Навигация
Выбор технологии прокатки рельсов
53402
знака
19
таблиц
12
изображений
13.1. Анализ технологий и состава оборудования, используемых для производства рельсов за рубежом
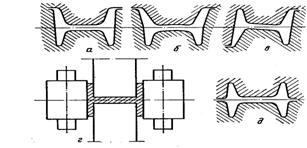
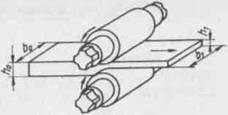
Прокатка железнодорожных рельсов на современных зарубежных станах в настоящее время осуществляется в основном с применением универсальных клетей [11,12]. Такая технология предусматривает многократное прямое обжатие наиболее ответственных элементов профиля - головки и подошвы. На рис. 13.1 дано сравнение схемы деформации рельсового профиля в двухвалковых и четырехвалковых калибрах.
При прокатке в двухвалковых калибрах головка рельса не подвергается прямому обжатию по высоте рельса, вследствие чего металл головки имеет недостаточно плотную и довольно крупную зернистую структуру и обладает пониженными механическими свойствами по сравнению с рельсами, прокатанными в универсальных калибрах. Это особенно следует иметь ввиду при использовании непрерывнолитых заготовок, которые подвергаются меньшей вытяжке по сравнению со слитком.
При прокатке в универсальных калибрах сечение рельса остается симметричным относительно горизонтальной плоскости. Головка и подошва рельса при этом имеют почти одинаковую температуру. Рельсы, прокатанные с применением универсальных калибров, характеризуются мелкозернистой структурой, улучшенным качеством поверхности и повышенными механическими свойствами. Прокатка рельсов в универсальных клетях обеспечивает одновременную равномерную деформацию всего профиля четырьмя валками. Форма универсальных калибров гарантирует сохранение выпуклости головки рельса. При этом ходовая поверхность рельса, подвергаемая максимальной нагрузке при эксплуатации, обрабатывается под прямым давлением. Для ограничения ширины головки и подошвы рельса служит вспомогательная двухвалковая клеть с горизонтально расположенными валками.
Процесс прокатки рельсов на универсальном стане был разработан в 1964-68 гг. на заводе в г. Эйанже (Франция) фирмы Unimetal (ранее фирма Sacilor). Лицензии на процесс были проданы фирмам Shin Nippon Seitetsu (Япония), Broken Hill Proprietary (Австралия), ISCOR (ЮАР), Асо Minas (Бразилия) и др.
По этой технологии заготовка вначале прокатывается в одной-двух реверсивных двухвалковых клетях, а затем в двух-трех универсальных клетях ( из них 1-2 клети реверсивные, а чистовая клеть нереверсивная). До и после реверсивных клетей устанавливаются вспомогательные двухвалковые клети. Деформация в универсальных и вспомогательных клетях осуществляется в непрерывном режиме прокатки. Чистовая клеть обычно устанавливается отдельно, т.е. непрерывная прокатка в ней не предусматривается.
|
|
| а |
Рис. 13.1. Схема деформации рельсового профиля: а - прокатка в двухвалковом калибре; б — прокатка в четырехвалковом калибре;
1 - заготовка;
2 - промежуточный профиль;
3 - готовый профиль
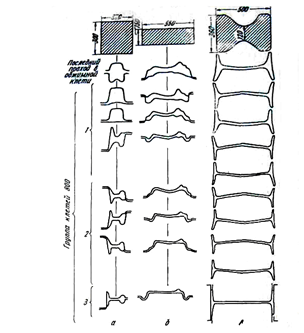
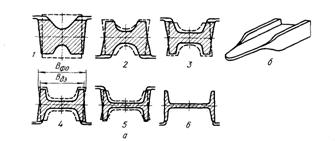
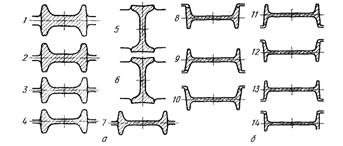
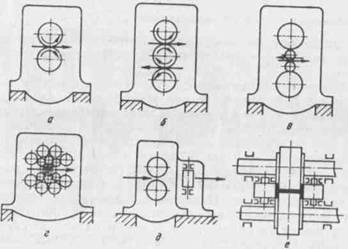
По существу известные способы прокатки рельсов с применением универсальных клетей отличаются типом клетей и калибров, а также порядком прокатки в трех последних проходах (рис. 13.2).
