Навигация
Обзор существующих систем автоматического управления
40415
знаков
5
таблиц
66
изображений
2.2. Обзор существующих систем автоматического управления
процессом дробления
Основное требование к процессу дробления заключается в уменьшении крупности материала до определяемой потреблением величины. Материалы, поступающие на дробление, как правило, отличаются значительными колебаниями физико-механических свойств и в первую очередь гранулометрического состава. Задача автоматического регулирования процесса дробления заключается в поддержании заданной крупности конечного продукта и в максимальном использовании подводимой к дробильным агрегатам энергии за счет оптимальной загрузки дробилок, а также получение наибольшей возможной производительности конечного продукта и в максимальном использовании подводимой к дробильным агрегатам энергии за счет оптимальной загрузки дробилок, а также получение наибольшей возможной производительности конечного продукта при наибольшей загрузке камеры дробления дробилок. В настоящее время дробилки имеют входные отверстия размером до 3100x3300 мм. Такие крупные куски могут стать причиной возникновения пиков момента сопротивления, которые приближаются к предельному вращающему моменту двигателя привода. Дальнейшая перегрузка может вызвать остановку дробилки, которую затем приходится освобождать вручную, что приводит к длительным простоям.
 Наиболее простой схемой контроля и поддержания верхнего уровня заполнения камеры дробления является схема с уровнемером, устанавливаемом на неподвижной боковой стенке дробилки на высоте, равной примерно 2/3 высоты камеры дробления. При равенстве в установившемся режиме производительности питателя и дробилки уровень заполнения меняется незначительно. В случае снижения производительности дробилки питатель останавливается или переводится на пониженную скорость подачи. В качестве уровнемера может быть использовано гамма-радиоактивное реле, электронный сигнализатор уровня и т.п. Такая система автоматического регулирования обеспечивает безаварийную эксплуатацию узла «питатель - дробилка», надежно контролирует и предотвращает переполнение камеры дробления при не соответствии производительностей питателя и дробилки, а также при попадании в камеру дробилки негабаритов или металла. Существуют также системы регулирования производительности дробилки по току двигателя дробилки или по мощности, затрачиваемой двигателем дробилки, но схемы регулирования загрузки дробилки по уровню предпочтительнее схем регулирования по току или расходу энергии, поскольку первые точнее позволяют определять истинную загрузку дробилки и поддерживать ее на максимальном значении при изменяющемся качестве исходного питателя. Однако более перспективными являются комбинированные схемы, которые регулируют производительность дробилки по нескольким параметрам.
Наиболее простой схемой контроля и поддержания верхнего уровня заполнения камеры дробления является схема с уровнемером, устанавливаемом на неподвижной боковой стенке дробилки на высоте, равной примерно 2/3 высоты камеры дробления. При равенстве в установившемся режиме производительности питателя и дробилки уровень заполнения меняется незначительно. В случае снижения производительности дробилки питатель останавливается или переводится на пониженную скорость подачи. В качестве уровнемера может быть использовано гамма-радиоактивное реле, электронный сигнализатор уровня и т.п. Такая система автоматического регулирования обеспечивает безаварийную эксплуатацию узла «питатель - дробилка», надежно контролирует и предотвращает переполнение камеры дробления при не соответствии производительностей питателя и дробилки, а также при попадании в камеру дробилки негабаритов или металла. Существуют также системы регулирования производительности дробилки по току двигателя дробилки или по мощности, затрачиваемой двигателем дробилки, но схемы регулирования загрузки дробилки по уровню предпочтительнее схем регулирования по току или расходу энергии, поскольку первые точнее позволяют определять истинную загрузку дробилки и поддерживать ее на максимальном значении при изменяющемся качестве исходного питателя. Однако более перспективными являются комбинированные схемы, которые регулируют производительность дробилки по нескольким параметрам.
