КРАТКАЯ ХАРАКТЕРИСТИКА И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ПРЕДПРИЯТИЯ ЗАО «НВС»
Требования к готовой продукции
Принципы расстановки оборудования
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ КОЛБАСНОГО ЦЕХА
Подбор оборудования для технологической линии производства колбасных изделий
ПРОЕКТИРОВАНИЕ КОНСТРУКЦИИ КУТТЕРА
Патентный поиск
Технологический расчет куттера
Расчет привода ножевого вала
БЕЗОПАСНОСТЬ ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ
Недостаток естественного света, недостаточная освещенность рабочего места (зоны)
Возможные опасные ситуации при эксплуатации оборудования цеха
Основные средства по проекту
Заключение о экономической целесообразности внедрения предложенных разработок на практике
Навигация
Расчет привода ножевого вала
Модернизация мини-колбасного цеха
196172
знака
23
таблицы
15
изображений
4.4. Расчет привода ножевого вала.
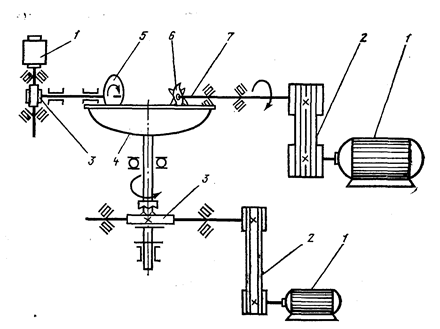
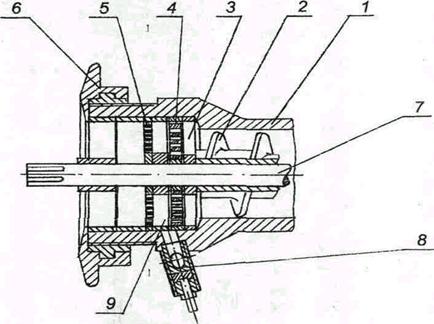
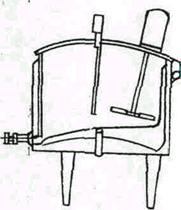
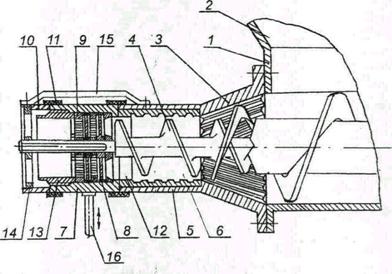
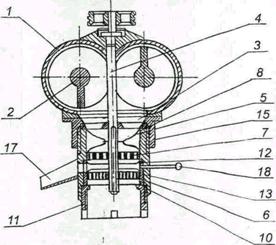
Кинематическая схема куттера.
1 — электродвигатели; 2 — клиноременные передачи; 3 — редукторы; 4 — чаша; 5 — тарелка выгружателя; 6 — ножевая головка; 7 — ножевой вал
Производим расчет работоспособности клиноременной передачи ножевого вала.
В куттере данного вида привод ножевого вала осуществляется следующим образом: крутящий момент от электродвигателя передается на ведущий шкив клиноременной передачи, далее на ведомый через клиновые ремни. Ведомый шкив в свою очередь передает крутящий момент ножевому валу, на котором он насажен при помощи шпоночного соединения.
Расчет проводим на ЭВМ.
Для оценки работоспособности ножевого вала производим его расчет на ЭВМ.
