КРАТКАЯ ХАРАКТЕРИСТИКА И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ПРЕДПРИЯТИЯ ЗАО «НВС»
Требования к готовой продукции
Принципы расстановки оборудования
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ КОЛБАСНОГО ЦЕХА
Подбор оборудования для технологической линии производства колбасных изделий
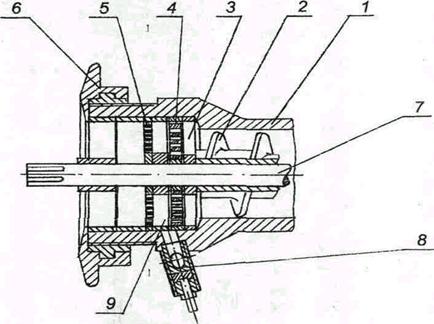
ПРОЕКТИРОВАНИЕ КОНСТРУКЦИИ КУТТЕРА
Патентный поиск
Технологический расчет куттера
Расчет привода ножевого вала
БЕЗОПАСНОСТЬ ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ
Недостаток естественного света, недостаточная освещенность рабочего места (зоны)
Возможные опасные ситуации при эксплуатации оборудования цеха
Основные средства по проекту
Заключение о экономической целесообразности внедрения предложенных разработок на практике
Навигация
Технологический расчет куттера
Модернизация мини-колбасного цеха
196172
знака
23
таблицы
15
изображений
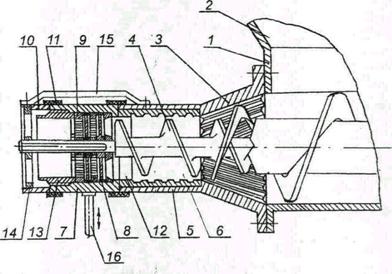
4.3. Технологический расчет куттера.
На предприятиях малой и средней мощности широкое распространение получил куттер Л5-ФКМ и ФК-0,125
Куттер предназначен для тонкого измельчения фарша при выработке сарделек, сосисок и вареной колбасы по ГОСТ 23670-79. Однако малое число пар ножей, равное 2, и недостаточная угловая скорость вращения куттерного вала не позволяют качественно измельчать фарш. При паспортной скорости резания V = 65 м/с фактическое число оборотов двигателя (мин-1) куттерного вала составляет:
![]() (4.5)
(4.5)
где V = 65 м/с = 65×60 = 3900 м/мин;
p = 3,14159; DГ = 500мм - номинальный наружный диаметр куттерной головки.
Отсюда
![]() .
.
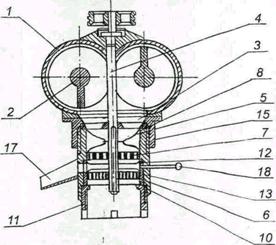
В целях улучшения качества измельчения фарша фирма СПТО «Инструмент» модернизировала куттер, увеличив число пар ножей.
Были изготовлены 6- и 8-ножевые куттерные головки и проведены сравнительные производственные испытания на одном из колбасных предприятий С. – Петербурга. Измельчали фарш для вареной колбасы «Русская» по ГОСТ 23670-79. Плотность фарша, загружаемого в куттер, составляла r = 1000 кг/м3. При работе 8-ножевой головкой сила тока в цепи куттерного вала не превышала 45А.
Угловая скорость вращения чаши во всех опытах составляла 0,23 с-1. Мощность резания (Вт) 8-ножевой головкой равняется:
![]() (4.6)
(4.6)
где I = 45 А — по обмеру – сила тока; U = 380 В – напряжение тока; cosj = 0,85 – по паспорту электродвигателя вращения куттерного вала;
NРЕЗ = 45×380×1,73×0,85 = 25145 Вт = 25,145 кВт - по паспорту куттера мощность электродвигателя ножевого вала равна 27 кВт, что позволило применять 8-ножевую головку.
