АНАЛИТИЧЕСКИЙ ОБЗОР ЛИТЕРАТУРЫ
Методы охлаждения металла в колпаковых печах
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
Находим температуру муфеля на новом шаге по времени путем расчета его теплового баланса
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Разработка мер защиты от выявленных опасных и вредных факторов
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Анализ результатов исследования устройства струйного охлаждения садки
ЭКОНИМИКА И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Расчет снижения себестоимости единицы продукции за счет снижения цен на сырье и материалы
Расчет доплаты за переработку
Навигация
Методы охлаждения металла в колпаковых печах
Исследование методов охлаждения садки колпаковой печи с помощью математического моделирования
99701
знак
38
таблиц
14
изображений
1.2. Методы охлаждения металла в колпаковых печах
Колпаковые печи для светлого отжига рулонов с циркуляцией защитного газа под муфелем получили массовое применение на металлургических заводах с рулонным способом производства тонколистовой стали - ОАО «ММК» (ЛПЦ (листопрокатный цех) -3, 5, 8), ОАО «НЛМК» (ЛПП). Поэтому вопросы улучшения качества отжигаемого в печах металла и повышения их производительности имеют первостепенное значение. Одним из важнейших условий экономичной эксплуатации печей является ускоренное охлаждение рулонов стальной полосы. При прочих равных условиях продолжительность цикла светлого отжига рулонов и производительность колпаковых печей в значительной мере зависят от времени охлаждения рулонов под муфелем.
Охлаждение рулонов под муфелем в атмосфере защитного газа происходит, главным образом, путем конвективного обмена. Поэтому сокращение длительности охлаждения достигают улучшением теплообмена между рулонами и защитным газом, циркулирующим газом и стенкой муфеля, муфелем и окружающей средой.
На принципе отвода тепла от муфеля разработаны колпаки ускоренного охлаждения с воздушным и воздушно-водяным охлаждением.
При охлаждении муфеля на воздухе время охлаждения под муфелем намного больше времени нагрева. Продолжительность охлаждения лимитирует цикл отжига и производительность печей тем в большей степени, чем ниже конечная температура охлаждения под муфелем. Допустимая температура распаковки стенда зависит от требований, предъявляемых к качеству поверхности отжигаемого металла. Для основной массовой продукции колпаковых печей - холоднокатаной малоуглеродистой рулонной стали и жести - эта температура на разных заводах колеблется в пределах 120-180 0С (по показаниям стационарной стендовой термопары), что соответствует примерно температуре внутренних по толщине намотки витков рулонов 150-220 0С.
Сокращение длительности охлаждения рулонов на стенде колпаковой печи является основным резервом повышения производительности существующих термических участков цехов холодного проката. Обобщение опыта эксплуатации одностопных колпаковых печей, а также проведенный промышленно-расчетный анализ, показали, что существенное уменьшение времени охлаждения[ЛНЮ1] рулонов под муфелем достигается, как правило, комбинацией следующих мероприятий:
- увеличение кратности циркуляции защитного газа под муфелем путем повышения мощности стендового вентилятора;
- использование систем активного охлаждения защитного газа путем интенсивного (воздушного, водовоздущного, водяного) охлаждения муфеля и с использованием выносных рециркуляционных теплообменников;
- замена традиционной азото-водородной (до 5 % Н2) атмосферы под муфелем на преимущественно водородную (» 75 % и до 100 % Н2), в результате этого увеличиваются конвективная теплоотдача между рулонами и циркулирующим газом, а также теплопроводность рулона в радиальном направлении.
В отечественной практике для сокращения времени охлаждения применяют в основном водяные холодильники защитного газа, располагаемые под стендом. В качестве побудителя движения газа через холодильники используется энергия стендового циркуляционного вентилятора. За рубежом для повышения эффективности использования выносных теплообменников применяют дополнительный вентилятор в контуре рециркуляции.
Сравнительный анализ накопленных в Стальпроекте расчетных и экспериментальных данных позволяет установить для указанного температурного диапазона и условий естественного охлаждения под муфелем средние количественные соотношения, приведенные в табл. 4 /2/.
Из данных таблицы видно, что при понижении конечной температуры по стендовой термопаре от 250 до 120 0С время естественного охлаждения увеличивается примерно в 2 раза, а производительность печи уменьшается в 1,60-1,65 раза. Поэтому обычно стремятся снимать муфель при возможно более высокой температуре и дальнейшее охлаждение рулонов до температуры дрессировки (40-60 0С) проводить на воздухе (обычно вне печей на специально отведенных участках цеха).