В качестве примера ниже приводится описание технологии и состава оборудования на рельсобалочном стане с универсальными клетями завода фирмы Nippon Kokan в Фукуяме (Япония). На этом стане прокатывают рельсы тяжелого типа - 50 и 60 кг/м из непрерывнолитой заготовки сечением 250x355 мм. Заготовка нагревается в печи с шагающими балками производительностью 150 т/ч. Стан имеет пять клетей, из которых две универсальные.
Для обеспечения необходимого качества поверхности рельсов и минимальных допусков их размеров на стане применяют гидросбив окалины, легированные валки в чистовой клети, сменные запасные клети, которые можно быстро и точно собирать и настраивать.
Отделочное оборудование стана рассчитано на обработку рельсов длиной до 50 м. Для правки термически необработанных рельсов на участке рельсо-отделки имеются два гидравлических пресса усилием 1700 и 800 кН. Установлено пять станков для обрезки концов и сверления болтовых отверстий.
На ряде зарубежных заводов прокатка осуществляется с применением жестких двухвалковых клетей, например, на рельсобалочном стане завода August Thyssen Hutte в Дуйсбурге (Германия). Здесь прокатывают железнодорожные рельсы S49 и UIC60, рельсы трамвайные, остряковые, контррельсы. Максимальная длина рельсов - 60 м. Заготовка литая сечением 265x380 мм, длиной 11,4 м.
Нагрев металла производится в двух печах с шагающими балками, производительность каждой печи 120 т/ч. Для удаления печной окалины имеется установка гидросбива окалины, давление воды 18 МПа (180 кгс/см2). Гидросбив окалины позволяет улучшить качество поверхности рельсов и получать ее без вкатанной окалины. Для подачи воды высокого давления установлены соответствующие насосы и фильтровальная станция для очистки осветленной воды.
Прокатка рельсов ведется в 3-х клетях: в обжимной клети дуо реверсивной 1180 мм и в двух компактных горизонтальных клетях дуо реверсивных 950 мм конструкции фирмы Schloemann - Siemag AG, расположенных в линию. Особенностью клетей этой фирмы является повышенная жесткость, обеспечивающая узкие допуски на размеры проката. Количество проходов: в обжимной клети - 6, в клетях дуо 950 - 7 (4+3).
В одном калибре чистовой клети прокатывают не более 600 т рельсов. Работа оборудования рабочих линий полностью автоматизирована. Раскат рельсов длиной 125 м на пиле горячей резки делится на две части. Перед охлаждением на холодильнике рельсы изгибаются на подошву со стрелой прогиба 1,6м.
Рис. 13.2. Способы прокатки рельсов с использованием универсальных клетей в трех последних проходах: а - схема размещения рабочих клетей; б - способы прокатки в калибрах; 1-7 - номера способов прокатки
Правка рельсов производится в роликоправильных машинах в двух плоскостях 74 жесткости. Кантовку рельсов и задачу их в ГРПМ производит манипулятор. Кроме того, имеются два правильных гидравлических пресса. Отделка концов производится на четырех сверлильно-отрезных станках фирмы Wagner.
В линии стана установлены приборы:
- ультразвукового контроля;
- вихретоковый прибор для контроля поверхностных дефектов;
- лазерный измеритель кривизны рельсов;
- лазерный измеритель волнистости (неровности по высоте).
Неровность рельсов, прокатываемых на стане, составляет ±0,1 мм. Допуск по высоте рельсов составляет ±0,5 мм.
Рельсы поступают как на обычные магистрали, так и на высокоскоростные. Специальных требований к рельсам от государственных железных дорог ФРГ нет, но фирма по своей инициативе делает селекцию рельсов для высокоскоростных магистралей.
