Навигация
Анализ и экономическая оценка сборочного производства
27040
знаков
0
таблиц
1
изображение
Министерство образования и науки Украины
Восточноукраинский национальный университет им.Даля РЕФЕРАТ на тему: «Анализ и экономическая оценка сборочного производства»Выполнил: студент группы УП-211 Зарубин Е.А.
Проверил: Хаустова А.В.
Луганск 2002г.
План
1. Сущность сборки
2. Понятие о сборочных единицах
3. Виды сборки: стационарная и подвижная
4. Сварка плавлением
5.Сварка давлением
6. Специальные методы сварки
7. Методы соединения сборочных элементов
1. Сущность сборки
Структура сборочного процесса до настоящего времени еще не определена в такой степени, как это сделано для процесса механической обработки. Сборку трудно выделить из общего процесса производства, так как за основу берут организационный принцип всей работы.
К технологии сборки относят работы, выполняемые производственными рабочими. Транспортные и другие работы, выполняемые вспомогательными рабочими в сборочном цехе, относят к технологическим элементам производственного процесса.
Технологический процесс сборки машин является составной частью производственного процесса, который последовательно соединяет детали в подгруппы, группы, а из них — готовое изделие, отвечающее техническим требованиям.
Как правило, машины собирают на том же заводе, который производит обработку всех деталей, за исключением крупных и громоздких машин — мощные турбины, подъемные краны и другие, которые собирают на месте у потребителя.
Каждая машина состоит из совокупности деталей и узлов, являющихся ее элементами. Деталью называют первичный элемент машины, характеризующим признаком которого является отсутствие в ней каких-либо соединений.
Узлом принято называть такую составную часть машины, которую можно собрать из нескольких деталей, независимо от вида соединений (разъемных или неразъемных) в самостоятельный (обособленный) элемент машины.
Цель сборки — соединить отдельные детали в одно целое таким образом, чтобы они имели заданное взаимное расположение основных поверхностей, имеющих большое значение в работе машины.
Сборка машины или отдельного узла начинается с установки базовой детали на стенд или рабочее место. В качестве базовой детали берут деталь, поверхность которой в дальнейшем используется при установке машины на фундамент. К базовой детали в соответствии с планом сборки последовательно крепят остальные детали узлов, при разработке технологического процесса на сборку машин узлы машины целесообразно делить на группы и подгруппы. В группы включают узлы, непосредственно входящие в машину, а подгруппы — узлы, входящие в машину в составе 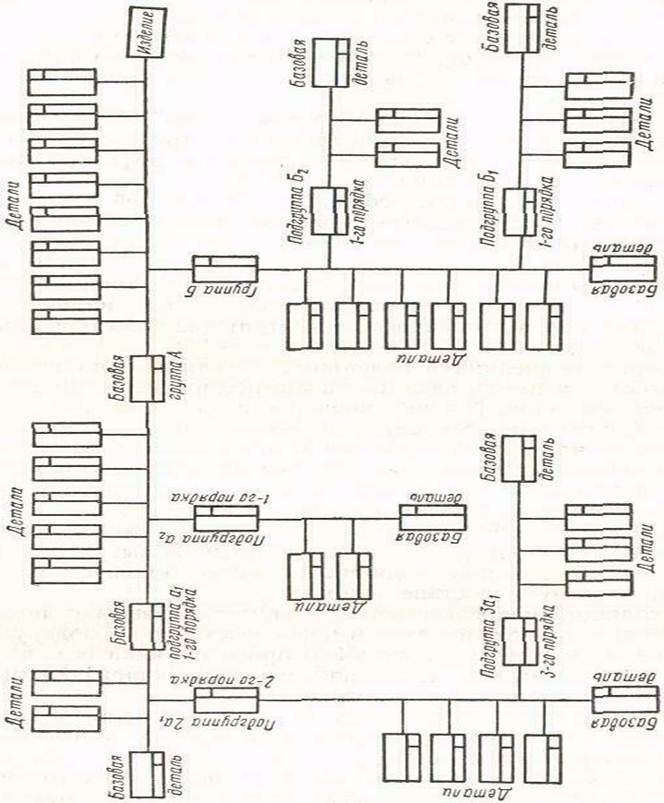 группы.
группы.
Узел, входящий непосредственно в группу, называют подгруппой первого порядка, а узел, входящий непосредственно в подгруппу первого порядка, называют подгруппой второго порядка и т. д.
Общей сборкой принято называть ту часть технологического процесса, в которой происходят фиксация и соединение групп и подгрупп, вводящих в собираемую машину.
Узловой сборкой называют ту часть технологического процесса, которая имеет возможность образовывать группы и подгруппы в узле изделия.
При составлении технологических схем на сборку изделий следует пользоваться индексацией (номерами), принятой при конструировании каждой детали и узла машины.