Однако возрастающие требования к качеству поверхности стали, отжигаемой в колпаковых печах, ограничивают возможности увеличения их производительности путем повышения температуры конца охлаждения. Практикой установлено, что для достижения качества поверхности стали, соответствующего уровню мировых стандартов, всю качественную конструкционную сталь, автомобильный лист и жесть необходимо охлаждать до 120-140 0С, а рядовую конструкционную сталь - до 160-180 0С (по показаниям стендовой термопары). При этих условиях лимитирующая роль естественного охлаждения особенно велика, поэтому необходимо применять те или иные методы принудительного ускоренного охлаждения.
Таблица 4
Характеристика работы печей при естественном охлаждении рулонов в зависимости
от конечной температуры охлаждения
| Характеристика работы печей | Конечная температура охлаждения по стендовой термопаре, 0С | |||||
| 120 | 140 | 160 | 180 | 200 | 250 | |
| Температура внутренних по толщине намотки витков рулонов, 0С | 140-160 | 170-180 | 190-200 | 210-220 | 240-250 | 300-310 |
| Число стендов на 1 нагревательный колпак 1,05(tн+tохл) tн | 3,3-3,5 | 3,0-3,2 | 2,8-3,0 | 2,6-2,8 | 2,4-2,6 | 2,1-2,2 |
| Относительная производительность одного стенда, % | 78-80 | 85-87 | 92-94 | 100 | 105-107 | 125-130 |
Расчетным путем и экспериментально установлено, что в колпаковых печах с циркуляцией защитного газа под муфелем, лимитирующим звеном суммарной теплопередачи при охлаждении рулонов является наружная теплоотдача от муфеля к окружающей среде. Интенсификация теплоотдачи при принудительной наружной обдувке муфеля воздухом или при его поливке водой позволяет существенно ускорить процесс охлаждения и повысить производительность печей. Значительного эффекта достигают также при установке дополнительных охлаждающих элементов (например водоохлаждаемых труб) на пути циркулирующего под муфелем защитного газа (или части газа) в выносных трубчатых водяных холодильниках с развитой теплообменной поверхностью. Эти методы исследованы и опробованы на отечественных заводах, что позволяет оценить их эффективность для различных рулонов и дать рекомендации по их промышленному использованию.
При исследовании, в зависимости от размеров рулонов автомобильного листа, на Череповецком металлургическом заводе время охлаждения до 180 0С при воздушной продувке менялось следующим образом (табл. 5).
Учитывая относительно небольшую эффективность этого метода, некоторые отечественные заводы считают почти неоправданными затраты на изготовление, освоение и эксплуатацию колпаков воздушной обдувки. Однако этот вывод можно признать справедливым лишь для случая отжига высоких рулонов малого диаметра, когда прирост производительности не превышает 5-6 %. Для рулонов большего диаметра из тонкой жести при охлаждении под муфелем до 120-140 0С воздушная обдувка позволяет повысить производительность печей на 10-15 %, следовательно ее применение целесообразно. Это подтверждено многолетней практикой экономически выгодного использования аналогичных колпаков воздушной обдувки на многих заводах США, Франции и Германии.
Таблица 5
Соотношение размеров рулонов и продолжительности времени их охлаждения
| Наружный диаметр рулона, м | Высота рулона, м | Уменьшение времени охлаждения, % |
| 1,45 | 1,45 | 8 |
| 1,78 | 1,28 | 12 |
| 2,0-2,1 | 1,02 | 18 |
Поливка муфеля водой весьма эффективна: во всем практическом диапазоне параметров рулонов и конечных температур охлаждения достигают сокращения времени охлаждения на 30-50 % или прироста производительности на 20-35 %. Влияние параметров рулонов меньшее, чем при воздушной обдувке, поэтому поливка водой эффективна для всех рулонов /3/.
Однако этот метод применяют очень ограниченно, что обусловлено рядом конструктивных и эксплутационных недостатков: сложной конструкцией и плохой стойкостью муфеля, недостаточной надежностью затворов, потребностью в больших количествах воды, значительными паро- и влаговыделениями в цех, загрязнениями цеха, задалживанием кранового оборудования. Работы по совершенствованию метода поливки муфеля водой продолжаются, но в настоящее время его нельзя рекомендовать к внедрению в современных цехах с большим числом крупных колпаковых печей.
