Обслуговування
параметрів
проекту майстерні
Коротка
характеристика
машин, що ремонтуються,
аналіз основних
вузлів і агрегатів
Визначення
складу виробничих
дільниць, розподіл
загальної
трудоміскості ремонтних
робіт
Розробка
річного календарного
плану на графіку
завантаження ЦРМ
Підбір та
визначення
допоміжного
ремонтно-технологічного
обладнання
Розрахунок
площ основних
виробничих
і допоміжних
дільниць
Розробка
технологічного
планування
підприємства
Розмір основних
виробничих
фондів (капіталовкладень)
Очікувані
питомі техніко-економічні
показники
підприємства
Навигация
Очікувані питомі техніко-економічні показники підприємства
Організація ремонту машино-тракторного парка з технологічною розробкою ЦРМ господарства
61288
знаков
29
таблиц
18
изображений
5.3. Очікувані питомі техніко-економічні показники підприємства
Питомі техніко-економічні показники характеризують рівень ефективності використання основних виробничих фондів і дають оцінку економічній ефективності капітальних вкладів на створення нових, а також на розширення і реконструкцію наявних фондів ремонтного підприємства.
Показники ефективності використанняосновних виробничих фондів.Умовна фондовіддача визначається за формулою:
 , (5.13)
, (5.13)
де Св.ц – відпускна ціна на ремонт одного об`єкта, Св.ц = 78732 грн.
Відпускна ціна на поточний ремонт одного об`єкта не повинна перевищувати 70 % відпускної ціни на капітальний ремонт об`єкта.
 ;
;
Фондоозброєність визначається з формули:
 , (5.14)
, (5.14)
де Псп – середня річна кількість робітників.
 ;
;
Продуктивність праці виробничих робітників визначається з формули:
 , (5.15)
, (5.15)
 ;
;
Економічна ефективність капітальних вкладів для нових ремонтних підприємств визначається розрахунком загальної (абсолютної)планової ефективності Епл. і порівнюванням її з нормативним значенням Ен.= 0,15 , тобто:
 , (5.16)
, (5.16)
де Пб – плановий прибуток підприємства, грн.;
Со.ф - вартість основних виробничих фондів,грн.
 ,
,
Плановий прибуток підприємства визначається за різницею між обсягом валової продукції (товарної) продукції в оптових цінах Со.ц. і повної собівартості Сп цю продукцію для річної программи ремонту Nпр, тобто:
Пб. = (Со.ц. – Сп.) · Nпр , (5.17)
Пб. = (27556,537 – 27455,9.) · 163 = 16402.
Строк окуплення капітальних вкладень:
 ,
(5.18)
,
(5.18)
 років.
років.
Дійсно значення строку окупності відповідає економічним нормам, є економічно обгрунтваним.
6. Технологічний процес ремонту (відновлення) у чавунних підшипникових щитках посадочних поверхонь методом залізнінням
6.1. Основні відомості технологічного процесу
Залізніння – має ряд переваг перед іншими процесами електролітичного осадження металів за рахунок застосування дешевих і розповсюджених матеріалів. При цьому вихід за стумом становить 80 – 90 %, твердість покриття до 7800 МПа. Є можливість одержання осадженого матеріалу товщиною до 2 мм.
