску чи при визначеній температурі. В першому випадку виріб У (рис. 8,а) з ретельно підготовленими торцями зближують до дотику, а потім до них прикладають постійної величини тиск порядку 15— 25 Мн/м2 (1,5—2,5 кГ/мм2).
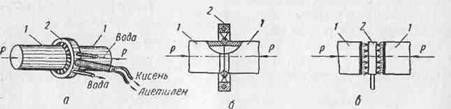
Рис. 8. Схеми основних видів газопресового зварювання: а — в пластичному стані; б — оплавленням з бічним нагрівом; в - торцевим нагрівом
Нагрівають виріб з зовнішнього боку по всьому периметру стику за допомогою контурних пальників 2 доти, поки величина осадки не досягне потрібної межі. Після цього нагрівання припиняється і тиск знімається. Зварювання при заданій температурі в початковий момент часу виконують при невеликому тиску —• 10 Мн/мм2 (1 кГ/мм2).
Після нагрівання виробів до температури порядку 1150—1250°С тиск збільшують до 25—35 Мн/м2 (2,5—3,5 кГ/мм2), при якому і закінчують процес зварювання.
При зварюванні з оплавленням метал нагрівається до початку плавлення. Полум'я пальників у цьому випадку напрямлене на кромки або торці зварюваних виробів. При зварюванні труб або стержнів невеликого діаметра для нагрівання використовують контурні пальники; полум'я їх направляють на кромки виробів (рис. 8,б). При зварюванні великих суцільних перерізів, наприклад, валків, рейок, застосовують пальники з торцевим нагрівом (рис. 8,в). При такому нагріванні пальник 2 вводять в середину зазора і його полум'я направляють перпендикулярно до торцевих поверхонь. Після досягнення необхідного нагрівання пальник забирають, а до нагрітих виробів прикладають зусилля осадки порядку 30—35 Мн/м2 (3,0—3,5 кГ/мм2).
При стиковому зварюванні з оплавленням не потрібна ретельна підготовка торців, яка необхідна при стиковому зварюванні в пластичному стані.
Газопресове зварювання є високопродуктивним механізованим процесом, який забезпечує одержання зварних з'єднань високої якості.
Найбільш широко цей вид зварювання застосовують при спорудженні магістральних газо- і нафтопроводів, при зварюванні рейок виготовленні складаного різального інструменту тощо.
Використана література
1. Соколов И.И. «Газовая сварка и резка металлов», М. «Высшая школа», 1978
2. Глизманенко Д.А. Газовая сварка и резка металлов.-М.: Высш. школа, 1969.-304с.
3. Никифоров Н.И., Нешумова С.П., Антонов И.А. «Справочник газосварщика и газорезчика» М. «Академия», 1999
4. Ширшов И.Г., Котиков В.Н. «Плазменная резка», М. «Машиностроение», 1987
Похожие работы
... металу 6 мм зварювання провадять за один прохід, при 9—12 мм — за два проходи. Режими зварювання такі: Товщина металу, мм 6 9 12 № наконечника 5 6 7 Швидкість зварювання, м/год 1,7 1,8 0,48 Продуктивність наплавлення, кг/год 0,73 0,86 1,13 при цьому способі дістають метал наплавлення з структурою дрібнопластинчастого, рівномірно розподіленого графіту. При твердості основного ...
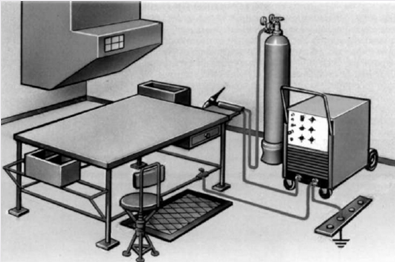
... кілець, поршнів, колінчастих валів і іншого литва фасону, що працює в умовах тертя. Васокомарганцевисту сталь Г13Л, що містить 1,2 % вуглецю І 13 % марганцю, застосовують для виготовлення піскоструминних апаратів, ланок гусениць і т,п. 2. УСТАНОВКИ ДЛЯ ПЛАЗМОВОГО ЗВАРЮВАННЯ До комплекту установки для плазмового зварювання входять: джерело живлення дуги, шафа керування, переносний блок ...
... – це процес зварювання з додаванням флюсу. В процесі зварювання електродний дріт автоматично подається в зону зварювання і флюс одночасно також подається до виробу із спеціального бункера. При автоматичному зварюванні під флюсом головні робочі рухи – подача електрода в зону його плавлення і взаємного переміщення дуги і виробу – механізовані. Крім цього багато апаратів для зварювання під флюсом ...
... - ця зварювання нагадує зварювання штучними електродами, тому що склад шихти може бути підібраний аналогічно обмазці електродів і дозволяє не тільки захищати розплавлений метал, але і легувати його, що практично неможливо при зварюванні під флюсом і в захисних газах. 2.1.1 Технологія зварювання вугільними і графітовим електродом Вугільні електроди складаються з аморфного електротехнічного вугі ...
0 комментариев