Колпаковая печь с выносными холодильниками защитного газа: на сегодняшний день является одним из наиболее прогрессивных видов ускоренного охлаждения муфеля. Каждый холодильник составлен из двух стандартных калориферов КФС-6, заключенных в газоплотный сварной кожух. Системой плотных газопроводов холодильники присоединены к основному теплообменному контуру циркуляции защитного газа под муфелем. Таким образом организованы два дополнительных теплообменных контура циркуляции газа через холодильники. В период нагрева клапаны закрыты и защитный газ под муфелем циркулирует по обычной схеме. В начале охлаждения клапаны открывают и в результате перепада давлений, создаваемого стендовым вентилятором, часть горячего защитного газа начинает циркулировать через холодильники, отдавая им тепло. Охлажденный газ вновь поступает под муфель, где, смешиваясь с основной массой циркулирующего газа , понижает его температуру и ускоряет охлаждение рулонов.
Полученные экспериментальным путем данные указывают на существенное возрастание эффективности этого метода при понижении конечной температуры охлаждения рулонов под муфелем. Поэтому его использование особенно целесообразно для рулонов качественного металла и жести, когда сокращение времени охлаждения достигает 40-45 %, что соответствует приросту производительности на 25-32 %.
Метод ускоренного охлаждения рулонов в колпаковых печах под муфелем с циркуляцией части (7-11 %) защитного газа через выносные холодильники выгодно отличается от других методов сочетанием высокой эффективности с экономичностью, компактностью, надежностью, удобством эксплуатации, обслуживания и многого другого. Его применение позволяет улучшить использование энергии стендового циркуляционного вентилятора и снизить удельный расход защитного газа при сравнительно небольшом увеличении потребляемого количества охлаждающей воды. Все узлы установки относительно просты, а стоимость установки не превышает 2-3 % стоимости сооружения печей. Все это позволяет рекомендовать применение выносных холодильников на производстве. Производительность охлаждения с применением установки возрастает на 23 %.
Сравнительные данные по охлаждению рулонов в колпаковых печах разных фирм представленные в табл.6. Нужно отметить, что эксплутационные данные для ЛПЦ-2 КарМК (Карагандинский металлургический комбинат) относятся к условиям работы в наиболее жаркое время года (с апреля по август). Приведенные данные показывают возможность увеличения производительности стенда по охлаждению не менее чем в 3 раза в условиях использования водородной атмосферы и почти в 2 раза для условий преимущественно азотной защитной атмосферы. Представленные данные характеризуют процесс охлаждения до температуры 140-160 0С /2/.
Таблица 6
Сравнительные данные по охлаждению рулонов в колпаковых печах разных фирм
| Фирма, предприятие | Способ охлаждения | Защит-ная атмос-фера, % | Масса садки, т | Время охлаж-дения, ч | Произ-води-тель-ность, т/ч | |
| Н2 | N2 | |||||
| Стальпроект КарМК, (ЛПЦ-2) | Выносные холодильники без вен-тилятора | 5 | 95 | 143,2 | 91,9 | 1,56 |
| Эбнер | Водовоздушное охлаждение муфеля | 5 | 95 | 79 | 29 | 2,72 |
| Эбнер, НЛМК | Водовоздушное охлаждение муфеля; HICON/H2 | 25 | 75 | 96 | 19 | 5,1 |
| LOI | Выносные холодильники с дополнительными вентиляторами | - | 100 | 110 | 19 | 5,6 |
С учетом положительного опыта КарМК по эксплуатации и техническому обслуживанию выносных холодильников защитного газа, а также конструктивных разработок ВНИИМТ (научно-исследовательский институт металлургической теплотехники) по совершенствованию конвективного теплообмена в высокотемпературных агрегатах было принято решение о разработке системы принудительного охлаждения рулонов защитным газом с использованием специального вентилятора в рециркуляционном контуре.
На рис.1 показана схема ускоренного охлаждения рулонов. Стенд 1, на котором под муфелем 2 находятся рулоны 3, снабжен каналами 8 и 9 для отсоса и подачи защитного газа в подмуфельное пространство. К этим каналам подсоединяются модули охлаждения 10. Каждый модуль 10 включает в себя циркуляционный вентилятор 11, газоводяной холодильник 12 с патрубками для подвода и отвода воды 13, регулировочный шибер 14, байпасный шибер 15 и отсечной шибер 16, служащие для регулирования газодинамического режима работы устройства /3/.
