Характерные особенности производства и специальные требования безопасности труда
Продукция
Изготовление и сушка стержней
Нагрев заготовок перед ковкой
Отжиг заготовок после ковки, загрузка и выгрузка заготовок
Химико-термическая обработка
Оборудование термического цеха, приспособления, инструменты
Изготовление типовых деталей центробежных машин (на примере центробежных компрессоров)
Навигация
Оборудование термического цеха, приспособления, инструменты
Работа компрессорного завода ОАО "Казанькомпрессормаш
52874
знака
3
таблицы
6
изображений
7.9 Оборудование термического цеха, приспособления, инструменты
–шахтные печи: низкотемпературные, с рабочей температурой до 700°С, высокотемпературные – до 1000°С;
– камерные печи – с рабочей температурой до 1000°С;
– соляная ванна с расплавом BaCl2;
–камера холода для обработки холодом (при -70°С) колёс из стали 07Х16Н6;
–шахтные печи для химико-термической обработки (цементации и азотировании);
–установка высокочастотная для поверхностной закалки;
–приборы для измерения твёрдости: Бриннель и Роквелл.
Используемые приспособления: корзины, подвески, подставки, этажерки, приспособления для термофиксации пружин и т.д.
Инструменты: клещи различной конфигурации, кочерга, лопаты и т.д.
Таблица.3.Используемые марки сталей:
| Марка стали | Назначение |
| Сталь 45 | для валов, болтов и др. деталей |
| 40ХН2МА | для валов, болтов, шпилек |
| 38ХН3МА | для дисков колёс и др. |
| 07Х16Н6 | для дисков колёс и др. |
| 20Х13 | для болтов и др. |
| 60С2А | для пружин |
| 12ХН3А | для цементируемых деталей |
| 38Х2МЮА | для азотируемых деталей |
| Сталь 20 и 09Г2С | для сварных конструкций |
8. Котельно-сварочное производство
8.1 Краткая характеристика
Котельно-сварочный цех №2 входит в состав сварочно-заготовительного комплекса. Численность котельно-сварочного цеха составляет 103 человека, из них руководителей и специалистов – 15 человек, производственных рабочих – 69 человек, вспомогательных рабочих – 19 человек.
В котельно-сварочном цехе изготавливают такие узлы, как сосуды (ресиверы), рамы-маслобаки, рамные конструкции, трубопроводы, монтируемые на агрегате, трубопроводы, монтируемые на монтаже, барабаны маслоотделителей, охладители масла и газа, трубные батареи, шкафы автоматики, корпуса компрессора высокого давления.
8.2 Специализированные участки
В котельно-сварочном цехе имеются специализированные участки:
- участок сборки корпусов;
- участок изготовления шкафов автоматики;
- участок изготовления трубопроводов;
- участок намотки барабанов маслоотделителей;
- участок сборки трубных батарей и газо-маслоохладителей;
- механический участок;
- участок пайки трубных батарей.
8.3 Выполняемые работы
На этих участках выполняются следующие работы:
- дробеструйка деталей перед сваркой, а также дробеструйка готовых узлов после сварки в дробеструйных камерах (3шт);
- зачистка кромок деталей под сварку;
- вальцовка обечаек из листов на вальцах;
- ручная дуговая сварка покрытыми электродами;
- полуавтоматическая и автоматическая сварка в среде углекислого газа;
- аргонодуговая сварка неплавящимся электродом;
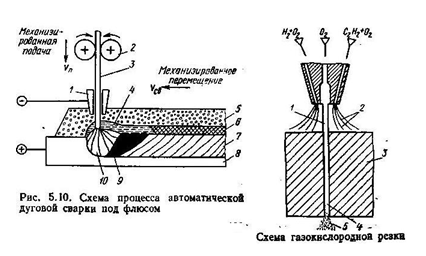
- автоматическая сварка под слоём флюса;
- газовая сварка;
- электрострижка;
- контактная сварка;
- гибка стальных труб в холодном состоянии в разных плоскостях на трубогибочных станках;
- накатка оребрения латунных, стальных трубок на накатном станке;
- термическая обработка чугунных отливок и снятие напряжения в сварных конструкциях в термической печи;
- изготовление, сборка под пайку оребренных трубок, трубных досок, пайка трубных батарей радиаторов и газомаслоохладителей;
- гидро- и пневмоиспытание узлов для определения прочности и герметичности на стендах;
- зачистка сварочной проволоки и прокалка электродов и флюса перед сваркой с последующим их хранением в специальном помещении;
- изготовление и упаковка узлов газовых коммуникаций и труб метражом;
- строжка кромок под сварку на специальном кромкострогальном станке;
- развальцовка трубок трубных батарей.
Для вырезки деталей сложной конфигурации толщиной до 3 мм имеется установка лазерной резки с программным управлением «Севан», виброножницы.
