Навигация
В термических отделениях будут широко применяться агрегаты
37836
знаков
0
таблиц
4
изображения
5. В термических отделениях будут широко применяться агрегаты
непрерывного отжига с вертикальными или горизонтальными протяжными печами.
Практика подтвердила большие преимущества этих агрегатов:
возможность достаточно простого регулирования температурно-скоростных параметров обработки, удобство механизации и автоматизации, высокую производительность.
б. Основные объекты современных цехов холодной прокатки, будучи агрегатами непрерывного действия и имея соизмеримую производительность, могут быть объединены в единые, совмещенные линии. Уже имеется положительный опыт включения дрессировочных станов в состав агрегатов непрерывного отжига. Проходит испытания вариант совмещения станов холодной прокатки с агрегатами непрерывного травления. Имеются сведения, что при создании совмещенных линий травления-прокатки капитальные затраты снижаются на 18 %.
7. Будет расширяться выпуск листовой продукции с защитными и декоративными металлическими и неметаллическими покрытиями. Это значительно повышает эффективность ее использования в народном хозяйстве.
8. Нормальное функционирование новых, высокопроизводительных цехов холодной прокатки невозможно без использования автоматических систем управления технологическим процессом (АСУ ТП). Применение АСУ дает положительные результаты на всех переделах, но особенно необходимо оно на основном технологическом агрегате - непрерывном или реверсивном прокатном стане, где в настоящее время автоматизированно выполняются многие операции: подача и уборка рулонов, задача полосы в клети, установка валков в рабочее положение, перевалка рабочих валков и др. Качество выпускаемой продукции в решающей степени зависит от работы автоматических систем, управляющих самим процессом прокатки. К их числу относятся:
1. Система автоматического регулирования толщины полосы (САРТ).
2. Система автоматического регулирования натяжения (САРН).
3. Система автоматического регулирования профиля и формы полосы (САРПФ).
4. Система автоматической подачи смазочно-охлаждающей жидкости (САПОЖ).
В задачу САРТ входит обеспечение постоянства толщины прокатываемых полос, исключение значительных колебаний по толщине. Работа этой системы осуществляется посредством воздействия на нажимные устройства, а также путем изменения межклетевых натяжений и скорости вращения валков. По некоторым данным, применение САРТ обеспечивает прокатку 99% длины полосы с отклонениями от заданной толщины не более 1-2 %.
САРН является как бы подсистемой САРТ; работа этих систем тесно взаимосвязана. Поддержание величины натяжений на заданном, оптимальном уровне особенно необходимо в переходных режимах прокатки, например при переходе с заправочной скорости на рабочую. САРПФ воздействует на профиль межвалкового зазора (прокатной щели). Одним из наиболее эффективных средств регулирования в этом случае является применение устройств для противоизгиба (или принудительного изгиба) валков.
САПОЖ обеспечивает подачу смазочно-охлаждающей жидкости (СОЖ) на валки и полосу в необходимом, регулируемом количестве. Подача СОЖ ведется раздельно по зонам, выделенным по длине бочки валков. В задачу САПОЖ входит стабилизация теплового состояния валков в процессе прокатки. Для выполнения этой функции вдоль бочки валков располагаются температурные датчики. Регулирование температуры валков осуществляется с точностью ± 5 °С. «Мозгом» автоматических систем управления являются ЭВМ, которые на современных быстроходных станах составляют мощные вычислительные комплексы. Затраты на автоматизацию станов холодной прокатки окупаются за 2-3 года, не считая тех выгод, которые получает потребитель благодаря применению листовой продукции более высокого качества.
6. Технико-экономические показатели производства холоднокатаных листов и полос.
Производительность станов холодной прокатки зависит от сортамента прокатываемых полос, скорости прокатки, массы рулонов и количества сварных швов в них, длительности простоев стана и других факторов. Большое влияние на производительность оказывает степень автоматизации станов.
Практически возможная часовая производительность определяется по общей формуле. Под величиной G в данном случае следует понимать массу рулона. Коэффициент использования стана Ки
составляет 0,85-0,90. Такт прокатки Т можно представить как сумму машинного времени Tм и времени пауз Тп. При определении машиного времени Тм необходимо учитывать изменение скорости на протяжении прокатки рулона. Как отмечалось ранее, на непрерывных станах скорость снижается в период заправки полосы и выдачи заднего конца, а также при прохождении сварных швов. Например, при прокатке на непрерывном стане двойных рулонов в соответствии с диаграммой (циклограммой) на рис. 182 машинное время будет Тм = Т1 + Т2 + Т3 + Т4+ Т5 + Т6 + Т7 + Т8. Время паузы Тп = Т9.
 |
При прокатке на реверсивных станах часовая производительность определяется по формуле:
где åТм - сумма машинного времени во всех проходах; åТв - сумма времени вспомогательных операций; åТп - сумма времени пауз между проходами.
Ниже приведены практические данные по часовой производительности основных типов станов при холодной прокатке углеродистых конструкционных сталей и жести:
Тип стана Производительность, т/ч
Непрерывный, 4-или 5-клетевой....……………..........150-500
Бесконечной прокатки, 5-клетевой .........…………....250-800
Непрерывиый, 5- или 6-клетевой жестепрокатный ..50-200
Одноклетевой реверсивный кварто.........…………....30-100
Большой разбег в значениях часовой производительности для станов одного и того же типа объясняется сильной зависимостью этого показателя от толщины и ширины прокатываемых полос. При прокатке специальных сталей и цветных металлов производительность значительно, часто в несколько раз, ниже, чем при прокатке углеродистых сталей. Например, при прокатке широкополосной коррозионностойкой (нержавеющей) стали на реверсивных многовалковых станах производительность составляет примерно 5-15 т/ч.