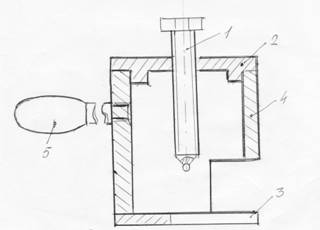
П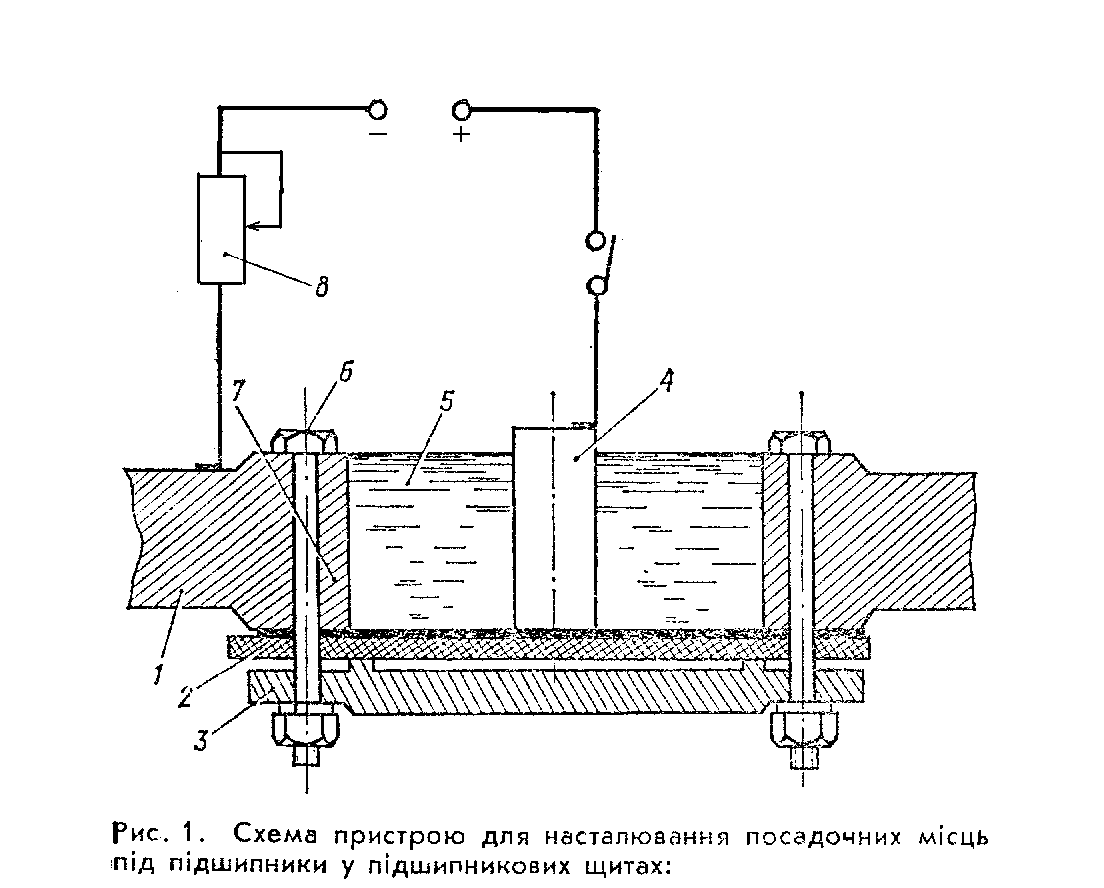
ри
відновленні
посадочних
місць у чавунних
підшипникових
щитах, а також
у щитах з сталевими
втулками
використовується
безванне залізніння
за допомогою
спеціального
пристрою, який
дає змогу створити
ванну в отворі
під підшипник
(рис. 1).
1 – підшипниковий щит; 2 – листова гума; 3 – кришка підшипника; 4 – циліндричний єлектрод; 5 – електроліт; 6 – болт кріплення; 7 – поверхня залізніння; 8 – реостат.
Технологічний процес передбачає механічну обробку, знежирення, промивання водою, анодне або хімічне травлення, нанесення покриття, промивання й нейтралізація та механічна обробка відновленої поверхні деталі.
Посадочне місце проточують для правильної геометричної форми отвору. Поверхню зачищають шліфувальною шкуркою. Знежирюють посадочні поверхні промиванням у неетильованому бензині або скипидарі. Хімічне або електрохімчне знежирення здійснюється за допомогою віденьського вапна з додаванням 3% соди і 1,5% їдкого натрію.
Електрохімічне декопіювання досягається за рахунок зміни полярності джерела живлення (анодом є посадочне місце щита, а катодом - внутрішній електрод).
Місцеве залізніння дозволяє нарощувати покриття з швидкістю 0,2 –0,4 мм/год. Після залізніння посадочні місця шліфують.
Для залізніння використовують хлористий електроліт, до складу якого входить хлористе залізо FeCl2 · Н2О – 200 – 500 г/мл. Застосування хлористих електролітів дозволяє одержати щільні дрібнозернисті осадки товщиною до 1,5 – 2 мм із стійкою проти зношування, близькою до по стійкості до загартованої сталі.Такі електроліти дозволяють значно підвищити ( до 60 А/дм2) підвищити щільність струму, а при доведенні їх до температури 90 – 95єС – одержати пластичні покриття з невеликими внутрішніми напругами.
