Назначение покрытия
Требования к никелевому покрытию
Рабочие параметры основного оборудования
Количество автооператоров
Методы контроля прочности сцепления покрытий
Расход анодов
Расчет энергозатрат на производство операций
Расход пара и сжатого воздуха
Вентиляция
Расход электроэнергии
Расходы на инвестиции в автоматизацию производства
Зарплата вспомогательных рабочих
Расход электроэнергии
Калькуляция затрат на выполнение заказа
Навигация
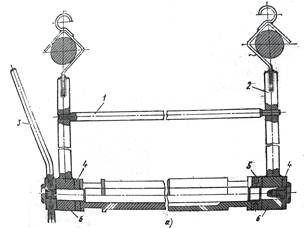
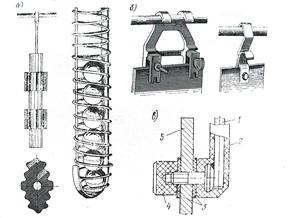
Хромирование деталей на подвесках
Хромирование деталей на подвесках
96892
знака
33
таблицы
0
изображений
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
КАЗАНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
Институт нефти и химии
Факультет химических технологий
Кафедра технологии электрохимических процессов
КУРСОВОЙ ПРОЕКТ
(пояснительная записка на листах)
ТЕМА: Хромирование деталей на подвесках
Выполнила
студентка гр.4242-31Зиятова Д.Л.
ПроверилГильманшин Г.Г.
Казань, 2009
Содержание
Введение
1. Параметры контракта
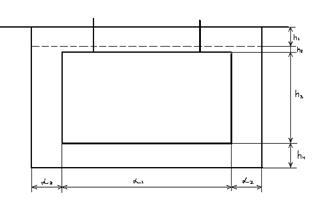
1.1 Характеристика деталей
1.2 Назначение покрытия
1.3 Технические условия на обработку деталей
1.4 Технические условия на заготовку
1.5 Технические условия на готовую продукцию
1.6 Требования к внешнему виду после нанесения покрытия
1.7 Требования к медному покрытию
1.8 Требования к никелевому покрытию
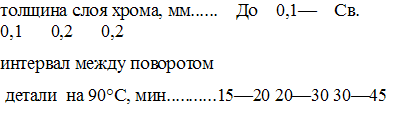
1.9 Требование к хромовому покрытию
2. Параметры действующего гальвано – химического производства
2.1 Основные параметры операций технологического процесса
2.2 Рабочие параметры основного оборудования
2.3Продолжительность процесса
2.4 Количество автооператоров
2.5 Составление растворов и электролитов
2.6 Неполадки в работе ванн хромирования
3. Контроль производства
3.1 Контроль качества покрытий
3.2 Контроль производства
3.3 Техника безопасности и охрана труда
4. Технологические расчеты
4.1 Расчет продолжительности основных операций
4.2 Расчет расхода химических веществ
4.3 Расход анодов
4.4 Расход воды
5. Расчет энергозатрат на производство операций
5.1 Выбор источников постоянного тока
5.2 Расход пара и сжатого воздуха
5.3 Расход сжатого воздуха
5.4 Вентиляция
5.5 Расход электроэнергии
6. Экологическая оценка производства
7. Обезвреживание сточных вод
8. Автоматизация производства
8.1 Концепция автоматизации производства
8.2 Краткая операционная схема технологического процесса
8.3 Контур регулирования температуры 8.4 Контроль расхода воды 8.5 Контур контроля и регулирования уровня8.6 Регулирование плотности тока
9. Финансовая оценка проектных решений
9.1 Характеристики цеха
9.2 Расходы на инвестиции в автоматизацию производства
9.3 Производственный персонал
9.4 Численность и фонд зарплаты работающих
9.5 Зарплата вспомогательных рабочих
9.6 Фонд зарплаты итр, моп и служащих
9.7 Расход электроэнергии
9.8 Расход пара на технологические нужды
9.9 Расход воды на технологические нужды
9.10 Нормы расхода сырья и основных материалов на калькуляционную единицу
9.11 Цеховые расходы
9.12. Калькуляция затрат на выполнение заказа
9.13. Смета расходов на содержание и эксплуатациюоборудования
Введение
Коррозия металлов, т.е. разрушение вследствие электрохимического или химического воздействия среды, причиняет народному хозяйству огромный вред. Ежегодно из-за коррозии выбывает из строя около 33% всего вырабатываемого металла. Считают, что примерно 60% корродированного металла используется для повторной переработки в металлургической промышленности. Таким образом, безвозвратные потери металла составляют около 10% от всего вырабатываемого металла. К этому следует добавить преждевременный выход из строя, пораженных коррозией инженерных сооружений, судов, машин, приборов, станков, а также вызываемые коррозией несчастные случаи, например взрывы котлов, обрушивание строительных ферм, аварии судов и т.п.
