Навигация
Виды сборки: стационарная и подвижная
27040
знаков
0
таблиц
1
изображение
3. Виды сборки: стационарная и подвижная
К основным формам сборки машин относятся стационарная (стендовая) и подвижная.
Стационарная сборка характеризуется тем, что все детали и узлы подаются на собираемый пост (стенд).
При подвижной сборке собираемые узлы машины последовательно перемещаются по всем постам в определенный промежуток времени. При этом каждый пост оснащен специальным оборудованием и инструментом, которые необходимы для выполнения собираемых работ на рабочем посту.
Стационарную сборку можно производить двумя способами:
а) концентрированным (без расчленения сборочных работ) и
б) дифференцированным (по методу расчленения).
Концентрированный метод сборки предусматривает выполнение всех сборочных работ машины одним рабочим или бригадой. Этот способ имеет слишком продолжительный цикл сборки и особенно, когда собираемая машина имеет большую трудоемкость. Кроме того, концентрированный метод сборки при большом количестве машин требует больших производственных площадей, оборудования и специального сборочного инструмента.
Концентрированный метод сборки может быть экономически оправдан в опытном и индивидуальном производствах.
Характерной разновидностью концентрированного метода сборки является бригадный. Причем бригадный метод является первым шагом к расчленению процесса сборки и специализации отдельных рабочих (сборщиков) на определенной группе операции узлов машины.
В сборочных цехах имелись попытки закрепить за каждым рабочим бригады по отдельному узлу собираемой машины. Это дало бы хорошую специализацию сборщиков на определенных работах (узлах). Но по конструктивным условиям машины вести сборку одновременно всех узлов невозможно. При этом методе сборки большое значение имеет правильное планирование начала и конца сборки объекта с учетом трудоемкости и последовательности постановки каждого узла на собираемую машину.
Бригадный метод сборки находит широкое применение при индивидуальном производстве и особенно при повторной сборке узлов машины. Этот метод заключается в следующем: сборку узлов или общую Сборку машины производят из деталей, поступающих с промежуточных складов. В процессе сборки тщательно хронометрируют трудоемкость всех операций и переходов как чисто сборочных, так и пригоночных.
Значение этих трудосмкостей пооперационно заносят в общую ведомость. После этого окончательно собранный узел (или изделие) разбирают, а затем производят повторную сборку, снова хронометрируя трудоемкость операций. При этом трудоемкость повторной сборки меньше первоначально зафиксированной трудоемкости. Например, по данным ряда заводов трудоемкости повторных сборок составляют 40—50% от фактической трудоемкости первичной сборки по отдельным операциям, причем можно точно установить, за счет каких работ происходит снижение трудоемкости.
Метод повторных сборок узлов или машин можно принять тогда, когда технологические процессы в механических цехах освоены и эти цехи дают проверенные детали на сборку.
Обычно и технология сборки к этому времени уже находится в стадии освоения. Поэтому при установлении причин, дополнительно повышающих трудоемкость сборки изделия, приходится вносить ряд изменений в освоенный технологический процесс. Это является большим недостатком метода повторных сборок.
В тех случаях, когда технология сборки только разработана, но еще не внедрена в производство, анализ технико-экономических характеристик сборочного процесса можно произвести по методу, разработанному доктором техн. наук Н. А. Бородачевым.
Для этой цели все операции разработанного технологического процесса сборки группируют следующим образом:
Ogs — собственно сборочные операции, требующие простого сочленения деталей (свинчивание. постановка на место и др.), т. е. не требующие никаких пригонок и регулирования;
Ор — операция по нормальному регулированию сопряжений, производимому перемещением или поворотом деталей с последующим их закреплением, но без пригонки и повторной разработки и сборки;
Оц„ — операция, подобная предыдущей, но с последующей штифтовкой без разборки;
Ош — штифтовка деталей, требующая последующей разборки, промывки и повторной сборки;
Опр — пригоночные операции;
Опав — операции по повторной разборке и сборке, вызванные конструкцией изделия (невозможность) постановки на место предварительно собранного и отлаженного узла, без частичного снятия некоторых деталей и т. д.
4. Сварка плавлением
Дуговая электрическая сварка. Дуговая электрическая сварка является наиболее распространенным способом. При дуговой сварке тепло для нагрева и расплавления металла получают за счет электрических разрядов (дуги), образующихся между электродами или электродом и свариваемым металлом, присоединяемым к источнику питания электрическим током.