Схема стенда колпаковой печи, оборудованной модулями ускоренного охлаждения
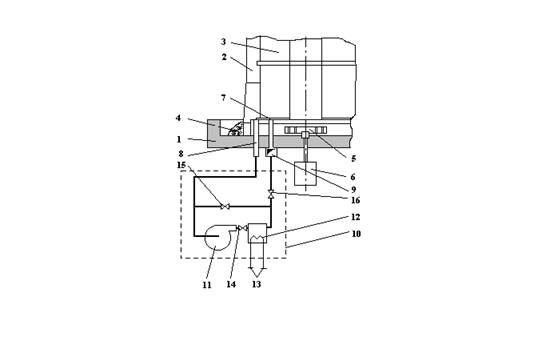
4 - песочный затвор; 5 - рабочее колесо; 6 - электродвигатель; 7 - опорное конвекторное колесо; остальные обозначения - в тексте
Рис.1
Защитный газ из подмуфельного пространства через каналы 8 отсасывается циркуляционным вентилятором 11, который подает газ через холодильник, где он охлаждается за счет теплообмена с трубами, внутри которых циркулирует вода. Охлажденный защитный газ через каналы 9 поступает в подмуфельное пространство. После взаимодействия с охлаждаемой садкой нагретый газ вновь поступает в модули охлаждения.
Разработанный модуль ускоренного охлаждения рулонов представляет собой единый сварной корпус, в котором смонтированы циркуляционный вентилятор, газоводяной холодильник, подводящие и отводящие короба. Корпус имеет присоединительный фланец для установки его на стенде реконструированной для этой цели колпаковой печи.
Газоводяной холодильник выполнен из труб коррозионно-стойкой стали диаметром 25 мм. По газовой стороне холодильник установлен на выхлопе циркуляционного вентилятора и имеет один рабочий ход. Теплообменная поверхность трубчатки составляет 18 м2. Холодильник является съемным и при необходимости может быть демонтирован из корпуса модуля.
Проект реконструкции стенда колпаковой печи был выполнен в Стальпроекте и предусматривал установку двух модулей. Защитный газ из рабочего объема печи подводится и отводится через систему канальных отверстий в районе направляющего аппарате стендового вентилятора. Каналы в реконструированном стенде выполнены таким образом, чтобы не нарушать аэродинамику в подмуфельном пространстве и гарантировать отсутствие подсосов воздуха под муфель через оставшийся без изменения песочный затвор стыка муфеля со стендом /4/.
Охлаждающие модули были изготовлены во ВНИИМТ и прошли стендовые аэродинамические испытания.
В процессе проведения промышленных исследований особое внимание уделялось стабильности газового режима под муфелем печи. Более высокий уровень влажности (до - 14 0С по температуре точки росы) в опыте объясняется тем, что это был первый пуск охлаждающих модулей в эксплуатацию, и тем, что модуль начал работу без предварительного запуска вентилятора. Плавный запуск вентиляторов обеспечил влажность под модулем на уровне - 20 0С. После 40 часов работы с начала охлаждения влажность стабилизировалась на уровне - 30 0С. В итоге металл получили светлым, подсосов воздуха в циркуляционный контур модулей в процессе их работы не наблюдалось.
Производительность установки оказалась не ниже, чем на печах фирмы «Эбнер» с водовоздушным охлаждением муфеля (табл. 7 ).
Таблица 7
Результаты опытно-промышленной эксплуатации установки ускоренного охлаждения
| Масса садки, т | Масса рулона, т | Профиль полосы, мм | Продолжите-льность охлаждения до 140 0С, ч | Производите-льность при охлаждении до 140 0С, т/ч | Время между отключением горелок и включением установки, ч |
| 148,0 | 40,0 | 0,8×1005 | 40 | 3,70 | 15 |
| 116,8 | 31,0 | 1,6×1015 | 45 | 2,57 | 21 |
| 159,0 | 39,8 | 0,8×1255 | 46 | 3,45 | 19 |
| 99,8 | 33,3 | 0,5×1005 | 40 | 2,49 | 17 |
| 131,7 | 34,5 | 0,7×1005 | 50 | 2,63 | 16 |
| 99,7 | 28,8 | 0,7×1255 | 33 | 3,02 | 13 |
| 163,2 | 40,8 | 0,54×1025 | 51 | 3,20 | 11 |
| 120,2 | 33,8 | 0,5×985 | 48 | 2,50 | 15 |
Сконструировали, изготовили и опробовали в промышленных условиях установку ускоренного охлаждения стальных рулонов массой до 45 т в колпаковых печах. Установка представляет собой спаренные выносные газоводяные теплообменники со специальными вентиляторами в рециркуляционном контуре защитного газа. Использование установки позволяет сократить продолжительность охлаждения садки не менее, чем на 40 % (30 часов) и получить производительность охлаждения не ниже, чем для водородных печей фирмы «Эбнер» с водовоздушным охлаждением муфеля /5/.