На защиту от коррозии ежегодно расходуются огромные суммы, исчисляемые миллиардами рублей.
Вопросы борьбы с коррозией приобретают особо важное значение в связи с резким увеличением количества выплавляемого металла, производства машин, станков, расширением строительства.
Для снижения потерь металла и предохранения изделий от коррозии наряду с использованием химически стойких материалов широко применяются различные виды защитных покрытий: лакокрасочные, металлические, оксидные и ряд других.
Лакокрасочные покрытия получают путем нанесения на поверхности деталей или изделий пленки лака или краски.
Оксидирование, фосфатирование, хроматирование заключаются в создании на поверхности металла неорганической защитной пленки путем химической или электрохимической обработки деталей в специальных растворах.
Гальванические покрытия получают путем осаждения при помощи тока на поверхности деталей слоя металла из электролитов, содержащих ионы данного металла.
Диффузионный способ нанесения металлических покрытий основан на диффузии в поверхностные слои деталей какого-либо металла или сплава при высокой температуре.
Химический способ позволяет наносить покрытия из металлов или сплавов без применения электрического тока. Осуществляется это с помощью веществ, способных восстанавливать металлы из растворов их солей.
Из перечисленных покрытий наиболее широкое использование в промышленности нашли лакокрасочные и гальванические покрытия./3/
Гальванические покрытия по механическим свойствам, чистоте, коррозийной стойкости и экономичности являются одними из наилучших. Возможность регулирования толщины слоя путем изменения продолжительности процесса и плотности тока. Возможность уменьшения расхода цветных металлов на покрытие поверхности выгодно отличают гальванический метод от других.
Гальванические покрытия могут применяться не только для защиты деталей от коррозии, но и для придания их поверхности ряда ценных специальных качеств: повышенной поверхностной твердости, износостойкости, улучшенных антифрикционных свойств, высокой отражательной способности и т.д.
Российские ученые являются основоположниками многих важнейших методов нанесения покрытий. Создание гальванотехники – заслуга русского ученого академика Б.С. Якоби. Работы В.В. Петрова, Э.Х. Ленца и других крупных русских ученых явились основой развития химических и электрохимических методов защиты металлов. Большой вклад в развитие гальваностегии внесли своими теоретическими и практическими работами советские ученые В.А. Кистяковский, Н.А. Изгарышев, Г.В. Акимов, Ю.В. Баймаков, Н.П. Федотьев, В.И. Лайнер, Н.Т. Кудрявцев, К.М. Горбунова и многие другие.
История ОАО «Казанькомпрессормаш»
ОАО «Казанькомпрессормаш» является крупнейшим компрессоростроительным предприятием России. Сегодня это современное, динамично развивающееся предприятие, создающее высоко-эффективную продукцию.
58-летний опыт проектирования компрессорного оборудования, квалифицированные научные, инженерные и рабочие кадры позволяют в настоящее время изготавливать компрессоры, соответствующие современному мировому уровню.
Весной 1947 года на северной окраине г. Казани началось строительство Казанского компрессорного завода. 17 июля 1951 года был отгружен первый поршневой кислородный компрессор 2РК-1,5/220. Эта дата считается днем основания Казанского компрессорного завода.
В 1956г. создание самостоятельного хозрасчетного специального конструкторского бюро по компрессоростроению – СКБК.. Это позволило сосредоточить проектирование компрессорной техники для Казанского компрессорного завода в г. Казани.
1958 – 1966 г. Началось производство мощных турбокомпрессоров, циркуляционных компрессоров и уникальных турбохолодильных машин большой холодопроизводительности, производство компрессоров для сжатия попутного нефтяного газа для нефтепромыслов Татарии, производства кислородных турбокомпрессоров КТК-12,5/35.
Освоен выпуск хлорного турбокомпрессора для химической промышленности, изготовлен первый образец циркуляционного компрессора типа ЦЦК. По заказу химической промышленности был изготовлен холодильный аммиачный турбоагрегат и холодильные пропановые агрегаты для депарафинизации масел на нефтеперерабатывающих заводах.
1966 -1970 г. В годы восьмой пятилетки завод впервые в СССР приступил к серийному производству винтовых компрессоров. Разработан ряд винтовых компрессоров, основанный на трех базовых диаметрах роторов – 200, 250 и 315 мм, производительностью 10-50 м3/мин, давлением до 0,9 МПа.
1971 – 1978 г. Был изготовлен новый тип воздушной холодильной машины, работающей за счет сжатия и расширения воздуха с промежуточным отбором тепла в регенераторах - ТХМ1-25 с осевым компрессором и турбиной. Холодильный цикл машины был запатентован за рубежом.
Проведена реконструкция чугунолитейного комплекса.
