Хромовое покрытие
Характеристика электролитов кадмирования
Назначение компонентов электролитов
Технологический процесс подготовки стальных деталей под покрытие простой и на экспорт сборок
Технологический процесс подготовки под покрытие деталей из медных сплавов простой и экспортной сборки
Типовой процесс подготовки деталей из нержавеющих сталей под покрытия
Подготовка деталей под покрытие НКЦС.25000.00602ИОТ
Контроль
Перед нанесением покрытий 2-5% деталей от партии, но не менее трёх деталей, а для деталей единичного производства – каждую деталь контролируют
Навигация
Контроль
Кадмирование в цианистых электролитах
67189
знаков
14
таблиц
0
изображений
240 Контроль
стол Ж6383-342
Безопасные приёмы работы по НКЦС25000.0098ИОТ
245 Упаковка
Упаковка годных деталей
стол Ж6383-342
Безопасные приёмы работы по НКЦС25000.00602ИОТ
250Доработка
Снять некачественное покрытие со стальной и латунной основы
Шкаф вытяжной, ванна ОСТ2П65-1-80
Кислота соляная техничская ТУ-С1-1194-79
или
ГОСТ 3118-77, t=30°С (не более)
До полного снятия покрытия, после снятия покрытия пружины и пружинящие детали обезводородить согласно операции 216 данной технологии.
Промывка детали холодной проточной водой.
Ванна ОСТ2П65-1-80
Вода питьевая ГОСТ2874-83, t не нормируется, ф=10-30сек.
Обмен воды 1-2 объёма в час.
Отправка детали на перепокрытие начинается с операции 255.
Примечание.Детали, забракованные после доработки, списанные на технологический отход, монтажная проволока сдаётся в металлолом. Детали с индексом и идущие на экспортную сборку перепокрытию не подлежат.
XI. КАДМИЕВОЕ ПОКРЫТИЕ. ХРОМАТНЫЕ ПОКРЫТИЯ НА КАДМИЕВОМ ПОКРЫТИИ. ТРЕБОВАНИЯ К ПОКРЫТИЮ
| Наименование показателя | Требования к покрытию |
| Внешний вид | Цвет кадмиевого покрытия светло-серый или серебристо-серый Цвет кадмиевого покрытия с радужным хроматированием золотисто-жёлтый с радужными оттенками Цвет кадмиевого покрытия с хроматированием- хаки, от хаки до коричневого Не являются браковочными следующие признаки: - матовая поверхность после подготовки поверхности гидропескоструйной м металлопескоструйной очисткой, галтованием, травлением - потемнение или ослабление интенсивности цвета хроматного покрытия на деталях после термробработки - более тёмный или более светлый оттенок хроматного покрытия в отверстиях и пазах, на внутренних поверхностях и вогнутых участках деталей сложной конфигурации, местах сопряжение неразъёмных сборочных единиц, острых кромках, углах, месиах контакта с приспособлением, между витками пружин с приспособлением, между витками пружин с малыш магом; - матовые полосы вокруг отверстий; - единичные механические повреждения хроматного покрытия не более 2% общей площади. |
| Толщина для кадмиевых покрытий | В соответствии с требованиями конструкторской документации |
| Масса покрытия на единицу площади | Бесцветное хроматное покрытие- до 0,5 г/м2. Радужное хроматное покрытие – до 1,0 г/м2 Цвета хаки хроматное покрытие- свыше 1,5 г/м2 Фосфатное покрытие, предназначение для пропитки,- не менее 5,0 г/л2 Покрытие, предназначенное под лакокрасочное покрытие- в соответствии с требованиями ГОСТ 9.402-80 |
| Структура | Фосфатное покрытие, предназначение под лакокрасочное покрытие, должно иметь микрокристаллическую структуру |
| Защитные свойства | При испытании хроматных покрытий раствором уксуснокислого свинца не должно появляться сплошное тёмное пятно до истечения установленного времени. При испытании фосфатного покрытия раствором уксускислого свинца не должен изменяться цвет капли испытательного раствора до чёрного в течение установленного времени |
| Полнота промывки | Удельная электропроводность воды после промывки фосфатного покрытия, предназначенного под лакокрасочное покрытие, не должна превышать трёхкратной величины её исходного значения. |
| Маслоёмкость | Маслоёмкость фосфатного покрытия- не менее 2,0 г/м2 |
XII. ОБОРУДОАВАНИЯ
Гальваническая ванна. Основным оборудованием в общем процессе гальванообработки деталей является стационарная гальваническая ванна.
