Задачи и развитие
машиностроительной
отрасли в предстоящий
период
Календарно-плановые
нормативы
используются
при планировании
производства.
Структура их
зависит от типа
производства
Потребное
количество
оборудования
Организация
многостаночного
обслуживания
- одновременная
работа одного
рабочего или
бригады на
нескольких
станках
Определение
численности
вспомогательных
рабочих по
нормам рабочих
Расчет амортизационных
отчислений
Организация
контроля качества
на участке,
календарное
планирование
на участке,
диспетчирование
производства
Расчет косвенных
цеховых затрат
(накладные
расходы)
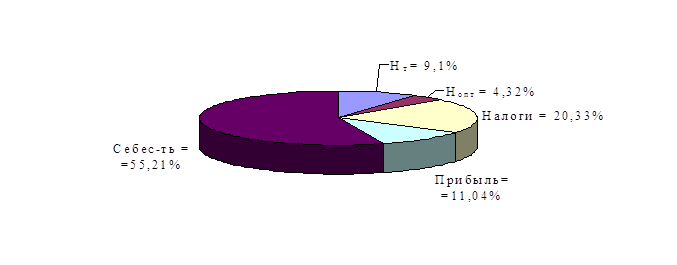
Определение
оптовой цены
детали, прибыль
нормативно
- чистой продукции
при нормативной
рентабельности
Навигация
Календарно-плановые нормативы используются при планировании производства. Структура их зависит от типа производства
Расчет технико-экономических показателей работы производственного участка
58110
знаков
13
таблиц
0
изображений
2.2. Календарно-плановые нормативы используются при планировании производства. Структура их зависит от типа производства.
а. Расчет величины партии запуска деталей в производство. Под партией деталей понимается одноименное количество деталей, запускаемых в производство на одном рабочем месте с одной наладки оборудования, определяется по формуле:
n= Тп.з. / Тшт.*Кнал. (3).
Тп.з. - подготовительно-заключительное время на операцию (по ведущей операции), т.е. где отношение Тп.з. / Тшт. является наибольшим.
ki=Тп.з.i / Тшт.i (3а).
k1=24 / 6,3=3,8
k2=18 / 6,6=2,7
k3=16 / 6,4=2,5
k4=16 / 4,8=3,3
k5=22 / 6,1=3,6
По данным расчетов, ведущей операцией является 1-ая операция.
n=24 / 6,3*0,05=76 штук
Определяю Тшт.к. по каждой операции:
Тшт.к.i=Тшт.i+Тп.з.i / n (4).
n-партия деталей.
Тшт.к.1=6,3+24 / 76==6,6
Тшт.к.2=6,6+18 / 76=5
Тшт.к.3=6,4+16 / 76=6,6
Тшт.к.4=4,8+16 / 76=5
Тшт.к.5=6,1+22 / 76=6.4
Определяю суммарное Тш.кал. на деталь
Тшт.к.=Тшт.к.1+Тшт.к.2+...+Тшт.к.n (5).
Тшт.к.=6,6+6,8+6,6+5+6,4=31,4
б. Расчет периодичности запуска выпуска деталей - представляет собой размер партии деталей, выраженный в днях обеспеченности производства по данной детали. Периодичность определяется делением нормативной партии деталей на среднесуточную потребность данных деталей по программе выпуска.
Пзап.=n / аср.сут. (6).
Пзап.=76 / 538=0,14 дн.
n - размер партии деталей;
аср.сут. - средне-суточная потребность данной детали на программу выпуска.
аср.сут.=Nгод. / Кр.д. (7).
аср.сут.=136000 / 253=538
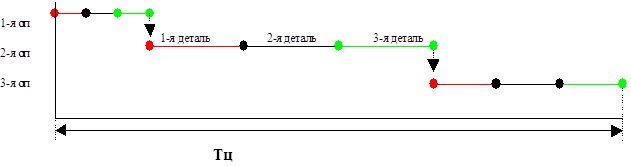
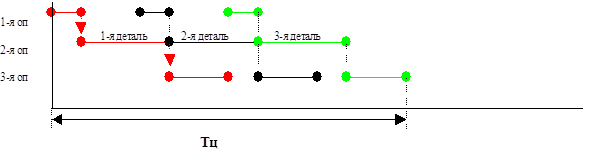
в. Расчет производственного цикла партии изготовления деталей.
Производственный цикл (при последовательном виде движения деталей в производстве) представляет собой промежуток времени от начала до конца изготовления нормативной партии деталей при принятом режиме запуска / выпуска. Продолжительность цикла может быть выражена в сменах или днях и определяется по формуле:
Тц.=Ттех.+Тест.+Тдр.ц.+Торг. (8).
