Навигация
1 Загальна частина проекту
1.1 Опис роботи приводу кліті «ДУО» (призначення, будова, технічна характеристика, кінематична схема)
Чорнова кліть "ДУО" призначена для розбивки ширини листа й одержання необхідної товщини підкату для чистової кліті "кварто". Керування головним приводом і допоміжними механізмами кліті "ДУО" вироблятися оператором з посади керування №3.
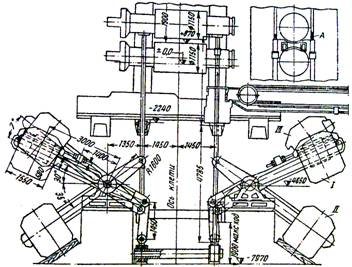
Головна лінія чорновий кліті "ДУО" складається з:
- робочої кліті;
- двох (верхньої і нижній) універсальних шпинделів;
- шестеренної кліті;
- муфти зубцюватої подовжений №21;
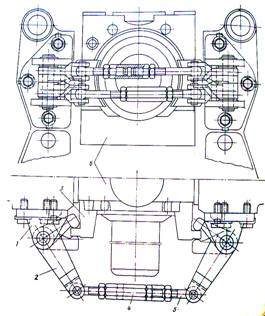
Робоча кліть „ДУО” складається з:
- двох станин закритого типу, у прорізах яких розташовані робочі подушки прокатних валків з текстолітовими вкладишами;
- двох прокатних валків;
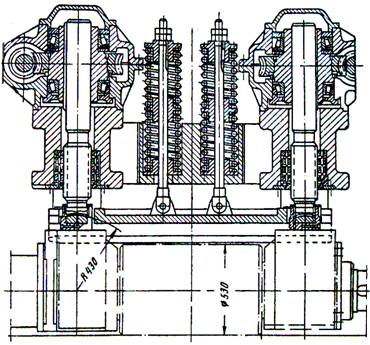
- натискного і пристрою верхнього робочого, що врівноважує, валка, призначених для переміщення валка у вертикальній площині;
- натискного пристрою (два натискних гвинти; два черв'ячних колеса, посаджені на домкратні частини натискних гвинтів; черв'ячної трансмісії, що з'єднує з лівого і правого черв'яків, з'єднаних між собою за допомогою глухої муфти);
- пристрою, що врівноважує, (чотири штанги; траверси попарно спирається на плунжера гідравлічних циліндрів);
- показник обтиснення (черв'ячна і конічна передачі; циліндричного редуктора; циферблата з великим і малим колами і двох стрілець);
- механізму настроювання верхнього валка, призначеного для усунення перекосу верхнього і нижнього валків вертикальної площини;
- механізму для перевалки валків, призначеного для висновку і заводу комплекту валків з подушками в кліть;
- станинних роликів, призначеного для захоплення металу у валки;
- системи гідравлічного видалення окалини, призначеної для гідравлічного видалення окалини з металу, що прокочується, виробляється за допомогою води високого тиску 110 атмосфер через форсунки в колекторах.
Привод кліті необхідний для приведення в дію робочих валків.
Принцип дії привода кліті «ДУО» є такий, що при включенні електродвигуна, обертання передається на зубчасту муфту від якої на шестеренну кліть, яка призначена для розвитку крутного моменту, одержуваного від електродвигуна, та передаючого на робочі валки через універсальні шпинделі.
Технічна характеристика:
1. Електродвигун постійного струму:
- потужність – 1150 кВт;
- частота обертання – 32-70 об/хвил;
- тип – П20-100-4К.
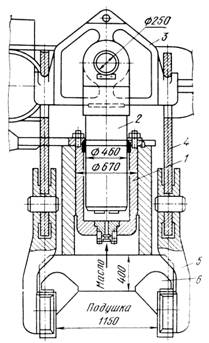
2. Робоча кліть:
- тип кліті - "ДУО", реверсивна "940";
- діаметр бочки валка - 940 мм;
- довжина бочки валка 2500 мм;
- припустиме зусилля прокатки - 16600 кН;
- максимальна висота підйому верхнього валка - 600 мм;
- привід валків - через універсальні шпинделі, шестеренну кліть, муфту зубцювату подовжену №21, від двох реверсивних електродвигунів постійного струму 1150 кВт кожний, числом оборотів 0-23-32 у хвилину;
- мінімальна товщина розкату - 15 мм;
- максимальна ширина розкату - 2150 мм.
3. Підшипники прокатних валків:
- вкладиші цільно-пресованні, текстолітові;
- кут обхвату вкладишів шейки - 160 градусів;
- товщина вкладиша (номінальна) - 55 мм;
- товщина вкладиша (мінімально-допустима) - 15 мм.
4. Універсальні шпинделі:
- матеріал вала шпинделя - Сталь 45;
- довжина вала шпинделя - 4290 мм;
- діаметр тіла шпинделя - 420 мм;
- матеріал шпиндельних голівок - Сталь 40ХН;
- матеріал бронзових вкладишів - БР.АЖ-9-4.
5. Шестеренна кліть:
- тип зуба - шевронний;
- кількість шестеренних валків - 2 шт.;
- діаметр валків - 1047, 4 мм;
- число зубів шестеренних валків - 39 шт.;
- модуль зубів нормальний - 24 мм;
- кут нахилу зубів - ;
- кут зачеплення - ;
- висота зуба - 51, 85 мм.
