Характерные особенности производства и специальные требования безопасности труда
Продукция
Изготовление и сушка стержней
Нагрев заготовок перед ковкой
Отжиг заготовок после ковки, загрузка и выгрузка заготовок
Химико-термическая обработка
Оборудование термического цеха, приспособления, инструменты
Изготовление типовых деталей центробежных машин (на примере центробежных компрессоров)
Навигация
Отжиг заготовок после ковки, загрузка и выгрузка заготовок
Работа компрессорного завода ОАО "Казанькомпрессормаш
52874
знака
3
таблицы
6
изображений
6.7 Отжиг заготовок после ковки, загрузка и выгрузка заготовок
Отжиг заготовок производится в печи с выдвижным подом. Заготовки нагреваются до 900°С. Термическая обработка делается с целью снятия напряжения, возникающего в стали при ковке и охлаждении; с целью выравнивания структуры металла; с целью придания стали такой твёрдости, при которой её легче обработать на станках; с целью улучшения механических свойств стали.
Загрузка и выгрузка печи производится при помощи мостового крана и самозажимных клещей.
6.8 Листовая штамповка, оборудование, хранение штампов
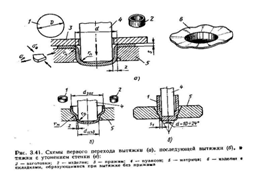
Рис.2.
Штамповкой изменяют форму и размеры заготовки с помощью специализированных инструментов – штампов. Листовая штамповка – это метод изготовления плоских и объёмных тонкостенных изделий из листового материала, ленты или полосы с помощью штампов на прессах или без. Может проводиться в холодном состоянии с нагревом. На листовой штамповке производится раскрой листового металла толщиной 0,1-3 мм, а также раскрой резины, картона, фибры, алюминия, меди и т.д. Оборудование: гильотиновые ножницы, пресса (40, 63, 100 и 400 т), приспособления к прессам – штампы, голтовочный барабан. В цехе имеется большое количество штампов, которые хранятся в штаблерах. Штаблер представляет собой металлическую конструкцию со встроенными ячейками. На каждой ячейке расположены согласно списку, а также имеется пульт управления с кнопками “вверх”, “вниз”, “вправо”, “влево”.
7. Термическая обработка
Термическая обработка – совокупность операций теплового воздействия на металлы и сплавы с целью изменения их структуры и свойств в нужном направлнении. Основные виды термической обработки: отжиг, нормализация, закалка, отпуск, старение (искусственное).Тепловое воздействие может сочетаться с химическим (химико-термическая обработка). Разновидности термической обработки – обработка стали холодом, электротермическая обработки (ТВЧ).
7.1 Отжиг
Отжиг – это вид термической обработки стали, заключающийся в нагреве до определённой температуры, выдержки и медленном охлаждении. Цель – улучшение структуры и обрабатываемости, снятие внутренних напряжений и т.д. В результате отжига металлы и сплавы приобретают структуру, близкую к равновесной.
Отжиг вызывает разупрочнение металлов и сплавов, сопровождающееся повышением пластичности и снятием остаточных напряжений.
7.2 Нормализация
Нормализация – это вид термической обработки стали, заключающийся в нагреве выше линии GSE (по диаграмме Fe – C), выдержке и охлаждении на воздухе. Цель – придание металлу однородной мелкозернистой структуры для повышения пластичности и ударной вязкости.
При нормализации происходит полная фазовая перекристаллизация; последующее охлаждение на воздухе вызывает превращение аустенита в феррито-цементную смесь, однородную, имеющую мелкозернистое строение. Поэтому нормализацию применяют после литья и ковки – для устранения крупнозернистой структуры.
7.3 Закалка
Закалка – это процесс термической обработки материалов, заключающийся в нагреве, выдержке и последующем быстром охлаждении с целью фиксации высокотемпературного состояния материала или предотвращения (подавления) нежелательных процессов, происходящих при медленном охлаждении. Целью закалки является повышение прочности или получение высокой твёрдости стали за счёт получения неравновесных структур, в основном, мартенсита. Причём эти неравновесные структуры можно получить лишь при очень высоких скоростях охлаждения. Закаленная сталь находится в неравновесном структурном состоянии, не свойственном стали при нормальной температуре 20°С. Структура стали – марсенит – имеет высокую твёрдость. Длительность выдержки при нагреве под закалку зависит от размеров изделий и массы садки (массы загружаемых в печь деталей).
Продолжительность выдержки для легированных сталей по сравнению с углеродистыми выше на 25-40%. После окончания выдержки в печи при температуре закалки сталь охлаждают в различных закалочных средах, обеспечивающих заданную скорость охлаждения.