Котельно-сварочный цех оснащён печами для прокалки электродов и термошкафами для их сушки и хранения. В котельно-сварочном цехе имеется газовая печь для термообработки крупных сварных конструкций, а также шахтные электропечи, где производится термообработка. Все печи оборудованы самопишущими приборами для контроля и регистрации температуры. Также цех №2 оснащён двумя установками для подготовки (очистки от ржавчины и загрязнений) сварочной проволоки диаметром от 0,8 до 3 мм и от 3 до 5 мм и намотки её в кассеты; имеется печь для прокалки флюса, комплекс термического оборудования для прокалки и хранения электродов.
Похожие работы
... , м2; Косв-коэффициент, учитывающий время, необходимое на освещение. W5=0,015∙1152∙2624∙0,84=3803кВт 6. Экологическая оценка производства В результате процесса хромирования деталей выделяется достаточно большое количество веществ, оказывающих вредное воздействие на здоровье человека и окружающую среду. Поэтому, необходимо создание малоотходной, экологически безопасной ...
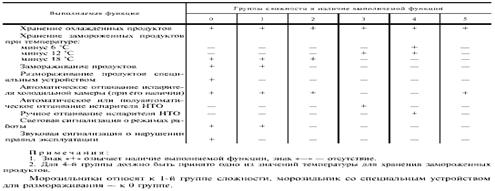
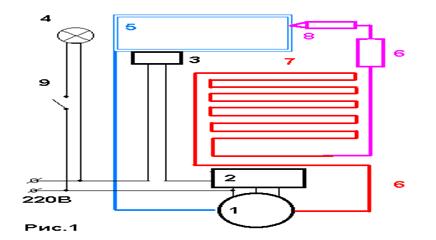
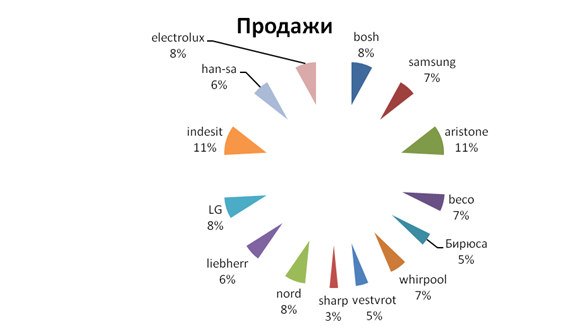
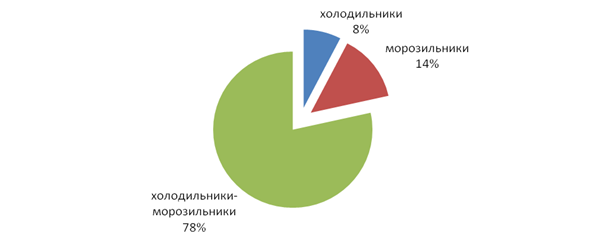
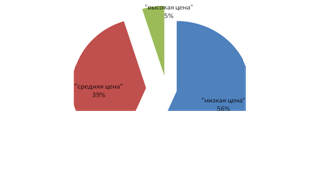
... (ГОСТ 14087.)* * Его статус – утратил силу в РФ 2. Практическая часть 2.1 Цели и задачи исследования Основной целью курсовой работы является исследование ассортимента бытовых холодильных приборов, реализуемых в магазине г. Челябинска «Техно-сила». До текущего, и в настоящее время, бытовые холодильные приборы являются одним из самых популярных, среди населения, востребованным видом ...
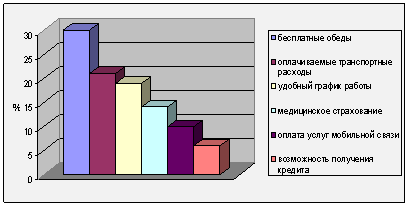
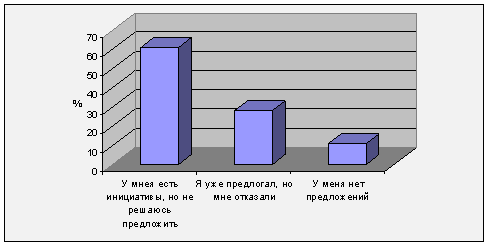
... Бугульминского механического завода не следует останавливаться на достигнутом, необходимо постоянно совершенствоваться. 3 Совершенствование управления нематериальной мотивацией на БМЗ 3.1 Разработка предложений и рекомендаций, направленных на стимулирование нематериальной мотивации Проблеме мотивации персонала в нашей стране всегда традиционно уделяли мало внимания, но при этом ...
... . Будем надеяться, что вышеперечисленные меры будут приняты правительством в ближайшее время и помогут притоку национальных иностранных инвестиций. РЕГИОНАЛЬНАЯ ИНВЕСТИЦИОННАЯ ПОЛИТИКА. НА ПРИМЕРЕ РЕСПУБЛИКИ ТАТАРСТАН. Политика "мягкого" вхождения в рынок, заключающаяся в углубленном внимании государства к сохранению промышленного и аграрного потенциала Республики Татарстан, к ...
0 комментариев