С целью повышения точности регулирования была разработана система с коррекцией по текущему значению производительности (рис. 2.3), измеряемой косвенным образом по мощности, потребляемой приводным двигателем отводящего конвейера. Поддержание заданной производительности дробилки достигается путем настройки датчиков 1Дн и 2Дн. Если нагрузка приводных двигателей 5 и 1 отводящего конвейера и дробилки меньше заданной, то с помощью выходных реле датчиков 2 и 4 через электронный блок 3 подается команда на включение пластинчатого питателя 6. В процессе дробления питатель отключается в том случае, когда нагрузка хотя бы на одном из двигателей превышает значение, на которое настроены датчики.
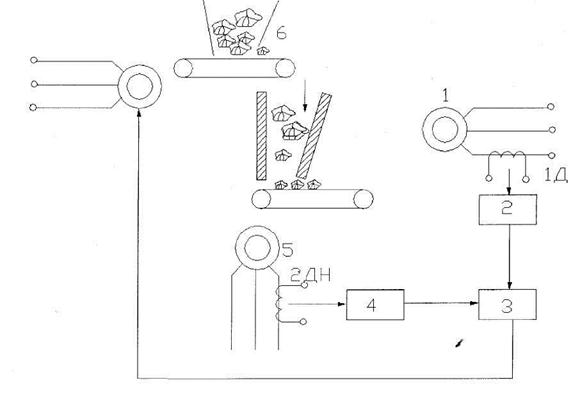
Рис. 2.3. Система с коррекцией по текущему значению производительности
В системе автоматической загрузки дробилки, созданной ВНИИнеруд, ВНИИСтройДорМаш и институтом Тяжпромавтоматика (рис. 2.4.), регулируемые параметры - производительность и уровень - контролируются электротензометрическими конвейерами веса 1 и фотоэлектрическим уровнемером 2.
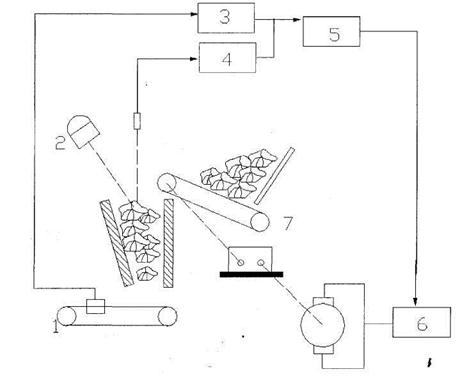
Рис. 2.4. Система автоматической загрузки дробилки
Два контура управления, включающие в себя регуляторы уровня и производительности 3 и 4, через промежуточный блок 5 воздействует на ток подмагничивания однофазных силовых магнитных усилителей 6. Выпрямленное напряжение усилителей подается на обмотку якоря приводного электродвигателя дробилки. Если в автоматическом режиме регулируемые величины превысят установленные для них предельные значения, на блок 5 поступит сигнал, и питатель выполняющий функцию исполнительного органа, до тех пор будет снижать свою производительность, пока сигнал не исчезнет. Если уровень не превышает нижнего заданного значения (0,6 высоты камеры дробления), регулятор уровня выключается, и регулирование осуществляется по производительности. При заполнении дробилки до верхнего максимального допустимого значения - 0,9 высоты камеры-регулятор останавливает питатель. При опускании уровня заполнения ниже предельного значения регулирование ведется только по сигналу датчика производительности. Недостаток системы заключается в применении системы регулирования релейного действия. Это приводит к быстрому износу пусковой аппаратуры,
редуктора и пластинчатого питателя из-за частых пусков. Но эта система может быть превращена в линейную систему управления при соответствующей замене аппаратуры. Вместо привода релейного действия может быть применен привод пластинчатого питателя с индукторной муфтой скольжения; привод с двигателем постоянного тока, питателем от управляемого магнитного усилителя, или привод с кремниевым выпрямителем. В этом случае получается система регулирования производительности конечного продукта дробления с последовательной коррекцией по значению производительности.