Завод прекратил производство поршневых компрессоров, полностью сосредоточив усилия на разработке и изготовлении центробежных и винтовых компрессорных машин.
СКБК совместно с заводом разработали типоразмерные ряды центробежных машин унифицированной конструкции (УЦКМ) для любых газов, производительностью 60-600 м3/мин и давлением 0,3-4 МПа.
1972 г. была закуплена лицензия у фирмы «Дрессер-Кларк» на разработку и изготовление компрессоров с вертикальным разъемом корпусов. На базе закупленных лицензий разработаны и освоено изготовление центробежных компрессоров высокого давления для производств «синтез-газа» и для газлифтной добычи нефти.
1981 -1990 г. Освоено производство фреоновых турбохолодильных машин второго поколения типа ТХМВ.
Начато производство воздушных центробежных многовальных мультипликаторных компрессоров.
Разработаны типоразмерные ряды мультипликаторных компрессоров производительностью до 800 м3/мин, конечным давлением до 0,9 МПа.
Освоен выпуск гелиевых винтовых агрегатов для промышленных криогенных установок ИАЭ им. И.В.Курчатова в системах криогенного обеспечения ТОКАМАК-15 и в составе ускорительно-накопительного комплекса в г. Протвино Московской области.
1991 – 1995 г. Наряду с производством крупных воздушных винтовых компрессорных установок созданы мощности для выпуска воздушных винтовых компрессоров малой производительности 1,5-5 м3/мин и давлением до 0,9 МПа.
1997 г. На ОАО «Казанькомпрессормаш» изготовлен нагнетатель УНЦ-16 с приводом от газотурбинного двигателя (ГТД) мощностью 16 МВт и КПД до 38%., который смонтирован в составе агрегата ГПА-16 «Волга» на Помарской КС магистрального газопровода.
По заказу ОАО «Газпром» ЗАО «НИИтурбокомпрессор им. В.Б. Шнеппа» (переименовано в 1997г.) и ОАО «Казанькомпрессормаш» приступили к модернизации газоперекачивающих нагнетателей, работающих в составе ГПА, ранее изготовленных Сумским МНПО им. М.В. Фрунзе.
1998 -1999г. ЗАО «НИИтурбокомпрессор им. В.Б. Шнеппа» и ОАО «Казанькомпрессормаш», в рамках международного проекта (Россия, Украина, США, Норвегия) по созданию ракетно-космического комплекса морского базирования «Морской старт», спроектировали и поставили четыре многовальных воздушных компрессора Аэроком 43-120/9 0М5. После успешного дебюта разработаны и запущены в эксплуатацию компрессоры с дизельным приводом в ракетно-стартовом комплексе космодрома «Плесецк».
2000 – 2005 г. Казанскими специалистами создан ряд центробежных и винтовых компрессорных установок, в том числе и в блочно-контейнерном исполнении, для компримирования и подачи топливного газа в камеры сгорания газотурбинных двигателей. Впервые в России изготовлены и поставлены винтовые компрессорные установки ТАКАТ с конечным давлением 4,5 МПа для подачи топливного газа в ГТУ Казанской ТЭЦ №1.
1. Параметры контракта
1.1 Характеристика деталей
Засов универсальный
Предназначен для установки на различные запираемые двери в помещениях и на улице при помощи висячих замков.
Масса засова составляет около 60 грамм, площадь поверхности 0,307 дм2.
Серьга
Соединительная деталь в виде металлической полосы с отверстиями у концов. Применяется в грузоподъемных машинах, цепных передачах.
Масса серьги составляет около 10 грамм, площадь поверхности 0,116 дм2.
Кронштейн
Один из самых распространенных типов навесного оборудования. Кронштейны представляют перекладину с фиксаторами в виде отверстий, шариков, штырьков или крючков.
Масса кронштейна около 200 грамм, площадь поверхности 1,186 дм2.
Похожие работы
... – 9,0 Повышающие износостойкость пресс-форм, штампов и т.п…………………………9 – 60 Восстанавливающие изношенные размеры……………………………………………до 500 3. ОБЛАСТИ ПРИМЕНЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ. Электролитическое хромирование применяется для внешней отделки изделий, повышения износостойкости, для защиты от коррозии и в ряде других случаев. ...
... или большим 30 г/л и уменьшаться менее чем до 8 г/л. Тетрахроматный электролит. Электролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30 %. Основное преимущество электролита — возможность ведения хромирования при комнатной температуре (18—25 °С). Осадки получаются серыми, однако, будучи ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... , - форму и точность изготовления детали, ее материал, - твердость рабочих поверхностей, условия работы, вид и характер дефекта, - производственная возможность авторемонтного предприятия, - затраты на восстановление. При выборе оптимального способа восстановления первичного вала коробки передач руководствуемся тремя критериями: 1) применимости, 2) ...
0 комментариев