Стационарные ванны для электролитов – сварные прямоугольные резервуары, изготовленные из листовой стали, толщиной 4-6 мм, сверху вдоль всех стенок ванны привариваются борта. Ванны больших размеров имеют ребра жесткости. Ванны небольших размеров могут изготавливаться из винипласта, керамики, фарфора и фаолита.
Стальные ванны, предназначенные для щелочных и цианистых растворов, не требуют защитной футеровки. Ванны, предназначенные для кислых растворов, внутри выкладываются материалом, не вступающим во взаимодействие с электролитом. Одним из лучших материалов для футеровки ванн с кислыми электролитами является винипласт, заменяющий листовой свинец.
Винипласт – не горючая пластмасса коричневого или черного цвета, обладающий высокой химической стойкостью к различным кислотам и щелочам и достаточной механической прочностью до температуры 600С.
Ванны обезжиривания. При обезжиривании удаляются с поверхности металла жиры животного и минерального происхождения, а так же различные загрязнения.
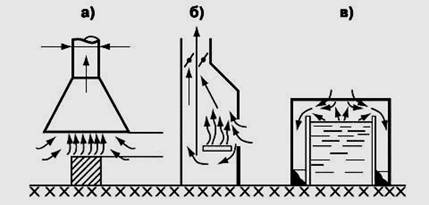
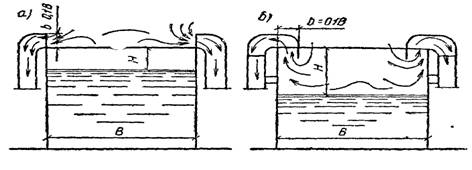
Ванна для химического обезжиривания представляет собой прямоугольную емкость, сваренную из низкоуглеродистой стали, которая снабжена вентиляционными бортовыми отсосами, змеевиком, барботером.
Ванны для обезжиривания снабжены токаподводящими, смонтированными и анодными штангами. В том случае, если применяютсякислотные растворы, ванны футеруют.
Ванны травления. Стационарные ванны химического и электрохимического травление отличаются от ванн обезжиривания наличием кислотостойкой футеровки стенок, дна и теплонагревателей.
Ванны химического травления имеют одну штангу, которая распологается над ванной, параллельной длинным стенкам, и служат для подвески приспособление с деталями.
Ванны промывки. Они предназначены для удаления с деталей и подвески переносимого раствора, устанавливается после каждой технологической операции. Для метода непосредственного погружения используют ванны с непроточной водой и с проточной водой. Ванны для холодной промывки изготавливают из несортовой стали. Ванны 2-х и 3-х ступенчатой промывки – каскадные.
Ванны для осаждения покрытий. Эти ванны изготавливают путем сваривания из листовой стали. Ванны имеют футеровку, катодные и анодные штанги, бортовые отсосы, вытяжной вентиляции.
Футеровка гальванических ванн. Она необходима для защиты электролита от продуктов коррозии металлического оборудования и защиты от коррозии гальванического оборудования и увеличения его долговечности. Для футеровки ванн используют свинец, винипласт, пластикат, полипропилен и т.д.
Винипласт – один из наиболее широко применяемых футеровочных материалов. Этот материал обладает высокой химической стойкостью в различных агрессивных средах.
Пластикат является продуктом хлорвиниловой смолы. Он обладает большой пластичностью и механическими свойствами.
Сушильные аппараты.
Сушка деталей и изделий после покрытий производятся обычно горячим воздухом в сушильных шкафах, снабженными вентиляцией. Подогрев воздуха производится при помощи пара, газа или электричества. Шкафы устраиваются с несколькими отделениями, размеры которых зависят от количества подлежащих сушке деталей и изделий.
Приспособления для завешивания деталей в ванны.
Для этой цели используются специальные контактирующие приспособления для завешивания. Устройство подвесок зависит от числа и конфигурации монтируемых деталей и может быть самым разнообразным.