6. Муфта подовжена зубцювата №21:
- припустиме навантаження - 300 Н;
- максимальне число оборотів у хвилину - 200;
- граничний перекіс хитко при відсутності радіального зсуву - ;
- граничний радіальний зсув при відсутності переваги - 1,5 мм;
- кількість олії, що заливається - 65 літрів;
- модуль зубцюватого зачеплення - 14 мм;
- число зубів - 80.
1.2 Змащування механізму (опис, схема, карта змащування)
Основним призначенням змащення є зниження втрат на тертя і чи запобігання скорочення зносу тертьових деталей. Змащення також використовується як тепло керівник в устаткуванні, сприяє запобіганню деталей і вузлів від окисних процесів, тобто корозії, також вона сприяє відводу продуктів розпаду працюючих деталей.
Змащення вузлів і механізмів робочої кліті "ДУО" виробляються від автоматичних станцій густого мастила Г-2 і Г-6. Режим роботи станцій: при роботі стану з однією нагрівальною піччю - через 60 хвилин; із двома через 30 хвилин. Сорт змащення "ІП-1" (літня - улітку, зимова - узимку).
Прокачування бронзових сухарів у шпиндельних голівках з боку валків кліті змазують густим мастилом. Змащення здійснює черговий слюсар по змащенню 3 рази за зміну. Змазування бронзових вкладишів у шпиндельних голівках шпинделів з боку шестеренної кліті виробляється від змащення Ж-1 і подається до них через центральне свердління шестеренних валках. Універсальні шпинделі застосовуються для передачі обертового моменту від шестеренної кліті до валянь робочої кліті "ДУО". Змащення бабітових вкладишів здійснюється від системи систематичного густого мастила Г-2 через живильник типу 2-0500-2до, тип змащення - "ІП-1", режим включення щогодини .
Шестеренна кліть служить для передачі обертання від електродвигуна до валянь робочої кліті "ДУО". Змащення підшипників шестеренної кліті здійснюються від централізованої системи рідкого мастила Ж-1, олією високої в'язкості "ПС-28" по трубопроводах і каналам у плитовині і станині.
Муфта зубцювата подовжена призначена для передачі моменту, що крутить, від електродвигуна до шестеренного кліті і з'єднання вала електродвигуна з валом шестеренної кліті. Змащення зубцюватого з'єднання муфти - закачная суміш 70% густого мастила "І-40", накачування виробляється по індивідуальній ручній станції, кількість закачаного змащення 65 літрів.
Таблиця 1 – Карта змащування натискного пристрою кліті
«ДУО»
| № | Назва вузла змазування | Кіл-сть точок змащув. | Масляний матеріал | Засіб нанесення мастила (система змащення) | Періодика змащування | Прим. |
| 1 | Підшипники електродвигуна | 2 | ЕШ-176 | закладна ручна | 2р. нарік | |
| 2 | Муфта подовжана зубчаста №21 | 2 | рідке мастило «ІП-1» | закачування по індивідуальній ручній станції | 1р. на годину | |
| 3 | Підшипники шестеренної кліті | 4 | Рідке мастило Р-1 | централизована система рідкого змащення | 1р. на годину | |
| 4 | Бабітові вкладники верхнього і нижнього універсальних шпинделів | 4 | Густе мостило «ІП-1» | система систематичної густої змазки Г-2 через пітник типу 2-0500-2к | через 1годину | |
| 5 | Підшипники робочих валків | 2 | Густе мостило «ІП-1» | Автоматична станція густої змазки Г-6 | через 1годину | |
| 6 | Шарнірне з’єднання з врівноважуючи ми циліндрами | 2 | Солідол «УС-2» | закачування по індивідуальній ручній станції | 4р. на рік | |
| 7 | Підшипники тяг врівноважуючи циліндрів універсальних шпинделів | 2 | Густе мостило «ІП-1» | система систематичної густої змазки Г-2 через пітник типу 2-0500-2к | 1р. на годину | |
| 8 | Шестеренна кліть | 1 | Мастило в’язке «ПС-28» | централизована система рідкого змащення і мастилом високої в’язкості за трубопроводами та каналами у плитовині та станині | 1р. на тиждень |
Похожие работы
... на стане 800 производится за!2 проходов: 5 проходов в реверсивной клети 950, 3 - в 1-й клети трио 800, 3 -во 2-й клети трио 800 и 1 - в чистовой клети дуо 850. Технология прокатки рельсов путем обжатия раската в двухвалковых тавровых и рельсовых калибрах имеет следующие недостатки: большая неравномерность деформации по элементам профиля; наличие открытых и закрытых ручьев, требующих глубокого ...
... правилам безопасности: «Общим правилам безопасности для предприятий и организаций металлургической промышленности», утвержденным Госгортехнадзором СССР 13 мая 1987 г.; «Правилам безопасности в прокатном производстве», утвержденным Минчерметом СССР 25 мая 1977 г.; «Правилам техники безопасности и производственной санитарии при холодной обработке металлов», утвержденным Президиумом ЦК профсоюза ...
... , разработки оптимальных конструкций клетей и др. Рабочая клеть является важнейшим элементом в линии прокатного стана, поэтому разработка оптимальной конструкции клети и различных её механизмов является актуальной проблемой. 1. Обзор конструкций клетей дуо В клетях применяются различного типа устройства, вносящие в конструкцию клети изменения: нажимные и уравновешивающие устройства, ...
... раствора. Для структуры характерен одновременный рост прочности и удлинения по мере повышения концентрации твердого раствора. 2.3. Выбор и описание прокатного стана. Горячая прокатка представляет собой головную операцию в технологическом цикле производства листовых полуфабрикатов из алюминиевых сплавов. Горячей прокаткой изготавливают листы и плиты. Основная же часть продукции поступает в виде ...
0 комментариев