ПОЛЬЗОВАТЕЛЬ: Горшков Павел Павлович, М-5-6
<<РАСЧЕТ КЛИНОРЕМЕННОЙ ПЕРЕДАЧИ>>
ИСХОДНЫЕ ДАННЫЕ
МОЩНОСТЬ НА ВЕДУЩЕМ ШКИВЕ (кВт) P1=27,0
ЧАСТОТА ВРАЩЕНИЯ (Об/мин) N1=3000
ПЕРЕДАТОЧНОЕ ОТНОШЕНИЕ I=1
КОЭФФИЦИЕНТ РЕЖИМА НАГРУЗКИ C=1,2
НАПРЯЖЕНИЕ НАЧАЛЬНОГО НАТЯЖЕНИЯ(МПа) G=1,2
РЕЗУЛЬТАТЫ СЧЁТА
СЕЧЕНИЕ РЕМНЯ А
ТРЕБУЕМОЕ ЧИСЛО РЕМНЕЙ Z1=7,210976
ПРИНЯТОЕ ЧИСЛО РЕМНЕЙ Z=8
РАСЧЕТНАЯ ДЛИНА РЕМНЯ L=2000
ДИАМЕТР ШКИВА (мм) D1=150
ДИАМЕТР ШКИВА (мм) D2=150
ПЕРЕДАТОЧНОЕ ОТНОШЕНИЕ I1=1,010101
МЕЖОСЕВОЕ РАССТОЯНИЕ (мм) 694,3
СКОРОСТЬ РЕМНЯ (м/с) V=23,56194
ЧАСТОТА ПРОБЕГОВ РЕМНЯ (1/С) 11,78097
СИЛА ДЕЙСТВУЮЩАЯ НА ВАЛ (Н) F=1555
ОЦЕНКА РАБОТОСПОСОБНОСТИ ВАЛА
Пользователь: Горшков Павел Павлович
г===================================================================
¦ ИСХОДНЫЕ ДАННЫЕ
¦======================================T============================
¦ Материал вала ¦ 40Х
¦ Предел прочности ¦бв =730.00 [МПа]
¦ Предел текучести ¦бт =500.00 [МПа]
¦ Длина вала ¦L =1125.00 [мм]
¦ Координата левой опоры ¦Za =260.00 [мм]
¦ Координата правой опоры ¦Zb =800.00 [мм]
¦ Диаметр 1-й шестерни ¦D1 =270.00 [мм]
¦ Координата приложения Fr1,Ft1,Fa1 ¦Zf.=100.00 [мм]
¦ Сила ¦Fr1=562.00 [Н]
¦ Сила ¦Ft1=0.00 [Н]
¦ Сила ¦Fa1=300.00 [Н]
¦ Диаметр 2-й шестерни ¦D2 =150.00 [мм]
¦ Координата приложения Fr2,Ft2,Fa2 ¦Zf.=830.00 [мм]
¦ Сила ¦Fr2=1555.00 [Н]
¦ Сила ¦Ft2=3496.50 [Н]
¦ Сила ¦Fa2=0.00 [Н]
¦ Крутящий момент вала ¦T =94070.00 [Н*мм]
¦ Коэффициент перегрузки ¦Kп =1.70
L======================================¦============================
г===================================================================
¦ РЕЗУЛЬТАТЫ СЧЕТА :
¦======================================T============================
¦ Координата опасного сечения ¦Zоп.с.=170.00 [мм]
¦ Изгибающий момент в опасном сечении ¦Moп.с.=165451.23 [Н*мм]
¦ Диаметр в опасном сечении ¦Dоп.с.=60.00 [мм]
¦ Реакция в опоре A ¦ Ra =1497.58 [мм]
¦ Реакция в опоре B ¦ Rb =5451.75 [мм]
¦ Фактор концентрации напряжений ¦ шпонка
¦Фактор концентр. напряжений при изгибе¦ Kб =1.70
¦Фактор концентр. напряжений при круч. ¦ Kt =1.25
¦ Запас прочности по усталости ¦ S =1.02
¦ Запас прочности по текучести ¦ Sт =2.28
L======================================¦============================
4.5. Техническое обслуживание куттера.
Условия эксплуатации, требования к техническому обслуживанию и ремонту.
Непрерывная работа куттера 2 смены.
Периодичность технического обслуживания 8...9 часов.
Численность обслуживающего персонала 1 чел.
Куттер должен эксплуатироваться в помещении с номинальными значениями климатических факторов для вида климатического исполнения УХЛ4 по ГОСТ 15150-80.
Работы по пуску и наладке куттера начинают с проверки установки машины согласно проекту и надежности крепления куттера к фундаменту. Куттер обычно устанавливают на фундаменте или бетонных перекрытиях и крепят фундаментными болтами.
Горизонтальность установки чаши контролируют при помощи уровня или водой, наливая ее в чашу (уровень воды в чаше должен быть одинаков со всех ее сторон). Затем проверяют комплектность машины, наличие подшипников, приводных шкивов, клиновых ремней и режущего инструмента.
При ревизии куттера частично разбирают его. Снимают ножи с ножевого вала. Все детали очищают от загрязнений. Смазывают подшипники куттера, заливают масло в редуктор, натягивают клиновые ремни.
Количество устанавливаемых на ножевом валу ножей зависит от вида фарша и вырабатываемой продукции. Ножи подбирают по массе. Допускается разность в массе не более 3...5г. последовательность установки ножей должна строго соответствовать схеме. Перед установкой на ножевой вал привалочные торцевые поверхности устанавливаемых ножей и промежуточных колец тщательно притирают. Зажимную гайку вращают против часовой стрелки до полного и надежного закрепления ножей. Затем производят внешний осмотр, проверяют крепление резьбовых соединений, правильность установки шкивов, параллельность и соосность валов. Кроме того, контролируют надежность крепления ножей, качество из заточки и балансировку ножевого вала. Затем проверяют и регулируют наличие необходимых зазоров: между ножами и чашей (1,5...2мм), между крышкой и чашей (0,1...0,15мм), между чашей и тарелкой для выгрузки продукта (1...3мм). Необходимо установить и проверить надежность электроблокировки всех предохранительных устройств и правильность вращения ножевого вала.