Разработанные фирмой «Эбнер» (Австрия) в начале 70-х годов для цветной металлургии и в конце 70-х годов нашедшие применение в стальной индустрии колпаковые печи HICON/H2Rзавоевали себе прочное место. К концу 1991 года в выпускаемых фирмой «Эбнер» колпаковых печах HICON/H2R отжигалось примерно 6 млн. т/г холоднокатаной широкой полосы (материал глубокой вытяжки, нормального качества и высшей прочности) и приблизительно 1 млн. высокоуглеродистых и легированных сталей.
На газонепроницаемой фундаментальной плите смонтирован корпус стенда из жаропрочной стали с теплоизоляцией (более 500 мм по высоте стенки), заключенный в вогнутый металлический кожух, который даже после нескольких лет работы в горячем режиме остается герметичным. Герметичное резиновое кольцевое уплотнение охлаждается с двух сторон (стенда и фланца муфеля) водой. Двигатель вентилятора также герметизирован при помощи водоохлаждаемого колпака и круглого резинового уплотнения.
Для того, чтобы крыльчатку диаметром почти 1 м с числом оборотов 1500 привести в действие без вибрации (многолетняя разработка фирмы «Эбнер»), вал вентилятора, подшипники и двигатель (55 кВт, 2 скорости вращения) должны быть выполнены чрезвычайно устойчивыми, но несмотря на это расход электроэнергии, благодаря очень легкому водороду (1/14 от плотности N2), падает примерно до 6 кВт. Уже через 15 минут с начала нагрева (можно и также в азотной среде) включать максимальное число оборотов и этим достичь быстрого нагрева.
Охлаждение в установке HICON/H2R осуществляется при помощи комбинированного воздушно-водяного охлаждающего колпака, благодаря чему достигается особо короткое время охлаждения и возможно использовать простой фундамент без подвала.
Поскольку тангенциальное расположение высокоскоростных горелок с ограничением температуры до 850 0С и высокая внутренняя конвекция водорода не допускают перегрева муфеля, а полностью автоматизированный подвод к муфелю вначале воздуха, а затем воды для охлаждения муфеля (при температуре стенки муфеля около 200 0С) проводится щадящим образом, то срок службы муфеля достигает примерно 500 циклов отжига.
При применении правильно выбранной жаропрочной легированной Cr-Ni стали для изготовления определенных частей муфеля - в расчете на обычное качество охлаждающей воды - не происходит как быстрого образования окалины, так и появления трещин, возникающих в муфеле в результате напряжений.
Срок службы муфеля при режиме наружного охлаждения несколько продолжительнее, однако при этом не возмещаются расходы на капиталовложения, техническое обслуживание и производство. Дорогостоящая наружная охладительная система должна быть смонтирована под каждым стендом в дорогостоящем подвале, хотя на заключительное охлаждение используется всего лишь 1/3 времени всего цикла отжига. Кроме того, из-за входного и выходного отверстий в стенде металлический кожух, обеспечивающий герметичность на продолжительный срок, невозможен. При выходе из строя одного наружного охладителя блокируется весь стенд, в то время, как при выходе из строя или замене одного муфеля производительность отжига ни в коей мере не снижается.
Количество продувочного азота при помощи измерительной диафрагмы контролируется на чистой стороне входа газа. Последующий подвод азота и затем водорода согласовывается с процессом испарения остатков смазочных материалов при постоянном контроле давления. При падении давления сразу же осуществляется аварийная продувка азотом.
После контроля плотности в горячем состоянии в среде Н2 закрывается выходной клапан водорода, снимается нагревательный колпак, устанавливается охлаждающий колпак и начинается воздушное охлаждение. К началу водяного обрызгивания возникает кратковременное (около 1 минуты) легкое парообразование, которое никоим образом не может изменить общую влажность воздуха в цехе (ниже допустимых пределов). После охлаждения сердцевины рулонов до 160 0С или до 50 0С (дрессировочная температура) следует вторая продувка азотом.
Вся система защиты колпаковой печи HICON/H2R обеспечивается надежным при рентгеноконтроле сварным резервуаром (муфель и двойной кожух стенда). Эта система была опробована во всем мире компетентными организациями и наилучшим образом оправдала себя в производстве.
В противоположность этому, в традиционных колпаковых печах испытание на плотность в холодном состоянии невозможно (контактное уплотнительное кольцо вала крыльчатки, резиновое кольцо круглого сечения охлаждается только с одной стороны). Продувка азотом должны контролироваться газоанализаторами, так как объем не четко определен (открытый стенд, наружное охлаждение). Анализаторы должны быть подключены к содержащему масляные пары выходу защитного газа, являются ненадежными и требуют постоянного технического обслуживания.
