Построение круговой диаграммы фаз газораспределения
Определим секундный массовый расход воздуха через компрессор
Неисправности топливной системы
Форсунка
Форсунки с многодырчатыми распылителями
Особенности конструкции форсунки двигателей MAN&BW L-MC
А). Проверка форсунок
Подготовка к притирке распылителя
Основные неисправности форсунки
Процесс топливоподачи
Навигация
Подготовка к притирке распылителя
Судовой двигатель внутреннего сгорания L21/31
82455
знаков
3
таблицы
17
изображений
6.4.6 Подготовка к притирке распылителя
Операцию по притирке приходится производить при каждой плановой ревизии форсунок и тем более при наличии отказов. Используемые при этом приемы и продолжительность операций зависят от состояния зоны уплотнения. В любом случае форсунка разбирается, детали очищают, промывают чистым дизельным топливом, а осушают сжатым воздухом.
Если на игле имеются лаковые отложения, то их необходимо предварительно удалить соответствующими препаратами типа “Sicloe”. До начала операций по притирке необходимо выяснить состояние и местоположение уплотняющего пояска на игле. Для этого на конус иглы в месте несколько выше зоны конца седла тонко заточенной спичкой или иголкой нанести 3-4 капельки притирочной пасты (рис. 6.4.8). Вставить иглу в корпус распылителя и легкими вращательными движениями (без ударов и сильных нажимов) притирать иглу 15-30 секунд. Извлечь иглу, удалить притирочную пасту с конуса иглы и седла. Развести на масле притирочную пасту и нанести снова 3-4 капельки, но уже ближе к месту предполагаемого пояска и притирать иглу с легким нажимом 5-10 сек. Снова очистить иглу и седла и приступить к осмотру с более детальным выяснением состояния и местоположения пояска. Прежде чем приступить к притирке необходимо уяснить и в дальнейшем соблюдать несколько основных правил:
· Фирма “Зульцер” рекомендует использовать карборундовые пасты зернистостью не ниже 500 (это на уровне марок 3А, 4А класса “Very fine”). Этому условию соответствует отечественная паста Государственного оптического института (ГОИ) светло-зеленого цвета (тонкая).
· Избегать попадания пасты на цилиндрическую направляющую часть иглы и отверстия при заводке иглы в корпус и обратно, а так же при чистке седла; Наличие там пасты при притирке приведет к увеличению зазора и необходимости забраковать распылитель. При чистке седла соблюдать указания изготовителя, приведенные в инструкции (использовать деревянные палочки с плотно обтянутой тканью и т. п.).
· В процессе притирки не производить сильных нажимов и ударов, что приведет к царапанию и повреждению поверхностей абразивами. Необходимый эффект притирки со снятием долей микрометров происходит за счет окисления поверхности находящейся в пасте олеиновой кислотой. Мелкие абразивы легко снимают окисленные слои даже при легком воздействии без повреждения чистых поверхностей, которые тут снова окисляются. (Этот процесс называется коррозионно-механическим износом и по форме похож на поведение самополирующих красок, покрывающих подводную часть корпуса. Под действием струй воды тонкие слои краски отделяются вместе с прилипшими микроорганизмами, обеспечивая постоянную чистоту и гладкость наружной обшивки).
· Пасту наносить всегда ниже формируемого пояска уплотнения, создавая тем самым повышенный износ нижележащих поверхностей, создавая раскрытие зазора к низу и продвижение контактной зоны вверх к основанию конуса. По мере притирки паста поднимается вверх и распределяясь по увеличивающейся площади, ее плотность и агрессивность уменьшаются, а абразивные частицы измельчаются (рис. 6.4.9). Поэтому чем выше находятся слои, тем меньше скорость износа, что и обеспечивает сохранение клинового зазора.
· Каждый раз наносить пасту малыми дозами, препятствуя тем самым попаданию свежей (агрессивной) пасты на формируемый поясок и вышележащие поверхности. Необходимую агрессивность в зоне притирки обеспечивают частой сменой пасты с удалением отработанной (по 15-30 сек.).
· Нельзя допускать увеличения длительности работы на одной порции пасты до 3-5 минут, (как указано в некоторых рекомендациях). За длительное время нагреваясь паста высыхает, теряет агрессивность и только царапает, а не полирует поверхность. Скорость износа падает, а качество поверхностей ухудшается. По этой же причине нельзя использовать старую, подохшую пасту. Если даже разбавить ее маслом агрессивность восстановить не удастся.
Указанных выше правил следует придерживаться при всех операциях с использованием притирочных паст, чтобы избежать ошибок, ведущих к нерациональной затрате времени и повреждению поверхностей.
