Навигация
Качество продукции и основные деффекты
37836
знаков
0
таблиц
4
изображения
4. Качество продукции и основные деффекты.
В зависимости от назначения холоднокатаной стали к ней предъявляют различные требования, в том числе требование соответствующей отделки ее поверхности. Эти требования-оговорены соответствующими стандартами и техническими условиями. Так, например, холоднокатаная сталь для автомобильных кузовов (ГОСТ 9045—59) поставляется только 1 и II групп отделки поверхности, тонколистовая качественная углеродистая конструкционная сталь (ГОСТ 914—56) трех групп отделки поверхности, а тонколистовая легированная конструкционная сталь уже четырех групп отделки поверхности. При первой группе отделки поверхности, -высшей по качеству, на лицевой стороне листа поверхностные дефекты не допускаются. На поверхности листов II и III групп отделки допускаемые дефекты не должны превышать величину половины допуска, возможны только легкая рябизна, мелкие царапины, отпечатки и навары от валков. На листах IV группы допускаются примерно те же дефекты, что и на листах II и III групп, но уже в пределах допуска на толщину листа.
В ряде случаев характеристика поверхности листов устанавливается эталонами, согласованными между поставщиком и заказчиком.Высокое качество поверхности холоднокатаного металла во многом предопределяется состоянием поверхности подката.
Поэтому стандартом на подкат качественной углеродистой горячекатаной стали (ГОСТ 1530—42) предусмотрены две группы состояния поверхности стали: группа повышенной и группа нормальной отделки.Сортаментным стандартом на холоднокатаную листовую сталь (ГОСТ 3680—57) предусматривается поставка листов шириной 600—1400 мм, толщиной 0,2—3,9 мм. Длина листов 1200—3500 мм. Сортаментным стандартам (ГОСТ 8596-57) на сталь рулонную холоднокатаную предусматривается поставка ленты шириной от 200—2300 мм и толщиной 0,2—4 мм. Действующими стандартами оговорены допуски по толщине листа и разнотолщинности в зависимости от габаритов листа или ленты и условий поставки. В отдельных случаях техническими условиями оговорены и более жесткие допуски, чем в стандартах.
В зависимости от допускаемых отклонении по толщине листового проката установлены две группы точности: высокая точность (группа А) и повышенная точность (группа Б). В ряде стандартов оговариваются дополнительные требования к холоднокатаной стали исходя из ее назначения. По стандарту ГОСТ 1542—54 на тонколистовую легированную сталь лист поставляется в термообработанном состоянии, а с согласия потребителя без термообработки, но с гарантированными механическими свойствами в отожженном состоянии. В стандарт включены нормы по пределу прочности и относительному удлинению. Оговаривается также допускаемая коробоватость на 1 пог. м по длине и ширине листа и контроль на обезуглероживание.
Рядом стандартов и технических условий оговариваются требования к холоднокатаной стали, основанные на способности металла к вытяжке. Так, например, по ГОСТ 914—56 на тонколистовую качественную углеродистую конструкционную сталь по способности металла к вытяжке листы подразделяют на три группы: ВГ—весьма глубокой вытяжки, Г—глубокой вытяжки и Н—нормальной вытяжки.
Этим стандартом для соответствующей группы вытяжки предусматриваются требования к величине зерна, полосчатости микроструктуры, механическим свойствам и испытанию на выдавливание по Эриксену.ГОСТ 9045—59 на холоднокатаную сталь для автомобильных кузовов предусматривается поставка металла двух категорий вытяжки: ОСВ—для штамповки деталей с особо сложной вытяжкой и СВ - для штамповки деталей со сложной вытяжкой.
Виды дефектов холоднокатаных листов и полос очень многочисленны. Некоторые из них специфичны, т.е. относятся только к какому-либо конкретному виду продукции. Например, при производстве листов с покрытиями большое место в отбраковке занимают дефекты покрытий. Отдельные виды продукции имеют классификаторы дефектов, включающие 30-40 и более наименований. Ниже рассмотрены только самые типичные виды дефектов, причем многие из них свойственны как холоднокатаным, так и горячекатаным листам.
1. Несоблюдение точности размеров и формы листов и полос.
Поскольку холоднокатаные листы в основной массе значительно тоньше, чем горячекатаные, на первый план выходят такие дефекты, как поперечная и продольная разнотолщинность, волнистость, коробоватость. Предупреждение их достигается оптимальной профилировкой валков, применением противоизгиба, введением автоматического управления процессом прокатки.
2. Нарушение сплошности металла. Основной причиной возникновения дефектов такого рода (дыры, трещины, рваная кромка, плены, расслоения и др.) является плохое качество металла исходной горячекатаной заготовки. Вместе с тем некоторые дефекты типа нарушения сплошности могут возникать в результате неправильного осуществления процесса прокатки. При задаче в валки коробоватых полос, когда имеется тенденция к образованию продольной складки, в зоне деформации одна часть полосы смещается относительно другой части. На поверхности металла проступают светлые линии, расположенные под некоторым углом к направлению прокатки (рис. 41, а). Такой дефект называется порезом (или «елкой», если линии располагаются симметрично в продольном направлении). Причиной возникновения этого нередкого дефекта является неудачно подобранная профилировка валков, неравномерное распределение обжатия по ширине полосы.