Таким образом, производство рельсов за рубежом имеет следующие технологические особенности:
- в качестве исходного металла используют непрерывнолитую заготовку из вакуумированной стали сечением не менее 900-1000 см2;
- нагрев заготовок производят в печах с шагающими балками;
- печную окалину удаляют на установках гидросбива окалины;
- прокатку рельсов производят с использованием жестких универсальных или горизонтальных клетей;
- перед охлаждением на холодильнике рельсы проходят изгиб на подошву;
- правку рельсов производят в роликоправильных машинах в двух плоскостях жесткости, а доправку на гидравлических прессах;
- резку концов рельсов производят на пилах Wagner дисками с твердосплавным инструментом;
- для контроля качества рельсов в потоке рельсоотделки устанавливается комплекс приборов.
Похожие работы

... вследствие попадания брызг жидкого металла на стенки изложницы может быть загрязненной пленками оксидов. 3.Технологический процесс и состав оборудования последних двух станов технологического потока производства рельса Р75 Блюминг Блюминг (англ. blooming), высокопроизводительный прокатный стан для обжатия стального слитка большого поперечного сечения массой до 12 т и более в Блюм. В некоторых ...
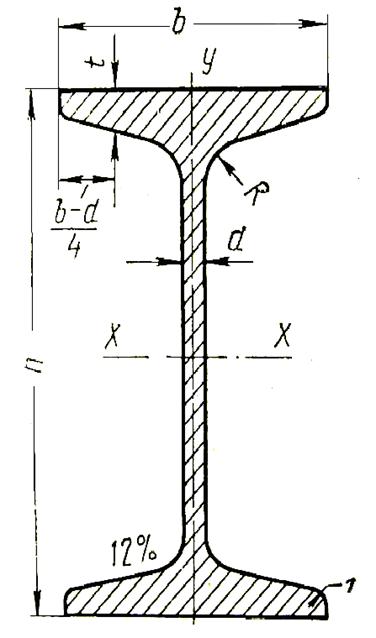
... Размеры профиля привидены в табл. 5.1. Уклон внутренней грани полок принимаем ≤ 12%. Пользуясь графиком (см. рис. 5.1), выбираем восемь фасонных калибров. Так как данный профиль является среднесортным профилем, то для схемы прокатки мы принимаем, что все восемь калибров прямые закрытые. Рис. 5.1. График для выбора числа калибров при прокатке двутавровых балок и швеллеров Так как ...
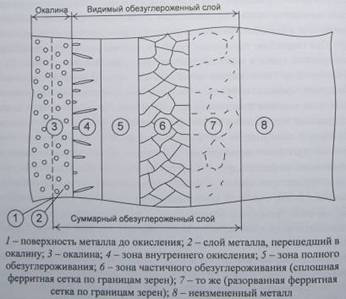
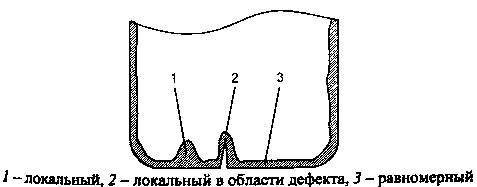
... по периметру заготовки можно выделить три вида обезуглероженного слоя: равномерный, локальный и локальный в области дефекта (рисунок 2). Рисунок 2 – Виды обезуглероженного слоя по периметру заготовки. По аналогии с окислением основными факторами, влияющими на процесс обезуглероживания рельсовой стали, являются температура, время нагрева и состав атмосферы печи. Зависимость интенсивности ...
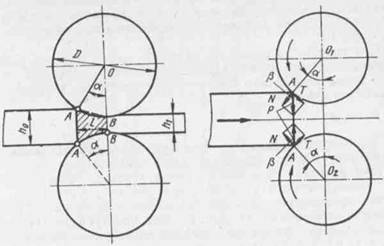
... h0 -- h1 ∆h Рис. 21.2. Очаг деформации и угол захвата при прокатке Эта формула выражает зависимость между углом захвата а, обжатием Ah и диаметром валков D. Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата со стороны каждого валка на металл действуют две силы (рис. 21.3): нормальная (радиальная) ...
0 комментариев