При конструировании и изготовлении подвесок необходимо учитывать следующие основные требования:
1. материал подвесок должно быть достаточного сечения, чтобы проводить ток соответствующей силы.
2. подвеска должна иметь хороший контакт с покрываемыми деталями и катодной штангой ванны.
3. для получения равномерного покрытия подвеска должна обеспечивать свободный доступ тока к деталям.
4. конструкция подвески должна рационально использовать объем ванны.
5. монтаж и демонтаж деталей с подвесок не должны быть затруднены.
Осаждение металла на неизолированной поверхности подвесок происходит в виде наростов, денуритов. Поэтому подвески за исключением мест контактов необходимо изолировать. Для изоляции подвесок можно применять:
1. перхлорированные химически стойкие лаки ( ПХВ, ОНИЛХ,ХСЛ).
2. нитролаки и нитроклеи.
3. ленты из химически стойких пластмасс.
4. массы из шеелита и дибутилфтолата.
XIII. РАСПОЛОЖЕНИЕ ОБОРУДОВАНИЯ В ГАЛЬВАНИЧЕСКОМ ЦЕХЕ
ЛИНИЯ КАДМИРОВАНИЯ
| обозначение | Название оборудования | размер | количество |
| - | Шкаф вытяжной | 1700х850х1800 | 1 |
| а | Ванна холодной промывки | 650х800х800 | 1 |
| а` | Ванна травления стали | 650х800х800 | 1 |
| б | Ванна холодной промывки | 650х800х800 | 1 |
| в | Ванна-уловитель | 650х700х800 | 1 |
| г | Ванна хроматирования | 650х700х800 | 1 |
| д | Ванна осветления | 800х900х800 | 1 |
| е | Ванна холодной промывки | 650х800х800 | 1 |
| ж | Ванна-уловитель | 650х700х800 | 1 |
| и | Ванна кадмирования | 800х900х800 | 1 |
| 33 | Выпрямитель | 540х300х440 | 1 |
| к | Ванна холодной промывки | 650х800х800 | 1 |
| л | Ванна уловитель | 650х700х800 | 1 |
| м | Ванна кадмирования | 800х1000х600 | 1 |
| 33 | выпрямитель | 540х300х400 | 1 |
ЛИНИЯ ПОДГОТОВКИ ДЕТАЛЕЙ
| обозначение | Название оборудования | размер | количество |
| а | Ванна химического обезжиривания | 660х940х800 | 1 |
| б | Ванна электрического обезжиривания | 800х1150х800 | 1 |
| 33 | Выпрямитель | 600х500х900 | 1 |
| в | Ванна горячей промывки | 650х800х800 | 1 |
| г | Ванна холодной промывки | 650х800х800 | 1 |
| - | Шкаф вытяжной | 1700х850х1800 | 1 |
| д | Ванна травления меди | 650х700х800 | 1 |
| д` | Ванна холодной промывки | 650х800х800 | 1 |
| е | Ванна-уловитель | 650х800х800 | 1 |
| ж | Ванна меднения №4 | 800х900х800 | 1 |
| и | Ванна кадмирования | 800х900х800 | 1 |
| к | Ванна-уловитель | 650х700х800 | 1 |
| л | Ванна холодной промывки | 650х700х800 | 1 |
| - | Шкаф вытяжной | 1650х850х1800 | 1 |
| м | Ванна холодной промывки | 650х800х800 | 1 |
| м` | Ванна осветления | 650х700х800 | 1 |
| 33 | Выпрямитель | 540х300х440 | 2 |
| 22 | термошкаф | 1300х1300х1600 | 1 |
ЛИНИЯ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ
| обозначение | Название оборудования | размер | количество |
| а | Установка хлористого никелирования | 600х700х850 | 1 |
| 33 | Выпрямитель | 540х300х440 | 1 |
| б | Ванна холодной промывки | 650х500х800 | 1 |
| в | Ванна-уловитель | 650х700х800 | 1 |
| г | Ванна никелирования | 800х900х800 | 2 |
| 33 | Выпрямитель | 540х300440 | 1 |
| 33 | Выпрямитель | 500х370х950 | 1 |
| д | Ванна холодной промывки | 650х800х800 | 1 |
| - | Шкаф вытяжной | 1750х950х180 | 1 |
