ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПРИЕМКУ ДЕТАЛИ
Операция слесарная - верстак
Операция автоматная
РАСЧЁТ
НОРМ ВРЕМЕНИ НА ВСЕ ОПЕРАЦИИ. УСТАНОВЛЕНИЕ РАЗРЯДОВ
Операция слесарная
ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРНОЙ ОПЕРАЦИИ
ВЫБОР ПОТРЕБНОГО КОЛИЧЕСТВА ПОДЪЁМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
РАСЧЁТ
ПРОИЗВОДСТВЕННЫХ ПЛОЩАДЕЙ, ОПИСАНИЕ ПЛАНИРОВКИ УЧАСТКА
Мероприятия по противопожарной защите
ОПРЕДЕЛЕНИЕ СТОИМОСТИ МАТЕРИАЛА
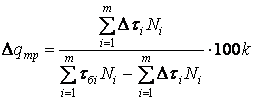
РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ПРОЕКТА И УРОВНЯ РЕНТАБЕЛЬНОСТИ
Навигация
Операция слесарная - верстак
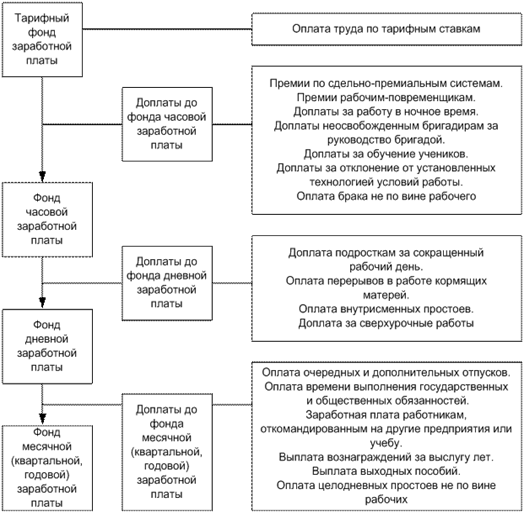
Планирование участка и производственные расчеты
73989
знаков
6
таблиц
0
изображений
40 Операция слесарная - верстак
Соблюдать инструкцию по ТБ.
1.Зачистить заусенца после сверловки.
2.8 ВЫБОР БАЗ
Базой называют поверхность, заменяющую ее совокупность поверхностей, ось, точку детали или сборочной единицы, по отношению к которым ориентируются другие детали изделия иди поверхности детали, обрабатываемые или собираемые на данной операции,
Группу конструкторских баз составляют основные и вспомогательные базы, учет которых при конструировании (выборе форм поверхностей, их относительного положения, простановки размеров, разработке норм точности и т.п.) имеет существенное значение. Основная база определяет положение самой детали или сборочной единицы в изделии, а вспомогательная база- положение присоединяемой детали или сборочной единицы относительно данной детали.
Технологической базой называют поверхность, определяющую положение детали или сборочной единицы в процессе их изготовления .
Станок продольно-фрезерный ГФ I400. Базирование обрабатываемого изделия производится по фланцам Æ 240мм и фланцу Æ 215мм. (Призма)
Станок МК 112.
Базирование производится по отверстиям Æ 100мм .(Кулачки)
Станок 1Б 284.
Базирование производится по двум фланцам Æ 230мм и фланцу Æ 215мм. (Кулачки)
Станок 1АМО 443
Базирование- по двум фланцам Æ 230мм. (Призма)
2.9 ПОДБОР ОБОРУДОВАНИЯ ПО ОПЕРАЦИЯМ
10 Операция фрезерная
На фрезерную операцию предлагаем взять продольно-фрезерный специальный станок модели ГФ 1400 C16H8. Станок предназначен для фрезерования прибылей одновременно с трех сторон в детали ГЛ 21003 - 100 АСБ.
Материал детали сталь 251-11 ГОСТ 977-75.
Основные данные станка ГФ 1400:
Размеры рабочей поверхности стола по ГОСТ 6955-70:
ширина 500мм
длина 1250мм
Наибольшее перемещение стола 1250мм
Количество подач стола 18
Пределы подач стола 20-1000 мм/мин
Скорость быстрого перемещения стола 4500мм/мин
Количество горизонтальных шпинделей 2
Количество вертикальных шпинделей 1
Наибольшее перемещение гильз шпинделей:
1 шпиндель 200мм
2 шпиндель 200мм
3 шпиндель 200мм
Расстояние от поверхности стола до торца
вертикального шпинделя 30-550 мм
Количество скоростей вращения шпинделей:
1 шпиндель 19
2 шпиндель 19
3 шпиндель 19
Пределы частоты вращения шпинделей:
1 шпиндель 25-1600 об/мин
2шпиндель 25--I600 об/мин
3 шпиндель 25-1600 об/мин
Габаритные размеры станка:
длина 4290мм
ширина 3425мм
высота 2900мм
Мощность главного привода 7,5х3 КВт
Масса станка 13100 кг
Цена 186710 тенге
15 Операция автоматная, токарная
На токарную операцию предлагаем взять специальный фланце-токарный станок МК 112.
Основные данные станка:
Наибольший диаметр обрабатываемой детали над станиной -40вмм, Расстояние между центрами 710мм
Длина обработки одним суппортом 640мм
Частота вращения шпинделя 12,5-2000вб/мин
Пределы рабочих подач:
продольных 0,0 7-4,16 мм/об
поперечных 0,04-2,08мм/об
Габариты станка:
ширина 2010мм
длина 2522мм
высота 1324мм
Масса станка 2178кг
Мощность главного привода 7,5кВт
Похожие работы

... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...
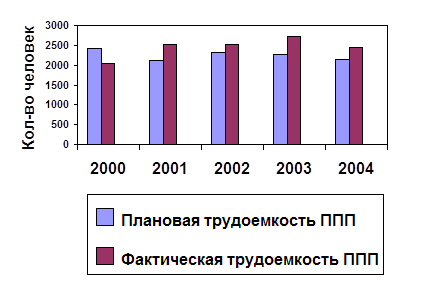
... – перечень факторов, увеличивающих трудоемкость в планируемом периоде; J=1,2,3...N – перечень факторов и мероприятий, уменьшающих трудоемкость работ в планируемом периоде. Расчет численности представлен в таблице 5.1. Результаты планирования показателей численности промышленно-производственного персонала в сопоставлении с базисными показателями приводятся в таблице 5.2 Таблица 5.1- ...
... номенклатурно-количественных позициях, устанавливаемых расчленением комплектов, предусмотренных планом цеха, а в программе на месяц устанавливаются сроки запуска и выпуска соответствующих партий деталей. В основе планирования серийного производства лежат календарно-плановые нормативы, включающие: размер партии изготовления изделия; нормативный размер партий и периодичность их запуска; ...
... работников данного цеха; - доля (коэффициент) численности общезаводского персонала (аппарат управления, вспомогательных и обслуживающих цехов), в общей численности промышленно-производственного персонала. 7.2 Планирование численности рабочих Методы расчета численности рабочих зависят от выполнения ими нормируемых или ненормируемых работ. На практике применяются два дополняющих друг друга ...
0 комментариев