Навигация
Можно сваривать металл любой толщины без предварительной подготовки кромок для сварки
27040
знаков
0
таблиц
1
изображение
3. Можно сваривать металл любой толщины без предварительной подготовки кромок для сварки.
Атомно-водородная сварка. Атомно-водородную сварку ведут при помощи двух вольфрамовых или угольных электродов. Образующаяся дуга между электродами и свариваемыми деталями горит в атмосфере водорода. Водород по специальным каналам электродержателей направляется в область сварочной ванны. Водород, поступающий в область высокой температуры дуги, диссоциирует на атомы. Процесс диссоциации протекает по реакции H2->2H—100600 кал!г-моль с поглощением большого количества тепла. Атомы водорода в месте сварки, соприкасаясь с менее нагретым металлом, вновь соединяются в молекулу, выделяя при этом поглощенное тепло, которое в основном нагревает свариваемый металл. Во время сварки образуется растянутая дуга веерообразной формы; температура в средней части дуги достигает 4000° С.
В качестве газа при атомноводородной сварке обычно применяют азотно-водородную смесь, получаемую путем диссоциации аммиака. Диссоциированный аммиак взрывобезопасен.
Контактную сварку производят на специальных сварочных машинах, поэтому она представляет собой высокопроизводительный процесс. Эту сварку делят на три основных вида: стыковую, точечную роликовую (шовную).
При стыковой сварке свариваемые детали соединяются теми поверхностями, на которых образуется сварное соединение. На стыковых сварочных установках производят сварку деталей из низкоуглеродистой стали и цветных металлов, площадь сечения которых не более 1000 мм2
5.Сварка давлением
Холодная сварка металлов. В сварочном производстве длительное время применяются процессы, связанные с использованием высокочастотных источников тепла, при этом металл в местах соединения доводится до плавления или пластического состояния, в последние годы установили, что сварку можно производить при комнатных температурах, не нагревая металл,—холодной сваркой.
При холодной сварке соединения получаются в результате взаимодействия электронов и ионов, находящихся в узлах кристаллической решетки и определяющих прочность кусков металла. При сближении двух металлических поверхностей происходит объединение электронов, в результате чего возникают силы взаимодействия между поверхностями. При достаточном сближении образуется общее «электронное облако» и, следовательно, единое соединение из двух кусков металла.
В реальных условиях все металлы покрыты окислами и имеют неровности на поверхности, что существенно изменяет характер взаимодействия поверхностей при их сближении. При сближении поверхностей с неровностями сначала возникают сближения в отдельных, наиболее высоких точках.
При достижении определенной степени деформации происходит объединение отдельных точек контакта в общую площадь контакта. При этом важно чтобы в области контакта не возникали большие напряжения, способные разрушить соединение после удаления внешней нагрузки. На всех металлах, кроме благородных (золото, платина и др.), в атмосферных условиях очень часто образуются пленки окислов, которые препятствуют образованию металлической связи. Большую вредность соединяемым металлам приносят органические соединения (масла).
Для осуществления холодной сварки необходимо со свариваемой поверхности удалить окислы и загрязнения и сблизить эти поверхности на расстояние параметра критической решетки, что на практике приводит к значительным деформациям соединяемых металлов.
Методом холодной сварки можно осуществлять соединения встык, внахлестку и в тавр. Перед сваркой поверхности, подлежащие соединению, обезжиривают и очищают вращающейся проволочной щеткой — шабрением. Встык свариваются проволоки; внахлестку — листы толщиной 0,2—15 мм. Соединения выполняются в виде отдельных точек путем вдавливания в металл с одной или двух сторон пуассонов или непрерывного шва (вдавливанием штампа или прокатыванием ролика).
Холодная сварка нашла широкое применение в производстве бытовых приборов (чайников, кастрюль и т. п.), в приборостроении, для заварки оболочек алюминиевых кабелей, при изготовлении теплообменников, для холодильников и в других отраслях.
Ультразвуковая сварка металлов. В настоящее время ультразвук находит широкое применение для исследования некоторых физических явлений и свойств веществ. Ультразвуковые колебания используют также для обработки металлов и дефектоскопии. В сварочном производстве ультразвук можно использовать в различных целях. Например, воздействуя им на сварочную ванну в процессе кристаллизации, можно улучшить механические свойства металла шва; его можно использовать и для удаления газов. Ультразвук может быть источником энергии для создания точечных и шовных соединений.
Сварка взрывом. В последние годы проведены исследовательские работы по использованию энергии взрыва для соединения (сварки) однородных и разнородных металлов в твердом состоянии. Сущность этого способа сварки состоит в том, что на жесткое основание укладывают пластину, к которой нужно приварить вторую с расположенным на ней зарядом взрывчатого вещества. Пластины в момент взрыва устанавливаются не параллельно, а под небольшим углом друг к Другу. Энергия взрыва сообщает большую скорость верхней пластине и в результате удара пластин образуются зеркально-чистые поверхности и пластины соединяются.