Ттех.-технологическое время обработки партии деталей по всем операциям технологического процесса;
Ттех.мин.=n*Тшт.к. (9).
n-величина партии.
Ттех.час.=Ттех.мин. / 60 (10).
Ттех.дн.=Ттех.час. / Тсм.*S (11).
Тест. - время естественных процессов. К естественным процессам относятся: старение, сушка, остывание и т,п,).
Т.к. в данном примере естественные процессы отсутствуют, то принимаю Тест.=0;
Торг. - потери времени по организационным причинам. Определяются опытным путем.
В данном примере Торг.=1 день.
Ттех.мин.=76*31,4=2386,4 мин.
Ттех.час.=2386,4 / 60=39,8 час.
Ттех.дн.=39,8 / (8*2)=2,4 дн.
Тц.=2,4+0+0+1=3,4
г. Определение нормативного периода опережения.
Нормативным периодом опережения называется время от момента (дня) запуска партии деталей в производство, до дня подачи ее на сборку. В общем случае величина опережения должна быть равна сумме длительности производственного цикла изготовления партии деталей по всем операциям - время пролеживания перед сборкой. Определяется по формуле:
Одн.=Тц.+Псб. (12).
Псб. - время пролёживания деталей перед сборкой. Определяется опытным путем.
В данном примере Псб.=2 дня.
Одн.=3,4+2=5,4 дн.
д. Определение переходящих заделов. Переходящие заделы - незаконченные обработкой или сборкой заготовки, готовые детали, узлы и изделия, находящиеся на различных стадиях производства, включая рабочие места, места технического контроля, транспортировки, межоперационные пролёживания. Определяются как произведение среднесуточной потребности деталей на длительность производственного цикла в днях.
Здет.=аср.сут.*Тц. (13).
Здет.=538*3,4=1829 шт.
е. Определение нормативов незавершенного производства.
Незавершенное производство - незаконченная производством продукция, находящаяся на различных стадиях производства, в том числе: на рабочих местах, межоперационных кладовых цеха, на складах заготовок и готовых деталей и других местах, т.е. в ожидании последней стадии изготовления в соответствии с технологическим процессом
Норматив незавершенного производства:
дет. n*Тшт.к. Тц.
Нтруд.мин.= ————— * —— (14).
2 Пзап.
дет.
Нтруд.н./час.=Нтруд.мин. / 60 (14а).
дет. 76*31,4 3,4
Нтруд.мин.= ———— * ——— = 28977,7 мин.
2 0,14
дет.
Нтруд.н./час.= 28977,7 / 60 = 482 норм. / час.
ж. Определение такта производства - время, через которое с последней операции потока выходит следующее одно за другим готовое изделие или деталь. Определяется отношением фонда рабочего времени к программе выпуска за плановый период.
r=(Fд. / Nгод.)*60 (15).
к=(3926 / 136000)*60=1,7 мин,
и. Определение темпа работы участка.
Темпом называется - величина, обратная такту, характеризующая скорость движения объектов в производстве и измеряется количеством деталей, выпущенных за единицу времени.
=Nгод. / Fд.о. (16).
=136000 / 3926 =34 шт. / час.
Похожие работы
... : Reference source not found 7. Определение себестоимости продукции. Error: Reference source not found 8. Технико-экономические показатели. Error: Reference source not found Определение стоимости основных фондов участка и годовых амортизационных отчислений. Расчет потребного количества основного оборудования и коэффициентов его загрузки. Расчет оборудования и коэффициентов загрузки ...
... тарифная ставка определяется следующим образом. , (25) 13,246 руб. Определяем фонд заработной платы по сдельным расценкам: , (26) где -суммарная сдельная расценка по всем операциям, руб. N - годовая программа, шт. 2784000 шт. Определяем фонд премии и доплат: , (27) где П пр. д - процент премии и доплат, П пр. д = 45% 2505600 руб. Фонд основной заработной платы: , ...
... данного предприятия должен быть рациональным во времени. Он влияет на использование во времени основных производственных фондов, на производительность труда рабочих, а также на многие другие показатели. На участке горных работ №2 «Северный» разреза «Черемховский» установлен и утвержден непрерывный годовой режим работы (общих выходных участок не имеет за исключением праздничных дней). Суточный ...
... 14 16. Структура розничной цены изделия 18 17. Расчёт технико-экономических показателей работы цеха 19 18. Заключение 19 19. Список литературы 20 3. Введение После развала СССР, Беларусь перешла к рыночной ...
0 комментариев