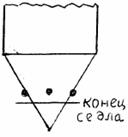
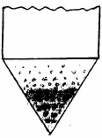
Рис. 6.4.8 Рис. 6.4.9
6.4.7 Притирка иглы и седла
После выявления состояния запирающего пояска возможны несколько вариантов дальнейших действий.
Вариант 1.
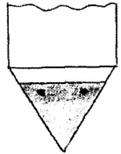
Уплотняющий поясок занимает правильное положение на переходе конуса в цилиндрическую часть, но его ширина увеличена и нижняя кромка четко не просматривается. Задача притирки сводится к уменьшению ширины пояска у форсунок к МОД до 0,1-0,2 мм с приданием четкого очертания нижней границы (для СОД оптимальная ширина пояска может быть на уровне 0,3-0,5 мм). Для этого притирочную пасту 3-4 точками наносят несколько ниже проявившегося блестящего пояска (рис. 6.4.10). Вставить иглу в корпус и легкими вращательными движениями (2-3 оборота всего)
Рис 6.4.10 равномерно распределить пасту по обрабатываемым поверхностям. Далее провести короткую притирку (15-30 сек.) вращательно ударными движениями. Вытащить иглу и тщательно очистить поверхности.
Нанести снова 3-4 точки уже на самую границу пояска и легкими вращательными движениями (без ударов) провести притирку 5-10 сек. Снова извлечь иглу, очистить ее и седло и осмотреть. Если пара не сильно изношена, то этого бывает достаточно для формирования нужной ширины пояска. Если нет, то операцию повторяют до получения нужного результата. Пара промывается, осушается, собирается.
Примечание. Некоторые специалисты предпочитают окончательную доводочную операцию производить без пасты на масле. При этом происходит выглаживание пояска
без износов- поясок “набивается”.
Вариант 2.
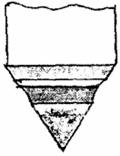
Уплотняющий поясок несколько смещен вниз от основания конуса (рис.6.4.11). На первом этапе задача сводится к смещению пояска вверх в нужную зону для чего пасту наносят ниже кромки пояска и также интервалами 15-30 сек. Производить притирку и замену пасты. Если паста после притирки равномерно распределена по поверхности, то это указывает на отсутствие искажения формы конусов и поясок довольно
Рис.6.4.11 Рис.6.4.12 быстро будет перемещаться вверх к основанию, а окончательную его доводку проводят по варианту 1. Если же игла притиралась многократно, то не исключено, что на конусе под пояском имеется впадина. Такую ситуацию можно отличить по неравномерному распределению пасты после притирочных операций: выступающий поясок будет светлым, а впадина со скопившейся в ней пастой будет выглядеть темной полосой (рис.6.4.12). Ситуация осложняется и потребует большего времени или даже проверки формы седла и его исправления. При достаточной квалификации исполнителя выступ на конусе иглы, на котором находится поясок, можно убрать тонким (мелким) бруском, установив иглу на станок (снять всего 0,01-0,02 мм). После этого притирку повторить.
Вариант 3.
Поясок на игле смещен вниз и притиркой по седлу его не удается исправить. Требуется проверка формы седла в корпусе. Если выяснится нарушение формы седла, то после ее исправления притирку можно повторить по варианту 2.
Проверку и исправление формы седла производят с помощью, притира аналогичного по форме и размерам игл, и отличающегося от нее увеличенным углом конуса (60 градусов 30 минут вместо 60 градусов) и уменьшенным диаметром цилиндрической направляющей части (так, для дизеля RND 68 рекомендуемый диаметр 11,50 мм). В судовых условиях его невозможно изготовить с такой точностью по углу конуса и необходимо сделать заказ на его изготовление. При этом обязательно нужно указать матери: серый чугун СЧ22; СЧ28 (cast iron).
Выбор материала притира мотивирован тем, что он должен быть мягче притираемых поверхностей. (Так для обработки посадочного гнезда под форсунку в стальной цилиндрической крышке притир изготовляют из более мягкого материала бронзы). К тому же серый чугун обладает антизадирными свойствами и не подвержен пластическим деформациям в следствии нулевой пластичности. Поэтому и проверочные плиты делают чугунными. Требование к пониженной твердости по отношению к обрабатываемой поверхности обусловлено тем, что при притирке абразивы способны внедряться в более мягкую поверхность и образуют вместе с нею нечто наподобие абразивного камня. Такая поверхность царапает более твердую, а сама защищена от износа и искажения формы. Как производится обработка седла распылителя чугунным притиром подробно описано в инструкциях к двигателям модификаций RND и RTА фирмы “Зульцер”.
Если причина затрудненной притирки иглы оказалась в изношенности седла, то после исправления его формы операцию можно повторить.
0 комментариев