Криворожсский горнорудный институт разработал систему регулирования загрузки дробилки (рис. 2,5). Изобретение относится к управлению конусными дробилками, может быть использовано в черной и цветной металлургии, в ПСМ и в химической промышленности и позволяет повысить точность регулирования.
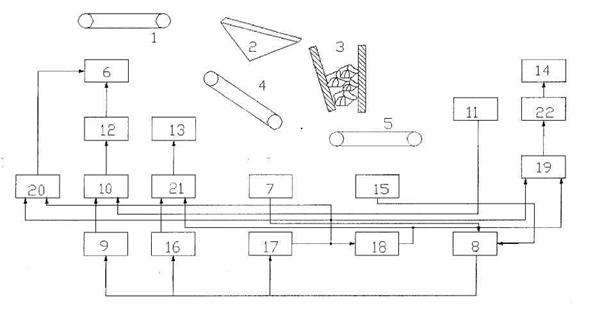
рис. 2.5. Система регулирования загрузки дробилки Криворожсского
горнорудного института
Система содержит питатель 1, грохот 2, дробилку 3, конвейер 4 подгрохотного продукта, конвейер 5 дробленного продукта, привод 6 питателя, датчик 7 производительности грохота, блок 8 определения соотношения, блок 9 сравнения соотношений, задатчик 10, датчик 11 уровня руды в дробилке, регулятор 12, электроприводы 13 и 14 грохота и дробилки, датчик 15 производительности дробилки, пороговые элементы 16 и 17, блоки 18 и 19 задержки и коммутаторы 20—22. Формула изобретения. Система регулирования загрузки дробилки с грохотом, питателем, конвейерами дробящего и подгрохотных продуктов, содержащая блок определения соотношения; блок сравнения соотношений; задатчик, датчик уровня руды в дробилке; датчик производительности грохота; регулятор и электроприводы питателя, грохота и дробилки, причем датчик производительности грохота подключен к первым входам блока определения соотношения. Выход через блок сравнения соотношений соединен с первым входом задатчика, второй вход которого соединен с датчиком уровня руды в дробилке. Выходной сигнал задатчика через регулятор поступает на электропривод питателя. Особенность данной системы в том, что для повышения точности регулирования, она снабжена тремя коммутаторами, двумя пороговыми элементами, двумя блоками задержки и датчиком производительности дробилки. Датчик производительности дробилки подключен ко второму входу блока определения соотношения, выход которого соединен с входами пороговых элементов. Выход первого порогового элемента соединен с первыми входами первого и второго коммутаторов и второго блока задержки, второго - со вторым входом первого коммутатора и входом первого блока задержки. Сигнал с первого блока задержки поступает на входы второго коммутатора и второй блок задержки. Привод дробилки соединен через третий коммутатор со вторым блоком задержки. Выход первого коммутатора соединен с приводом питателя, а выход второго коммутатора соединен с приводом.
 Следует отметить также недостатки предложенных последних двух систем. В системе, предложенной институтом «Кривбасспроект» на питателе используется датчик веса, который снижает надежность системы. Использование последовательной коррекции, как принципа построения системы регулирования также можно отнести к недостаткам данных систем.
Следует отметить также недостатки предложенных последних двух систем. В системе, предложенной институтом «Кривбасспроект» на питателе используется датчик веса, который снижает надежность системы. Использование последовательной коррекции, как принципа построения системы регулирования также можно отнести к недостаткам данных систем.
Похожие работы
... повреждений и износа составных частей оборудования, а также трудоемкостью ремонтных работ, системой ТОиР предусматривается проведение текущего, капитального и остановочного ремонтов. 1.4.1 Требования, предъявляемые к техническому обслуживанию и ремонту стержневой мельницы МСЦ 3,2 – 4,5 В течении первых десяти дней работы мельницы после ремонта следует останавливать не реже одного раза в смену ...
0 комментариев