После этого испытывают их на холостом ходу. Холостую обкатку куттера начинают с прокручивания начинают с прокручивания валов его вручную с помощью клиноременной передачи. При этом контролируют правильность и легкость вращения. Затем уже приступают к холостой обкатке с помощью электродвигателя которая продолжается 3...4 часа предварительно убедившись в правильности вращения вала электродвигателя. Во время обкатки куттера на холостом ходу проверяют вращение чаши на первой и второй скорости, нагрев подшипников ножевого вала, уровень шума, а также работоспособность электроблокировки защитной крышки и механизма выгружателя. Требуемый зазор между ножом и чашей достигается перемещением ножа на валу в направлении, перпендикулярном оси вала.
После холостой обкатки куттер опробуют на сырье (фарш), которое загружают во вращающуюся чашу. Туда же добавляют по нормам специи и воду. Куттерование производят в течении 8...12мин, причем при первоначальном опробовании на сырье загрузка чаши должна составлять 60...70% полной ее емкости. Основные неисправности куттера и меры по их устранению указаны в таблице 4.2.
Таблица 4.2.
Основные неисправности куттера и меры их устранения| Неисправность | Причина возникновения | Меры по устранению |
| При включении электродвигателя он гудит, но не вращается | Отсутствие напряжения на одной из фаз | Проверить напряжение на клеммах электродвигателя |
| Частота вращения чаши куттера меньше предусмотренной или чаша вращается неравномерно, с остановками | Недостаточное натяжение клиноременной передачи Подшипники вала чаши неисправны | Обеспечить натяжение клиновых ремней Осмотреть и отремонтировать подшипники вала |
| Фарш плохо измельчается и нагревается | Затупились серповидные ножи или слишком велик зазор между ножами и чашей, фарш недостаточно охлаждается при измельчении | Заточить серповидные ножи, отрегулировать зазор между ножами и чашей, увеличить подачу снега, льда или холодной воды в фарш |
| При работе куттера слышен стук в чаше | Разработались подшипники, ножи задевают за стенки чаши Ослабло крепление ножей на валу В чашу попало постороннее твердое тело | Осмотреть подшипники, проверить выработку и отремонтировать подшипники Закрепить ножи на валу Удалить посторонний предмет |
| Нагрев подшипников ножевого вала | Подшипники установлены с перекосом или работают с недостаточным количеством смазки | Проверить правильность размещения и закрепления корпусов подшипников, устранить перекос, обеспечить подачу смазки |
| Фарш не выгружается из чаши после измельчения | Не вращается разгрузочный диск, так как не работает блок-контакт | Проверить работу блок-контакта, найти обрыв электропроводки и устранить его, зачистить контакты |
Похожие работы
... колбас 1.2 Расчет основного сырья, готовой продукции, вспомогательных материалов, тары и упаковки Для выбора наиболее эффективных технологических схем, соответствующих производственной мощности проектируемого колбасного цеха выполняют продуктовые расчеты, результатом которого является определение массы исходного сырья, полуфабрикатов, вторичных продуктов и отходов. Исходными данными для ...
... , обжарка и варка); охлаждение и хранение. В результате предлагаемой модернизации сократятся расход энергии, ручной труд, повысится качество продукции. Предложенную модернизацию оборудования в линии производства вареных колбас можно провести силами ремонтной мастерской. Ремонтная мастерская обладает всем необходимым набором оборудования для проведения ремонта и изготовления деталей своими ...
... в муниципальном районе Бижбулякский район Республики Башкортостан. Таблица 9 Основные производственные показатели животноводства и производства мяса в муниципальном районе Бижбулякский район Республики Башкортостан. Показатель 2007 2008 2009 2009/2007, % Поголовье молодняка свиней всего, гол. 7370 7406 7480 101,5% Производство мяса, ц. 425 405 599 140,9 Среднереализационная ...
... в таблицах 7-8. Из сведений, представленных в таблице следует, что органолептические показатели полукопченых колбас Таллиннской, Одесской и Липецкой соответствуют требованиям нормативных документов ГОСТ 16351-86 и ТУ 61 РК 01-99-2000. Оценка качества сырья и готовой продукции Контроль качества готовой продукции проводится в сертифицированной лаборатории санитарно эпидемической ...
0 комментариев