3. Дефекты поверхности листов и полос относятся к числу наиболее распростаненых. Они вознвкахп на разных переделах. При травлении горячекатаных полос возможны недотрав и перетрав. В первом случае на поверхности полосы остаются темные полосы или пятна нестравленной окалины (рис. 41, б); во втором - поверхность металла получается грубо шероховатой, разъеденной кислотным раствором. Появление этих дефектов требует изменения режима травления. В процессе прокатки на поверхности полос иногда образуются углубления (надавы) или выступы (бугорки). Отпечатки в виде надавов разных форм и размеров обычно появляются вследствие наваривания частиц металла на поверхность валков. В этом случае необходима зачистка поверхности валков, например наждачной шкуркой или абразивным бруском. Бугорки образуются при наличии на поверхности валков вмятин или раковин (от выкрошивання). Валки с грубыми дефектами поверхности должны быть заменены.
Распространенным видом повреждения холоднокатаных листов и полос является вкатанная металлическая крошка (рис. 41, в). Дефект возникает в результате попадания кусочков металла на поверхность прокатываемой полосы. Часто кусочки металла отрываются с кромок полосы, когда на кромках имеются трещины или заусенцы.
При соприкосновении металла с острыми краями проводковой арматуры, при транспортировке и других операциях на поверхности полос образуются риски и царапины. Эти дефекты также могут возникать в результате относительного смещения витков полосы в рулоне при его намотке, размотке и перемещении. Некоторые виды поверхностных дефектов образуются при отжиге холоднокатаного металла. Так, при наличии на поверхности металла после прокатки значительных остатков технологической смазки (эмульсии) возможно появление при отжиге темных пятен и разводов, располагающихся в основном вблизи кромок полос или листов. Этот дефект часто называют пригаром эмульсии. Для его предотвращения следует избегать применения слишком концентрированных эмульсий и в максимальной степени удалять остатки смазки с поверхности полос после прокатки, что достигается сдуванием или другими метолами.
4. Отклонения по структуре и физико-механическим свойствам металла зависят главным образом от выполнения предписанных режимов термической обработки. Вместе с тем следует иметь в виду большое влияние режимов деформации, которые должны быть выбраны с учетом конечных свойств металла.
Похожие работы
... рулонной стальной полосы (холодная прокатка с небольшими обжатиями в пределах 0,5/3,0%) применяют четырехвалковые станы: одноклетевые нереверсивные, одноклетевые реверсивные, двухклетевые нереверсивные. Холодную прокатку полос и листов из алюминиевых сплавов осуществляют на реверсивных и нереверсивных одноклетевых четырехвалковых станах с бочкой валков длиной 1700/2800 мм или на непрерывных ...
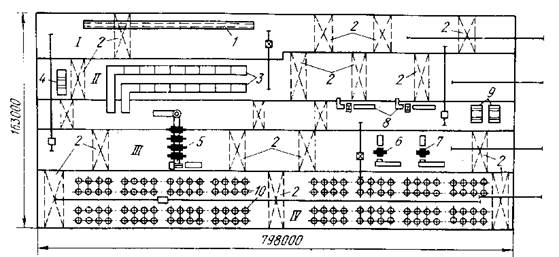
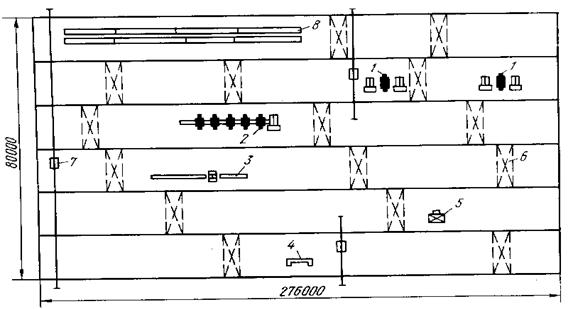
... Первая очередь цеха холодной прокатки введена в эксплуатацию в 1963 г., оборудование стана расположено в 12 пролетах (Рисунок 2). Рисунок 2. Схема расположения основного технологического оборудования стана холодной прокатки 1700 Мариупольского металлургического комбината им. Ильича: I - склад горячекатаных рулонов, II - пролет стана, III - машинный зал, IV - пролет газовых колпаковых печей, ...





... : 1. Электрофасоннолитейный цех (ЭФЛЦ) 2. Сортопрокатный цех (СГЩ) Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот» 3 Листопрокатный цех (ЛПЦ) 4 Сталепроволочный цех (СтПЦ) 5 Калибровочный цех 6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ) Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и ...
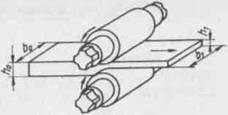
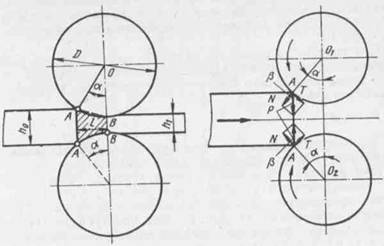
... h0 -- h1 ∆h Рис. 21.2. Очаг деформации и угол захвата при прокатке Эта формула выражает зависимость между углом захвата а, обжатием Ah и диаметром валков D. Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата со стороны каждого валка на металл действуют две силы (рис. 21.3): нормальная (радиальная) ...
0 комментариев