7.3.1 Охлаждающие среды при закалке
Скорость охлаждения оказывает решающее влияние на результаты закалки. При небольшой скорости охлаждения из аустенита образуется перлит. Для получения мартенсита необходима высокая скорость охлаждения. Наибольшую скорость охлаждения имеют углеродистые стали. Чтобы обеспечить такую высокую скорость охлаждения, необходимо прибегать к резкому охлаждению, которое достигается погружением закаливаемых изделий в холодную воду или в воду с добавлением едкого натра.
Наибольшую охлаждающую способность имеет вода, при этом её охлаждающую способность можно регулировать изменением температуры. Скорость отвода теплоты в воде можно увеличить добавлением солей или щелочей; для сталей лучше всего прибегать к добавкам едкого натра, т.к. щелочная среда не вызывает последующей коррозии стальных изделий.
К более мягким охладителям относятся машинное, индустриальное масла и др. (для легированных сталей).
7.4 Отпуск металлов
Отпуск металлов – это термическая обработка закаленных сплавов (главным образом стали) – нагрев (ниже нижней критической точки), выдержка и охлаждение. Цель – получение требуемых механических свойств (оптимальное сочетание прочности, пластичности, ударной вязкости), снижение или полное устранение внутренних напряжений, уменьшение хрупкости закалённой стали.
Основные факторы при отпуске: температура нагрева и время выдержки.
Виды отпуска: низкий, средний, высокий.
7.4.1. Низкий отпуск
Низкий отпуск осуществляется путём нагрева закалённой стали до 120-250°С. Цель низкого отпуска – уменьшение внутреннего напряжения в закалённой стали без снижения твёрдости (или очень мало снижая твёрдость). В результате низкого отпуска сталь становится менее хрупкой, инструмент после такого отпуска не ломается.
Такому отпуску подвергают режущий и мерительный инструмент, цементированные детали, детали шариковых и роликовых подшипников и др.
7.4.2 Средний отпуск
Средний отпуск осуществляется путём нагрева закалённой стали до 350-450°С. При таких температурах образуется тростит отпуска, что приводит к заметному снижению твёрдости закалённой стали.
Типичные примеры применения среднего отпуска: пружины и рессоры, ударный штамповый инструмент холодного деформирования.
7.4.3 Высокий отпуск
Высокий отпуск осуществляется путём нагрева закалённой стали до 500-650°С. При таких температурах образуется сорбит отпуска. При этом, по сравнению с закалённым состоянием, значительно понижается твёрдость и прочность и одновременно повышается пластичность и ударная вязкость.
Такому отпуску подвергаются валы, оси, шатуны, крепёжные детали, зубчатые колёса и др.
Похожие работы
... , м2; Косв-коэффициент, учитывающий время, необходимое на освещение. W5=0,015∙1152∙2624∙0,84=3803кВт 6. Экологическая оценка производства В результате процесса хромирования деталей выделяется достаточно большое количество веществ, оказывающих вредное воздействие на здоровье человека и окружающую среду. Поэтому, необходимо создание малоотходной, экологически безопасной ...
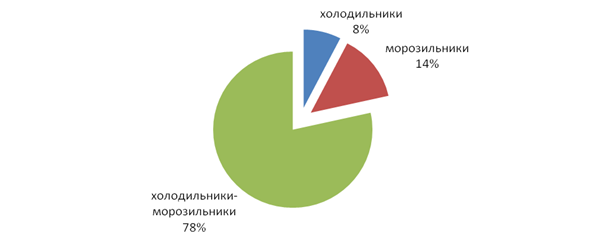
... (ГОСТ 14087.)* * Его статус – утратил силу в РФ 2. Практическая часть 2.1 Цели и задачи исследования Основной целью курсовой работы является исследование ассортимента бытовых холодильных приборов, реализуемых в магазине г. Челябинска «Техно-сила». До текущего, и в настоящее время, бытовые холодильные приборы являются одним из самых популярных, среди населения, востребованным видом ...
... Бугульминского механического завода не следует останавливаться на достигнутом, необходимо постоянно совершенствоваться. 3 Совершенствование управления нематериальной мотивацией на БМЗ 3.1 Разработка предложений и рекомендаций, направленных на стимулирование нематериальной мотивации Проблеме мотивации персонала в нашей стране всегда традиционно уделяли мало внимания, но при этом ...
... . Будем надеяться, что вышеперечисленные меры будут приняты правительством в ближайшее время и помогут притоку национальных иностранных инвестиций. РЕГИОНАЛЬНАЯ ИНВЕСТИЦИОННАЯ ПОЛИТИКА. НА ПРИМЕРЕ РЕСПУБЛИКИ ТАТАРСТАН. Политика "мягкого" вхождения в рынок, заключающаяся в углубленном внимании государства к сохранению промышленного и аграрного потенциала Республики Татарстан, к ...
0 комментариев