Характерные особенности производства и специальные требования безопасности труда
Продукция
Изготовление и сушка стержней
Нагрев заготовок перед ковкой
Отжиг заготовок после ковки, загрузка и выгрузка заготовок
Химико-термическая обработка
Оборудование термического цеха, приспособления, инструменты
Изготовление типовых деталей центробежных машин (на примере центробежных компрессоров)
Навигация
Изготовление и сушка стержней
Работа компрессорного завода ОАО "Казанькомпрессормаш
52874
знака
3
таблицы
6
изображений
5.7 Изготовление и сушка стержней
Стержни по стержневым ящикам изготавливают ручной или пневмотрамбовкой. Затем производится вытряхивание стержня на сушильную плиту, покраска и сушка крупных стержней производится в камерном сушиле, мелких и средних – в вертикально-конвейерных сушилах и электросушилах при температуре 280-320°С. При изготовлении формы и стержней выполняются наколы вентиляционной иглой. Чтобы отливке не было “душно” в форме, необходимо сделать вентиляционные каналы.
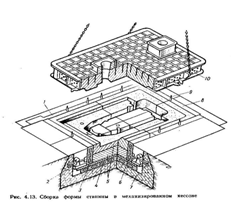
5.8 Сборка форм. Механизация работ при сборке
В нижнюю полуформу ставят стержни и шаблоном проверяют правильность их простановки. Затем накрывают верхней полуформой. На верх собранной формы ставят заливочную чашу под стояк, выпора для выхода газа и груз, в 5 раз превышающий вес жидкого металла. Механизация на участке ручной формовки: применяется при сборке мостовой кран, на машинной формовке – электротельфер.
5.9 Отрубка
Отрубка отливок осуществляется пневмозубилом для вырубки неровностей, шероховатостей, заусениц, заливов по разъёму по стержням. Шлифовальная пневматическая машинка используется для зачистки неровностей, очистки отливок от шероховатостей. Наждачный круг служит для зачистки мелких отливок. Выбивка отливок из опок осуществляется на выбивных решётках.
5.10 Дробеструйная очистка отливок корпусов
Для очистки отливок от пригара используется дробеметные камеры ДК10М чугунной или стальной дробью с помощью сопел (диаметр дроби 3-6 мм).
5.11 Контроль годности отливок и их хранение
Различают следующие виды контроля: визуальный, разметка, взвешивание, цветная дефектоскопия, налив керосином, пневмо- и гидроиспытания. Для контроля чугуна производят экспресс-анализ по химическому составу. Хранят отливки с биркой на стеллажах.
6. Кузнечное и заготовительное производство
Цель занятия: изучение основных операций и оборудования кузнечно-заготовительного производства при получении паковок, дисков, валов, компрессоров.
Содержание занятия.
6.1 Маркировка стальных заготовок
Металл, поступающий с металлургических заводов, имеет свою заводскую маркировку. На каждом прокате, блюмсе, квадрате с торцевой стороны имеется отбой. На этом отбое стоит марка стали и номер плавки. Имеется также сопроводительный документ – сертификат.
6.2 Маркировка стальных заготовок после их разрезки
После того, как стальные заготовки разрежут на заготовительном участке, весь металл (прокат, блюмс, квадрат) маркируется краской согласно таблице маркировки:
Таблица.1.
| Марка стали | Цвет |
| Сталь 20 | белый |
| Сталь 45 | зелёный |
| 12Х18Н9Т | голубой |
6.3 Оборудование заготовительного участка
1) Автомат отрезной круглопильный 8Г662 – предназначен для разрезания сегментными пилами чёрных металлов круглого, квадратного сечений. Длина пилы – 1430 мм, диаметр – 710 мм.
2) Комбинированные ножницы – используются для рубки проката диаметром 10-36 мм, швеллера – диаметром 6,5мм, 8 мм, 10 мм, шестигранника – диаметром 10-36 мм.
3) Станок для заточки пил
4) Станок для волочения проволоки – предназначен для волочения проволоки холодным способом с большим диаметром на меньший при помощи фильер. (Например, с 6 мм на 5,5 мм).