Разработка процесса сварки взрывом находится в начальной стадии, и поэтому трудно определить области применения этого способа. Однако уже сейчас сварку взрывом можно использовать для проката биметалла, т. е. металла, состоящего из двух слоев, при сварке заготовок и некоторых деталей из разнородных металлов.
Диффузионная сварка. Диффузионная сварка осуществляется в твердом состоянии металла при повышенных температурах с приложением сдавливающего усилия к месту сварки.
Использование повышенных температур при диффузионной сварке позволяет уменьшить сопротивление металлов пластическим деформациям. Вследствие этого имеющиеся в зоне действительного контакта выступы на металле деформируются при значительно меньших нагрузках, что облегчает сближение атомов металла на всей площади свариваемой поверхности.
Сварка металлов трением. Сварка металлов трением происходит в твердом состоянии при воздействии тепла, получаемого от трения поверхностей свариваемого изделия. Трение поверхностей осуществляется путем вращения или возвратно-поступательного перемещения свариваемых деталей, сжимаемых определенным усилием.
Похожие работы
... новых технологий, оборудования и машин. 2.7 Выводы по анализу производственной деятельности Проведя анализ деятельности данного хозяйства, можно с уверенностью сказать, что хозяйство идёт по интенсивному пути развития, т.к. предприятие по сравнению с отчётным годом повысило свои основные экономические показатели, при этом увеличило количественный и качественный состав своего парка техники. ...
... не выделена в самостоятельное производство и в связи с этим механообрабатывающие цеха кроме механической обработки деталей осуществляют сборку, испытание и окраску узлов. Анализ обеспеченности трудовыми ресурсами главного сборочного цеха РУП «МТЗ» характеризуется данными, приведенными в таблице 1. Таблица 1. Анализ обеспеченности трудовыми ресурсами главного сборочного цеха РУП «МТЗ» в 2006- ...
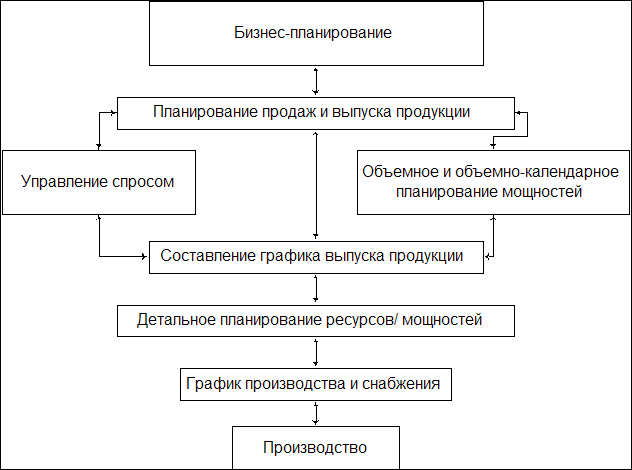
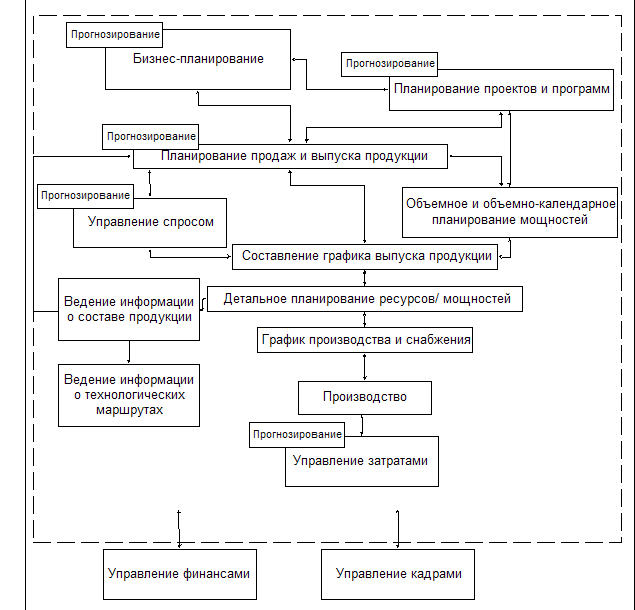
... ресурсов, снижение непроизводительных расходов и запасов, повышение производительности труда, качества продукции, внедрение новых форм управления и организации производства. 3. АВТОМАТИЗАЦИЯ РАБОТЫ ЭКОНОМИЧЕСКИХ СЛУЖБ НА ОАО “ВСЗ” 3.1. Построение автоматизированной системы планирования производственных ресурсов Необходимость планирования обусловлена тем, что основная масса задержек в ...
... научно-исследовательских и опытно-конструкторских работах (НИОКР), производственных, конструкторских, управленческих и информационных технологиях. 2. Анализ уровня и экономического значения кооперирования производства Рассмотрим значение кооперирования производства на примере крупнейшего белорусского предприятия – ПО «БелАЗ». 17 апреля 1958 года было принято Постановление ЦК КПСС и Совмина ...
0 комментариев