Время выдержки на стенде, необходимое для получения материалов высшего качества (Dt=30 0С, Dt=20 0С), равно 45-48 часам, что соответствует производительности свыше 2 тонн в час, то есть вдвое больше, чем в традиционной колпаковой печи с применением газа HNX, и это без перегрева внешних витков. Таким образом, участок, состоящий из 10 стендов, отжигает в месяц примерно 15000 тонн.
При охлаждении до температуры дрессировки время выдержки увеличивается всего лишь на 10 часов, а производительность стенда при этом все еще сохраняется в пределах 1,7 тонны в час. Дополнительные затраты выражаются в виде двух добавочных стендов и двух охлаждающих колпаков. Но при этом отпадает необходимость конечного охлаждения в местах с воздушным охлаждением, которое зачастую длится 2-3 дня. К тому же исключается расходы на дополнительный транспорт и опасность повреждения и коррозии.
Данные о расходе по сравнению с традиционными колпаковыми печами также свидетельствуют о результативности данных печей: благодаря экономящему энергию регулятору непрерывного действия, широко расставленным друг от друга высокоскоростным горелкам, большому центральному рекуператору и значительно сокращенному времени отжига расход природного газа, составляет примерно 17 м3/ч. Условием для получения возможно более низких тепловых потерь является газонепроницаемый вогнутый стенд с высокой степенью изоляции, в которую не может проникнуть водород, несмотря на его хорошую проницаемость.
На основании конвекции, проводимой наилучшим образом и получаемой за счет оптимально выбранных входного и выходного диффузоров, высокой несущей плиты, вогнутого герметичного стенда, вентилятора с большим диаметром всасывания и мощным двигателем, позволяющего очень быстро набрать полное число оборотов, и возможность продувки азотом во время нагревания и конечного охлаждения без потери времени на простой, достигается наиболее высокая производительность стенда, примерно на 20 % выше производительности печной установки конкурента (то есть фирмы LOI).
Описанная конструкция установки и достигнутые при этом преимущества делают объяснимым, почему система HICON/H2Rзавоевала прочное место в мире. Имеющиеся в наличии многочисленные рекомендации от потребителей указывают на то, что с появлением этой конструкции развилась новая технология производства, которая утвердила себя наравне с методом непрерывного отжига автолистовой стали, впервые запущенного в производство в Японии.
Еще одно изобретение, в котором ускорение процесса охлаждения достигается тем, что поток охлаждающего воздуха делится на два, причем один движется снизу, а другой - сверху до отсасывающих патрубков вентиляторов, которые располагаются в районе от1/3 до 2/3 высоты муфеля /4/.
Заявленный способ реализуется в устройстве для охлаждения металла в колпаковой печи, содержащем цилиндрический кожух, стойки и вентиляторы, в котором с целью ускорения процесса охлаждения металла, кожух выполнен открытым с обоих торцов, что обеспечивает получение открытых кольцевых зазоров для забора воздуха из цеха и снизу, и сверху, а патрубки с вентиляторами для удаления его из пространства между муфелем и кожухом охлаждающего колпака установлены в области от 1/3 до 2/3 высоты муфеля.
Общий вид предлагаемого устройства для охлаждения садки колпаковой печи представлен на рис. 2. Оно включает: общий коллектор, соединительный фланец, опоры, направляющие, вертикальные стояки и гибкий шланг. Стояки имеют круглые или щелевые отверстия, обращенные к охлаждаемой поверхности муфеля. Общий коллектор имеет 1-2 ряда отверстий, также обращенных к охлаждаемой поверхности. На общем коллекторе со стороны соединительного фланца закреплены баки с водой, соединенные с коллектором эжектирующими трубками. Общий коллектор соединен вертикально несущими и центрирующими стояками с траверсой, на которой установлена проушина для крюка мостового крана.
Колпак импульсного охлаждения муфеля.
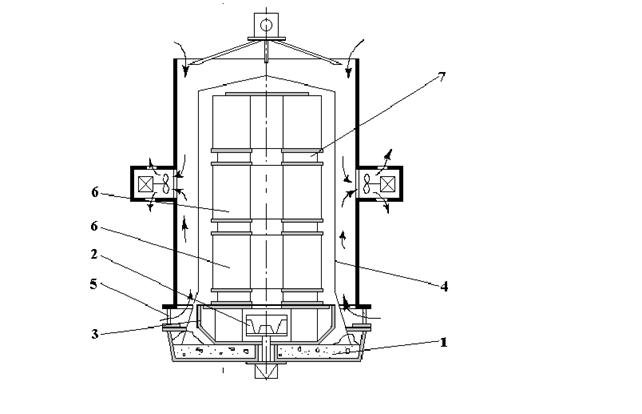
1- стенд; 2- воздушный коллектор; 3 - воздушные патрубки; 4- муфель; 5 - питающая труба; 6- рулоны; 7- радиационно-конвективные кольца.