Фактическое число часов работы в году, необходимое для расчета годовой производительности, для большинства станов холодной прокатки находится в пределах 7000-75004; в отдельных случаях оно бывает меньше, порядка 6000-6500 ч.
Показатели расходе металла, других материалов и энергоносителей существенно зависят от вида продукции, типа прокатного стана и принятой технологии на всех переделах. При произволстве распространеникх видов холоднокатаных листов и полос расходные коэффициент металла Кр.м (от горячекатаной заготовки) составляет:
Вид продукции
Полосы и липы из углеродистой и визколегироваяной стали..1,06-1,11
Жесть белая электролитического лужении ..........…………....... 1,08-1,13
Эпектротехническая сталь ......................……………………....... До 1,37
Расход алектрознергии при прокатке углеродистой стали, жести и электротехнической стали соответственно составляет: 90-120, 250-400 и 400-550 кВт-ч/т. Эти данные включают затраты электроэнергии на термообработку и отделку металла.
Расход тепла на термообработку углеродистой стали составляет 0,96-1,1 МДж/т.
Расход кислоты на травление существевво зависит от вида применяемой кислоты.
При сернокислотном травлении на 1 т горячекатаных полос расходуется 10-15 кг H2SO4 (концентрацией 96%); при солянокислотном, с учетом регенерации - 2-3 кг НС1 (концентрацией 33 %). В этом проявляется одно из преимуществ солянокислотного травления.
Расход валков (рабочих) на 1т проката составляет: на непрерывных и реверсивных станах кварто 0,6-1,5 кг, на многовалковых станах 0,5— 0,6 кг, на дрессировочных ставах 0,1—0,2 кг. Расход опорных валков примерно в 1,5 раза ниже, чем рабочих.
Основную часть себестоимости холоднокатаных листов и полос, как и горячекатаных, составляет стоимость исходной заготовки. Расход по переделу в цехе холодной прокатки в большинстве случаев находятся в пределах10-20%себестоимости.
Литература:
1. А.П. Грудев, Л.Ф. Машкин, «Технология прокатного производства».
2. Н.И. Шефтель «Холодная прокатка листовой стали».
3. Н.И. Шефтель «Производство калиброванной и холоднокатанной стали».
4. Ф.Л. Панасенко «Холодная прокатка тонколистовой стали».
5. Я.Д. Васильев, М.М. Сафьян «Производство полосовой и листовой стали», К, Высшая школа, 1976.
6. М.М. Сафьян, В.Л. Мазур «Технология процессов прокатки и волочения».
Похожие работы
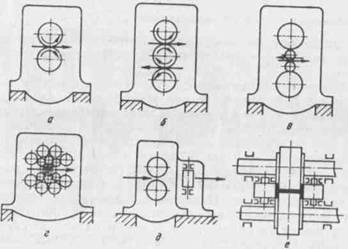
... рулонной стальной полосы (холодная прокатка с небольшими обжатиями в пределах 0,5/3,0%) применяют четырехвалковые станы: одноклетевые нереверсивные, одноклетевые реверсивные, двухклетевые нереверсивные. Холодную прокатку полос и листов из алюминиевых сплавов осуществляют на реверсивных и нереверсивных одноклетевых четырехвалковых станах с бочкой валков длиной 1700/2800 мм или на непрерывных ...
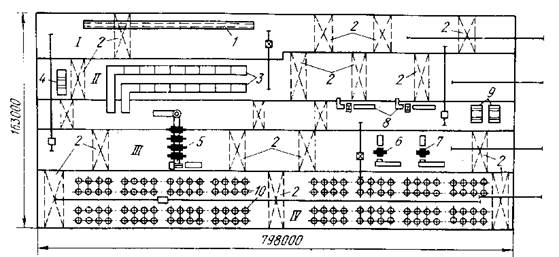
... Первая очередь цеха холодной прокатки введена в эксплуатацию в 1963 г., оборудование стана расположено в 12 пролетах (Рисунок 2). Рисунок 2. Схема расположения основного технологического оборудования стана холодной прокатки 1700 Мариупольского металлургического комбината им. Ильича: I - склад горячекатаных рулонов, II - пролет стана, III - машинный зал, IV - пролет газовых колпаковых печей, ...





... : 1. Электрофасоннолитейный цех (ЭФЛЦ) 2. Сортопрокатный цех (СГЩ) Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот» 3 Листопрокатный цех (ЛПЦ) 4 Сталепроволочный цех (СтПЦ) 5 Калибровочный цех 6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ) Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и ...
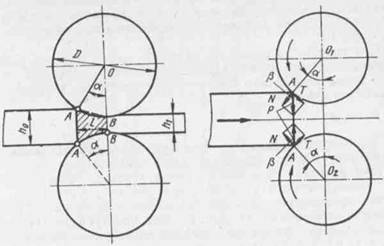
... h0 -- h1 ∆h Рис. 21.2. Очаг деформации и угол захвата при прокатке Эта формула выражает зависимость между углом захвата а, обжатием Ah и диаметром валков D. Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата со стороны каждого валка на металл действуют две силы (рис. 21.3): нормальная (радиальная) ...
0 комментариев