Техническая характеристика куттера
Геометрическая емкость чаши V=0,125 м3 = 125 л
Число парных ножей 2
Коэффициент загрузки а = 0,6;
Частота вращения:
ножей 21,7/43,4 с-1
чаши 0,15/0,23 с-'
Мощность электродвигателя ножевого вала 22/27 кВт
Установленная мощность 30,63 кВт
Куттер работает при атмосферном давлении. Во всех опытах зазор между ножами и чашей устанавливался по щупу 1мм.
Ножи были заточены по одному шаблону; острота их лезвия контролировалась бинокулярной лупой и равнялась f = 0.
Ножи изготовлены из стали 60С2А по ГОСТ 14959-79 и имели антикоррозионное покрытие Хмол6 по ГОСТ 9.306-85. Толщина ножей S = 5±0,03 мм; угол заострения режущего клина ножей во всех опытах d = 15°40'. Разность массы ножей не превышала 5 г.
Производительность куттерования (кг/ч) при применении 8-ножевой головки составляет:
![]() (4.7)
(4.7)
где V - геометрическая емкость чаши, м3; a - коэффициент загрузки по основному сырью; r - плотность куттеруемого фарша, кг/м3. Измерялась на электронных весах путем взвешивания куска фарша размерами 50-100-250 (мм); t – длительность куттерования, мин.
![]()
Крутящий момент резания (кг/см) 8-ножевой головки составляет:
![]() (4.8)
(4.8)
где N – мощность резания, кВт; NКУТ – число оборотов куттерного вала, мин-1; NКУТ = 43,4 с-1 × 60 об/мин.
![]()
Окружное усилие резания (кгс) 8-ножевой головкой определяли по формуле:
![]() (4.9)
(4.9)
где МКР – крутящий момент резания, кг/см; DГ– номинальный диаметр куттерной головки, см;
![]()
Такое небольшое усилие резания позволило увеличить время работы ножей до переточки в 3 раза по сравнению с 4-ножевой головкой. При работе 8-ножевой головкой стойкость куттерных ножей до переточки составила 72ч.
Необходимо отметить, что для качества измельчения фарша большое значение имеет схема расположения куттерных ножей в пространстве. Наиболее оптимальной следует признать «лепестковую» схему. Эта схема позволяет получить наибольшее поле резания за один оборот вала и чаши куттера. Однако парная конструкция ножевых блоков снижает поле резания. Расширить его для куттера Л5-ФКМ можно за счет увеличения числа парных ножей, что и рассмотрено выше.
Похожие работы
... колбас 1.2 Расчет основного сырья, готовой продукции, вспомогательных материалов, тары и упаковки Для выбора наиболее эффективных технологических схем, соответствующих производственной мощности проектируемого колбасного цеха выполняют продуктовые расчеты, результатом которого является определение массы исходного сырья, полуфабрикатов, вторичных продуктов и отходов. Исходными данными для ...
... , обжарка и варка); охлаждение и хранение. В результате предлагаемой модернизации сократятся расход энергии, ручной труд, повысится качество продукции. Предложенную модернизацию оборудования в линии производства вареных колбас можно провести силами ремонтной мастерской. Ремонтная мастерская обладает всем необходимым набором оборудования для проведения ремонта и изготовления деталей своими ...
... в муниципальном районе Бижбулякский район Республики Башкортостан. Таблица 9 Основные производственные показатели животноводства и производства мяса в муниципальном районе Бижбулякский район Республики Башкортостан. Показатель 2007 2008 2009 2009/2007, % Поголовье молодняка свиней всего, гол. 7370 7406 7480 101,5% Производство мяса, ц. 425 405 599 140,9 Среднереализационная ...
... в таблицах 7-8. Из сведений, представленных в таблице следует, что органолептические показатели полукопченых колбас Таллиннской, Одесской и Липецкой соответствуют требованиям нормативных документов ГОСТ 16351-86 и ТУ 61 РК 01-99-2000. Оценка качества сырья и готовой продукции Контроль качества готовой продукции проводится в сертифицированной лаборатории санитарно эпидемической ...
0 комментариев