Рис.2
Данный способ реализуется также в устройстве, отличающимся от вышезаявленного тем, что с целью обеспечения равномерного заполнения движущимся воздухом кольцевого зазора между муфелем и кожухом колпака охлаждения, на внутренней поверхности кожуха, обращенной к муфелю, равномерно с разбивкой по окружности на интервалы 15-30 0 приварены ребра высотой 1/3-2/3 величины зазора, причем начало и окончание ребра, которые не доходят до уровня отверстий отводящих патрубков на расстояние 50-500 мм, смещены относительно друг друга на 60-90 0.
Данный способ реализуется также в устройстве, отличающегося от вышезаявленного тем, что с целью интенсификации теплообмена на внутренней поверхности кожуха, обращенной к муфелю, устанавливается два ряда ребер - нижний и верхний, расположенных симметрично по оси отверстий патрубков вентиляторов один над другим на расстоянии и с промежутком 1/10 высоты муфеля от верхнего и нижнего края колпака, каждое из которых выполнено из двух отрезков, образующих между собой угол 120-150 0, причем длина отрезков верхнего ряда в два раза меньше, чем нижнего, длина которого составляет 0,5-0,7 длины 1/4 окружности муфеля.
Заявленный способ охлаждения металла в колпаковой печи заключается в том, что поток охлаждающего воздуха делится на два, причем один движется снизу, а другой - сверху до отсасывающих патрубков вентиляторов. Колпаковая печь содержит стенд со встроенным циркуляционным вентилятором и направляющим аппаратом, а также расположенный на стенде муфель, уплотненный песочным затвором. Под муфелем установлены рулоны, разделенные по высоте конвекторными кольцами. В период охлаждения на стенд устанавливается специальное устройство, которое содержит кожух, стойки, устройство для транспортировки. В кожухе выполнены два отверстия, к которым присоединены патрубки. В последних расположены вентиляторы с электроприводом.
Данное устройство работает следующим образом. После окончания периода нагрева и выдержки стопы рулонов в колпаковой печи нагревательный колпак переносится на другой стенд, а вместо него с помощью крана за специальное устройство сверху на стопу, закрытую муфелем, устанавливается устройство охлаждения. Опоры располагаются на стенде. После фиксации кожуха на стенде подключается к электропитанию приводы вентиляторов, которые начинают просасывать холодный воздух из цеха через два кольцевых зазора сверху и снизу кожуха.
Основные преимущества предлагаемой конструкции следующие. В два раза уменьшается длина образующей муфеля, относительно которой движется воздух, поэтому его температура в среднем ниже и коэффициент теплоотдачи от муфеля выше и, следовательно, теплообмен в системе муфель-кожух более интенсивен. Так как поток разбивается на два, то уменьшается количество воздуха, проходящего через зазор между муфелем и кожухом и можно увеличить скорость, не увеличивая потерь на гидравлическое сопротивление системы, то есть при том же вентиляторе можно уменьшить зазор между муфелем и кожухом и увеличить теплообмен за счет конвекции и теплопроводности газового зазора. Вследствие того, что путь движения воздуха меньше, он не нагревается до температуры муфеля, что имеет место в существующих колпаках воздушного охлаждения, и в свою очередь не нагревает внутреннюю поверхность кожуха охлаждающего устройства до температуры муфеля, что исключает возможность образования двух параллельных поверхностей с одинаковой температурой, и обеспечивает теплообмен излучением от муфеля к кожуху, что значительно повышает скорость охлаждения садки. Высота расположения патрубков вентиляторов выбирается в зависимости от садки и диаметра рулонов, таким образом, чтобы температура воздуха, покидающего кольцевой зазор, не была равной температуре муфеля, что имеет место в области от 1/3 до 2/3 высоты муфеля. К достоинству данной конструкции охлаждающего устройства следует также отнести и то, что нагретый воздух выбрасывается на большем расстоянии от крановщиков, что улучшает условия их труда.
Рассмотрим развертку внутренней поверхности кожуха охлаждающего устройства, обеспечивающего равномерное заполнение движущимся воздухом кольцевого зазора. На внутренней поверхности кожуха приварены ребра высотой 1/3-2/3 величины зазора. Они расположены равномерно с разбивкой по окружности на интервалы 15-30 0, причем начало и окончание каждого ребра смещены относительно друг друга на 60-90 0, а окончание не доходит до уровня отверстий отводящих патрубков на 50-500 мм.