6.2. Розрахунок основних характеристик при гальванічному покритті
Сила струму розраховується за формулою:
![]() , (6.1)
, (6.1)
где Dк – катодна щільність струму, А/дм2 (визначається умовами роботи деталі, видом покриття, температурою і концентрацією електроліту), 30 А/дм2.
Fk – площа покриваємої поверхні, 0,5 дм2.
![]() ,
,
Тривалість гальванічної операції визначається формулою:
![]() , (6.2)
, (6.2)
где t0 – тривалість електролітичного осадження металу у ванні, 0,4 год;
t1– час на завантаження і вивантаження деталей, 0,1год.
Кпз – коефіцієнт, враховуючий підготовчо-завершальні роботи, (при однозмінній роботі Кпз = 1,2).
![]() год,
год,
Час витримки деталі у ванні визначається за формулою:
 , (6.3)
, (6.3)
где h – товщина шару залізніння, 0,02 мм;
γ – щільність шару залізніння металу, 7,8 г/см3;
С – електролітичний еквівалент, 1,042 г/А·год;
ηв – вихід металу по струму, 80 – 90 %.
 хв.
хв.
Міністерство аграрної політики України
Миколаївська державна аграрна академія
Кафедра експлуатації та технічного сервісу МТП
Пояснювальна записка
по дисципліні: “Ремонт с/г техніки”
тема: “Організація ремонту МТП з технологічною розробкою ЦРМ господарства”
ЕС.КР.21.00.000 ПЗ
Виконав студент групи М4/1
Думенко К.М.
Перевірив Сафронов С.Л.
Миколаїв 2001
| З м і с т Організація обслуговування і ремонту МТП господарства1.1. Визначення споживання МТП в ТО і ремонтах 1.2. Визначення загальної трудомісткості ремонтно- обслуговуючих робіт 1.3. Розділ ремонтно-обслуговуючих робіт за підрозділами ремонтної бази Обслуговування параметрів проекту майстерні2.1. Структура розподілу робіт, визначення спеціалізації майстерні 2.2. Коротка характеристика машин, що ремонтуються, аналіз основних вузлів і агрегатів . Технологічний процес ремонту машин 2.4. Визначення складу виробничих дільниць, загальної трудомісткості ремонтних робіт 2.5. Визначення режиму роботи і фонду часу підприємства Проектування майстерні3.1. Визначення кількості робочих місць по дільницях 3.2. Розрахунок та визначення основного технологічного обладнання 3.3. Підбір та визначення допоміжного ремонтно- технологічного обладнання 3.4. Розрахунок площ основних виробничих і допоміжних дільниць Вимоги техніки безпеки виробничого процесу Техніко-економічні показники підприємства, яке проектується5.1. Визначення розміру основних виробничих фондів 5.2. Розрахунок собівартості ремонтованого об`єкту 5.3. Очікувані питомі техніко-економічні показники підприємства Технологічний процес ремонту посадочних поверхонь6.1. Основні відомості технологічного процесу 6.2. Розрахунок основних параметрів при гальванічному покритті | 2 5 9 12 14 15 16 17 21 22 24 27 30 32 33 35 38 39 |
ЕС.КР. 21.00.000 ПЗ
Похожие работы
... ЭВД -2 Частота обертання – 1500 Продуктивність вентилятора – 600 Напір вентилятора – 25 ККД вентилятора – 0,54 Тип електродвигуна – АОЛ -21 - 4 3. Технологічна частина 3.1 Технологічний процес ремонту жаток кормозбирального комбайна КСК-100 3.1.1 Ремонт валів До основних дефектів валів відносяться причин скручення, знос посадочних місць під підшипники, знос шліців, зрив різьби, ...
... ілі та у наступних розділах, роблячи прогноз або оцінюючи існуючу ситуацію, ви будете користуватись тією або іншою інформацією. Джерела інформації, якими ви користувалися, повинні бути відображені в бізнес-плані (як в тім сама інформація), щоб інвестор міг оцінити глибину і повноту проведених досліджень і відповідно продуманість вашого проекту. Характеристика ринків збуту продукції, що виробляє ...
... ремонту і технічного обслуговування машин. 1.4 Задачі дипломного проектування Вихідним матеріалом для виконання дипломного проектування виступають результати комплексного аналізу господарської діяльності ДП ”Коростенський ЛГ”, роботи машинно-тракторного парку та ремонтно-обслуговуючої бази. Основну увагу зосереджено на ремонтній майстерні. Розбудова, технічне переоснащення та реконструкція ...
0 комментариев