6.4 Резка заготовок
1) Абразивными кругами (вулканит).
Рубка заготовок на пресс-ножницах. Используется для раскроя листового металла.
2) Газопламенная резка
Газорежующие машины бывают двух типов: полуавтоматические и автоматы. В цеху ККЗ имеется автомат АСШ2 (автомат стационарно-шарнирный). Он работает при помощи кислорода и газа. Режет заготовки толщиной листа от 6 до 60 мм. Отрезают детали по копир-шаблону.
3)Плазменная резка
АВПР403 – аппарат водно-плазменной резки. Используется для резки цветных металлов: латуни, меди, нержавеющей стали толщиной от 6 до 60 мм. Работает при помощи электрической сжатой дуги постоянного тока и охлаждается водой.
Похожие работы
... , м2; Косв-коэффициент, учитывающий время, необходимое на освещение. W5=0,015∙1152∙2624∙0,84=3803кВт 6. Экологическая оценка производства В результате процесса хромирования деталей выделяется достаточно большое количество веществ, оказывающих вредное воздействие на здоровье человека и окружающую среду. Поэтому, необходимо создание малоотходной, экологически безопасной ...
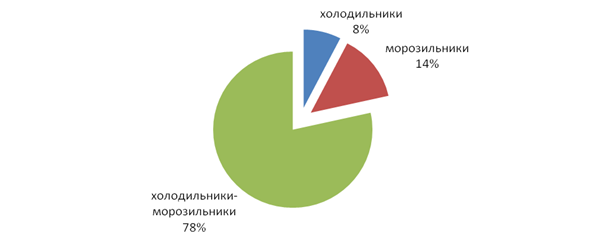
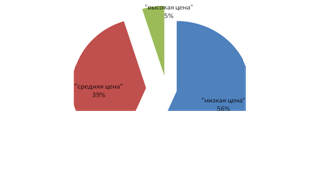
... (ГОСТ 14087.)* * Его статус – утратил силу в РФ 2. Практическая часть 2.1 Цели и задачи исследования Основной целью курсовой работы является исследование ассортимента бытовых холодильных приборов, реализуемых в магазине г. Челябинска «Техно-сила». До текущего, и в настоящее время, бытовые холодильные приборы являются одним из самых популярных, среди населения, востребованным видом ...
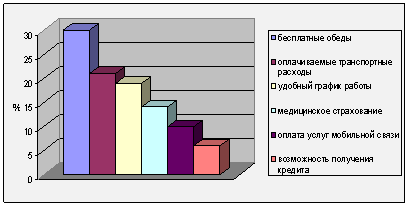
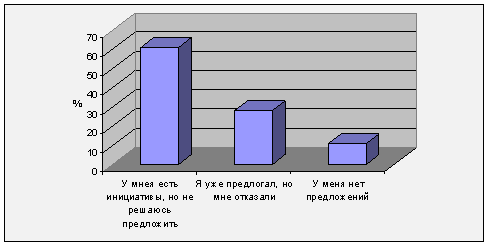
... Бугульминского механического завода не следует останавливаться на достигнутом, необходимо постоянно совершенствоваться. 3 Совершенствование управления нематериальной мотивацией на БМЗ 3.1 Разработка предложений и рекомендаций, направленных на стимулирование нематериальной мотивации Проблеме мотивации персонала в нашей стране всегда традиционно уделяли мало внимания, но при этом ...
... . Будем надеяться, что вышеперечисленные меры будут приняты правительством в ближайшее время и помогут притоку национальных иностранных инвестиций. РЕГИОНАЛЬНАЯ ИНВЕСТИЦИОННАЯ ПОЛИТИКА. НА ПРИМЕРЕ РЕСПУБЛИКИ ТАТАРСТАН. Политика "мягкого" вхождения в рынок, заключающаяся в углубленном внимании государства к сохранению промышленного и аграрного потенциала Республики Татарстан, к ...
0 комментариев