Преимущества данного устройства заключаются в следующем. Воздух по кольцевым зазорам движется не сразу к патрубкам, а вынужден более равномерно заполнить кольцевой зазор, причем приваренные ребра удлиняют его путь, что также приводит к улучшению процесса теплообмена между муфелем и охлаждающем его воздухом.
Так же следует рассмотреть развертку внутренней поверхности кожуха охлаждающего устройства, обеспечивающей интенсификацию теплообмена на его поверхности. К поверхности кожуха сверху и снизу отводящих отверстий приварены по два ряда ребер - верхний и нижний, расположенных симметрично по оси отверстий патрубков один над другим на расстоянии друг от друга и от края кожух равном 1/10 высоты муфеля. Каждое ребро состоит из двух отрезков, образующих между собой угол 120-150 0, причем длина нижнего отрезка составляет 0,5-0,7 длины 1/4 окружности муфеля, а отрезки верхнего ряда в два раза короче.
Преимущество данного устройства заключается в том, что оно обеспечивает турбулизацию воздушного потока внутри зазора между муфелем и кожухом, что приводит к увеличению интенсивности теплообмена и ускорению процесса охлаждения садки.
Указанные преимущества способа охлаждения металла в колпаковой печи и устройств его реализующих позволят сократить длительность периода охлаждения, повысить производительность одного стенда, сократить расход электроэнергии и защитного газа.
Изучение и анализ информации источников позволяет сделать вывод о возможности ускорения процесса охлаждения садки с небольшими конструктивными изменениями - является целесообразным изучить возможность охлаждения садки эжекторным воздухом, который в период охлаждения не используется на данном стенде.
Этот метод был опробован на трехстопной колпаковой печи в ЛПЦ-5 ММК. Схема трехстопной колпаковой печи приведена на рис. 3.
Схема струйного охлаждения садки трехстопной колпаковой печи
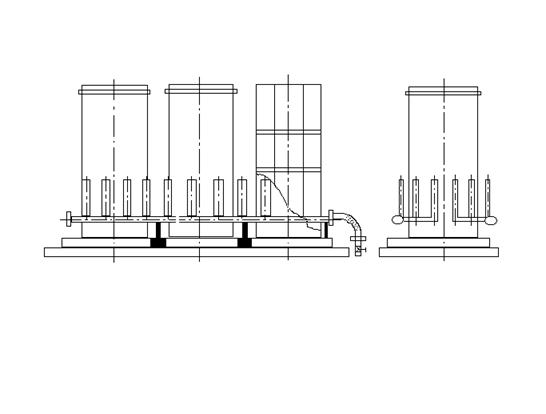
Рис. 3
Использование упрощенного устройства струйного охлаждения при отжиге с обычными конвективными кольцами (КК) длительность периода охлаждения сократилась с 53,8 до 45,7 часов (12,3 %), а при охлаждении садки, в которой одно нижнее конвекторное кольцо заменено РКК, длительность охлаждения понизилась с 48,7 до 41,3 часов (18,38 %).
Применение РКК (радиационно-конвективных колец) привело к значительному выравниванию перепада температур по садке: он уменьшился с 55 0С до 40 0С, что обеспечивает лучшую равномерность механических свойств готовой жести.
На рис. 4 представлены результаты изучения эффекта от использования упрощенного устройства колпака струйного охлаждения (КСО) и радиационно-конвективных колец (РКК).
Указанные результаты достигаются вследствие следующих новых технических решений:
1. Радиационно-конвективных конвекторных колей новой конструкции.
2. Системы струйной обдувки муфеля.
Результаты экспериментального исследования КСО и РКК

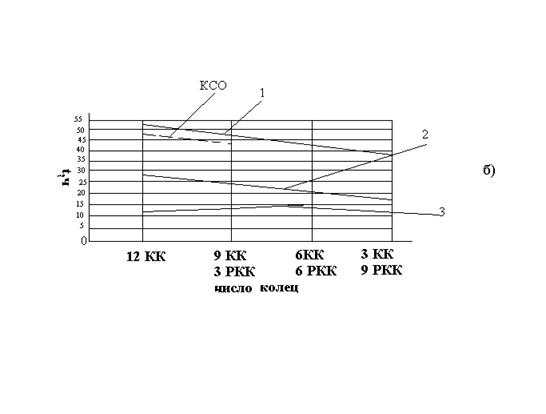
1 - длительность охлаждения tохл=180 0С ; 2 - длительность охлаждения tн=580 0С;
3 - длительность охлаждения tв=660 0С.
Рис. 4
0 комментариев