В технологический процесс сборки входят токопроводящие соединения отдельных конструктивных элементов и электромагнитных систем, относящихся к электрической схеме и монтажу, а также операции контроля работы отдельных узлов и машины в целом.
2. Понятие о сборочных единицах
Технологическая организация производства сборки узлов машин зависит от вида производства (единичного, серийного и массового).
При индивидуальном производстве сборки машин применяются универсальное оборудование и универсально-измерительный инструмент и требуется высокая квалификация рабочих. При таком производстве широко используются слесарно-пригоночные работы.
В индивидуальном производстве не разрабатывают детально технологического процесса, а составляют маршрутную технологическую карту с указанием последовательности операций и ориентировочно подсчитывают время по статистическим данным предыдущей сборки. Это можно объяснить тем, что детальный технологический процесс в опытном и индивидуальном производствах экономически не оправдывается.
Технологический процесс индивидуального производства отличается от серийного и массового производства тем, что он не расчленен на более мелкие и простые операции сборки, а также не имеет высокопроизводительной технологической оснастки (приспособлений и инструментов), так как она экономически не может быть оправдана.
В условиях штучного производства заготовки обрабатывают без специальной оснастки на универсальном оборудовании по разметке. Изготовленные таким образом детали не могут быть взаимозаменяемыми, вследствие чего на сборке допускаются слесарно-пригоночные работы.
Увеличение объема пригоночных работ зависит от степени обработки конструкции машины и ее технологичности. Нетехнологичная конструкция машины вызывает дополнительные пригоночные работы и ухудшает се качество.
При индивидуальном производстве цикл сборки машины очень велик по сравнению с крупносерийным и массовым производством, вследствие чего требуется большое количество производственных площадей.
В серийном производстве выпуск собираемых машин происходит не единицами, как в индивидуальном производстве, а сериями (партиями) в определенный промежуток времени.
Для серийного производства целесообразно разрабатывать детальный технологический процесс сборки с полной технологической оснасткой, что экономически оправдано; при этом значительно сокращаются слесарно-пригоночные работы, а следовательно, и улучшается качество собираемой машины.
В серийном производстве применяют метод взаимозаменяемости, однако могут быть допущены некоторые пригоночные работы.
Сборка машин в массовом производстве значительно отличается от технологического процесса в индивидуальном и серийном производстве тем, что каждый рабочий повторяет одну и ту же операцию, закрепленную за каждым рабочим местом (постом). Это дает возможность применять специальную высокопроизводительную операционную оснастку транспортеры, конвейеры и т. д. позволяющую наиболее производительно организовать процесс сборки. В условиях массового производства технологический процесс составляют по принципу параллельного выполнения операций, что позволяет резко сократить цикл собираемых машин и повысить съем продукции с 1 м1 производственной площади.
Основным условием массового производства является осуществление метода полной взаимозаменяемости, обеспечивающей изготовление деталей с определенной точностью без дополнительных пригоночных работ на собираемых узлах машины.
Как правило, технологический процесс для массовой сборки машин разрабатывают с учетом полной дифференциации отдельных операций и оснащают специальным высокопроизводительным технологическим оборудованием, так как в массовом производстве технологический процесс сборки машин непрерывно повторяется.
Похожие работы
... новых технологий, оборудования и машин. 2.7 Выводы по анализу производственной деятельности Проведя анализ деятельности данного хозяйства, можно с уверенностью сказать, что хозяйство идёт по интенсивному пути развития, т.к. предприятие по сравнению с отчётным годом повысило свои основные экономические показатели, при этом увеличило количественный и качественный состав своего парка техники. ...
... не выделена в самостоятельное производство и в связи с этим механообрабатывающие цеха кроме механической обработки деталей осуществляют сборку, испытание и окраску узлов. Анализ обеспеченности трудовыми ресурсами главного сборочного цеха РУП «МТЗ» характеризуется данными, приведенными в таблице 1. Таблица 1. Анализ обеспеченности трудовыми ресурсами главного сборочного цеха РУП «МТЗ» в 2006- ...
... ресурсов, снижение непроизводительных расходов и запасов, повышение производительности труда, качества продукции, внедрение новых форм управления и организации производства. 3. АВТОМАТИЗАЦИЯ РАБОТЫ ЭКОНОМИЧЕСКИХ СЛУЖБ НА ОАО “ВСЗ” 3.1. Построение автоматизированной системы планирования производственных ресурсов Необходимость планирования обусловлена тем, что основная масса задержек в ...
... научно-исследовательских и опытно-конструкторских работах (НИОКР), производственных, конструкторских, управленческих и информационных технологиях. 2. Анализ уровня и экономического значения кооперирования производства Рассмотрим значение кооперирования производства на примере крупнейшего белорусского предприятия – ПО «БелАЗ». 17 апреля 1958 года было принято Постановление ЦК КПСС и Совмина ...
0 комментариев