| е | Ванна хроматирования деталей | 800х900х800 | 1 |
| е` | Ванна-уловитель | 650х700х800 | 1 |
| ж | Ванна раскрома | 650х800х800 | 1 |
| 33 | Выпрямитель | 600х370х950 | 1 |
| - | Шкаф вытяжной | 1700х850х1800 | 1 |
| и | Ванна холодной промывки | 650х800х800 | 1 |
| и` | Ванна химполировки алюминия | 650х800х800 | 1 |
| к | Ванна холодной промывки | 650х800х800 | 1 |
| л | Ванна-уловитель | 650х700х800 | 1 |
| м | Ванна электрохимпоировки | 650х700х800 | 1 |
| 33 | выпрямитель | 600х500х900 | 1 |
ЛИНИЯ УДАЛЕНИЯ ПОКРЫТИЯ
| обозначение | Название оборудования | размер | количество | |
| - | шкаф вытяжной | 1700х850х1800 | 1 | |
| а | Ванна активации | 650х800х800 | 1 | |
| а` | Ванна холодной промывки | 650х800х800 | 1 | |
| б | Ванна холодной промывки | 650х800х800 | 1 | |
| в | Ванна-уловитель | 650х800х800 | 1 | |
| г | Ванна хромирования | 1350х900х1130 | 1 | |
| 33 | Выпрямитель | 1000х600х1800 | 1 | |
| д | Ванна-уловитель | 650х800х800 | 1 | |
| е | Ванна электрохимического обезжиривания | 800х900х800 | 1 | |
| ж | Ванна осветления | 650х700х800 | 1 | |
| 33 | выпрямитель | 1000х600х1800 | 1 | |
| и | Ванна холодной промывки | 650х800х800 | 1 | |
| к | Ванна горячей промывки | 650х800х800 | 1 | |
| л | Ванна травления | 650х800х800 | 1 | |
| м | Ванна холодной промывки | 650х800х800 | 1 | |
| 2 | Стол гальваника | 650х800х800 | 1 | |
| 22 | Термошкаф | 1000х600х800 | 3 | |
XIV ТРЕБОВАНИЯ К КОНТРОЛЮ КАЧЕСТВА ОСНОВНОГО МЕТАЛЛА И ПОКРЫТИЙ
Похожие работы
... являются соединения CdO или Cd(OH)2, CdSO4 8/3H2O, Cd2P2O7 2H2O и K4P2O7 3H2O. Растворимость пирофосфата Cd в растворах пирофосфатных солей щелочных металлов незначительна. Для получения пирофосфатного электролита кадмирования необходимо брать 15-20 кратный избыток K4P2O7 по отношению к CdSO4 (моль/л.).Наибольшая растворимость K4P2O7 при t=25 С в 1 моль/л. растворе K4P2O7 (385 K4P2O7 3H2O) ...
... 1г CN - от 0,007 до 0,01 кВт в час. Сравнительный анализ стоимости очистки цианистых сточных вод химическим и электрохимическим методом отдает предпочтение электрохимическому методу, т.к. он прост в применении, а также не требует строительства сложных устройств, типичных для химического метода. Кроме того, для электрохимических способов характерны существенное сокращение расхода химикатов и ...
... важно для выяснения механизмов электролиза, электрокатализа, электрокристаллизации, коррозии металлов и др., для совершенствования механизмов разделения веществ - экстракции и ионного обмена. Исследование свойств электролитов стимулируется энергетическими проблемами (создание новых топливных элементов, солнечных батарей, электрохимических преобразователей информации), а также проблемами защиты ...
... током. Правила оказания первой помощи должны быть вывешены в цехе на видном месте. ГЛАВА 3. МЕРОПРИЯТИЯПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ ПРОЦЕССОВ ГАЛЬВАНПРОИЗВОДСТВА 3.1 АНАЛИЗ ОВПФ ГАЛЬВАНИЧЕСКОГО ПРОИЗВОДСТВА В гальванических цехах источниками опасности являются технологические процессы подготовки поверхности, приготовления растворов и электролитов, нанесение покрытий. Методы очистки ...
0 комментариев