Электрическая дуга представляет собой непрерывный поток электронов, образующийся между электродами в газовой среде, который сопровождается выделением большого количества тепла и света. Температура электрической дуги находится в пределах: при угольных электродах для катода 3200, для анода — 3900°С; соответственно при металлическом (стальном) 2400—2600° С. В центре столба дуги по его оси температура достигает 6000—8000° С, вполне достаточная для расплавления металла и осуществления процесса сварки.
Возбуждение (зажигание) дуги производится при мгновенном соприкосновении концов электродов с последующим разведением их при соединении электродов в электрической цепи, подключенной источнику питания током, образуется короткое замыкание и концы электродов нагреваются, а при отведении они расплавляются.
Пространство между электродами заполняется парами металла — ионами, которые являются частичными переносчиками электронов.
Величина напряжения электрической дуги зависит от теплового состояния дугового пространства длины дуги и от степени ионизации) электродного пространства. Для поддержания устойчивой дуги необходима беспрерывная ионизация дугового промежутка. Эта ионизация обеспечивается соответствующим материалом электродов, составом газон, давлением окружающей среды, видом тока и его силой, но в основном она определяется длиной дуги.
Сварочную дугу можно питать постоянным и переменным токами. Дуга, питаемая переменным током, менее устойчива вследствие того, что ток в ней при частоте 50 периодов изменяет свое направление 100 раз в секунду, и в эти моменты при малой ионизации дуга может оборваться. Для повышения устойчивости дуги, питаемой переменным током, применяют ионизирующие покрытия на электродах и на дугу от осциллятора пропускают токи высокой частоты.
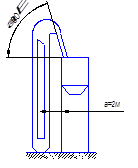
Ручная сварка металлическими электродами. Для ручной сварки металлическим электродом характерны три движения первое — непрерывное и равномерное вдоль его оси по мере расплавления металла для поддержания постоянной длины дуги 5; второе - вдоль оси шва под углом 15 -30° и третье — поперечное колебательное движение электрода, осуществляемое для получения валика шва 2.
Электрошлаковая сварка. Сущность процесса электрощлаковой сварки состоит в том, что тепловая энергия выделяется в расплавленном шлаке при прохождении через него электрического тока. Поэтому шлаки должны обладать электропроводностью.
Процесс электрошлаковой сварки ведут как на переменном, так и на постоянном токе. Особенность этого процесса по сравнению с электродуговой сваркой заключается в следующем:
1. При прохождении тока через слой шлака газы выделяются, не образуя разбрызгивания шлака и металла, как при дуговом разряде. Это позволяет вести сварку с открытой поверхностью шлаковой ванны и при таком количестве шлака, которое необходимо для образования шлаковой корки.
2. Под шлаковым слоем исключается образование газовых раковин и пор даже при влажном флюсе и окисленных кромках свариваемых деталей; поэтому этот процесс сварки можно вести на открытом воздухе и при любой погоде, получая качественное сварное соединение.
Похожие работы
... новых технологий, оборудования и машин. 2.7 Выводы по анализу производственной деятельности Проведя анализ деятельности данного хозяйства, можно с уверенностью сказать, что хозяйство идёт по интенсивному пути развития, т.к. предприятие по сравнению с отчётным годом повысило свои основные экономические показатели, при этом увеличило количественный и качественный состав своего парка техники. ...
... не выделена в самостоятельное производство и в связи с этим механообрабатывающие цеха кроме механической обработки деталей осуществляют сборку, испытание и окраску узлов. Анализ обеспеченности трудовыми ресурсами главного сборочного цеха РУП «МТЗ» характеризуется данными, приведенными в таблице 1. Таблица 1. Анализ обеспеченности трудовыми ресурсами главного сборочного цеха РУП «МТЗ» в 2006- ...
... ресурсов, снижение непроизводительных расходов и запасов, повышение производительности труда, качества продукции, внедрение новых форм управления и организации производства. 3. АВТОМАТИЗАЦИЯ РАБОТЫ ЭКОНОМИЧЕСКИХ СЛУЖБ НА ОАО “ВСЗ” 3.1. Построение автоматизированной системы планирования производственных ресурсов Необходимость планирования обусловлена тем, что основная масса задержек в ...
... научно-исследовательских и опытно-конструкторских работах (НИОКР), производственных, конструкторских, управленческих и информационных технологиях. 2. Анализ уровня и экономического значения кооперирования производства Рассмотрим значение кооперирования производства на примере крупнейшего белорусского предприятия – ПО «БелАЗ». 17 апреля 1958 года было принято Постановление ЦК КПСС и Совмина ...
0 комментариев