Метод зонной плавки (метод перекристаллизации)
Резка диском с наружной алмазной кромкой
Лазерное разделение пластин
Обезжиривание поверхности
Методы получения полупроводниковых слоев и переходов
Технология полупроводниковых биполярных и МДП ИМС
Изготовление биполярных ИМС с диэлектрической изоляцией
Навигация
Метод зонной плавки (метод перекристаллизации)
Печатные платы
47616
знаков
1
таблица
27
изображений
1.2 Метод зонной плавки (метод перекристаллизации)
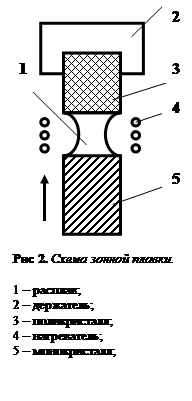 На рис 2 показана схема безтигельной вертикальной зонной плавки. Достоинством метода является совмещение процесса глубокой очистки полупроводника с последующим выращиванием его монокристалла. Отливка в форме стержня из предварительно очищенного и легированного поликристаллического полупроводника прикрепляется одним концом к затравочному кристаллу. Небольшая зона контакта на границе затравочного кристалла разогревается до температуры плавления полем высокой частоты или электронным пучком и медленно сдвигается к противоположному концу стержня. На затравочной стороне происходит отвердение кремния в виде монокристалла. Как уже было сказано, большинство примесей обладают хорошей растворимостью в жидкой фазе по сравнению с твердой. Поэтому по мере продвижения зона плавления все больше насыщается примесями, которые по завершении процесса концентрируются на конце слитка. Обычно процесс зонной плавки повторяют несколько раз, по окончании очистки загрязненный конец слитка отрезают.
На рис 2 показана схема безтигельной вертикальной зонной плавки. Достоинством метода является совмещение процесса глубокой очистки полупроводника с последующим выращиванием его монокристалла. Отливка в форме стержня из предварительно очищенного и легированного поликристаллического полупроводника прикрепляется одним концом к затравочному кристаллу. Небольшая зона контакта на границе затравочного кристалла разогревается до температуры плавления полем высокой частоты или электронным пучком и медленно сдвигается к противоположному концу стержня. На затравочной стороне происходит отвердение кремния в виде монокристалла. Как уже было сказано, большинство примесей обладают хорошей растворимостью в жидкой фазе по сравнению с твердой. Поэтому по мере продвижения зона плавления все больше насыщается примесями, которые по завершении процесса концентрируются на конце слитка. Обычно процесс зонной плавки повторяют несколько раз, по окончании очистки загрязненный конец слитка отрезают.
Обычно изготовляют монокристаллы с равномерным распределением легирующей примеси (донорной или акцепторной). Легирование кремния или германия элементами осуществляется введением в расплав соответствующей примеси. Таким образом, слитки могут иметь электронную электропроводность (n-тип) или дырочную (р-тип). Максимальная длина может достигать 100, 150 см, а диаметр слитка до 150 мм и более.
2 Изготовление пластин
Полученные путем метода Чорхальского и метода зонной плавки массивные монокристаллические слитки непосредственно не используются. Их нарезают на множество тонких пластин, на основе которых уже изготавливаются отдельные интегральные микросхемы.
Механическая обработка полупроводников затруднена их высокими твердостью и хрупкостью. Использовать обычные методы механической обработки, применяемые в металлообрабатывающей промышленности, такие, например, как прокатка, штамповка, вырубка, нельзя. Для изготовления пластин из монокристаллических слитков применяют метод абразивной обработки, т.е. обработки более твердым, но менее хрупким, чем обрабатываемая поверхность, материалом, а также другие эффективные методы.
Перед началом резки слиток необходимо прочно закрепить на неподвижном основании, причем очень важно обеспечить точное расположение слитка относительно полотен или дисков с тем, чтобы пластины имели необходимую кристаллографическую ориентацию. Как правило, пластины нарезаются в плоскости <111> или <100>.
 Наиболее распространенным способом крепления является закрепление с помощью различных наклеечных материалов, например, воска, канифоли, шеллака, глифталевой смазки, клея БФ, эпоксидных смол и крепежных мастик на их основе. Наклеечное вещество расплавляется и наносится на заготовки и крепежные приспособления и, застывая, скрепляет их в заданном положении.
Наиболее распространенным способом крепления является закрепление с помощью различных наклеечных материалов, например, воска, канифоли, шеллака, глифталевой смазки, клея БФ, эпоксидных смол и крепежных мастик на их основе. Наклеечное вещество расплавляется и наносится на заготовки и крепежные приспособления и, застывая, скрепляет их в заданном положении.
После механической обработки материал нагревают, расплавляя наклеечный материал. Затем заготовки отмывают от наклеечного материала в специально подобранных растворителях. Для закрепления на держателе рабочего стола слиток сначала ориентированно приклеивают к специальной оправке торцом или цилиндрической поверхностью, а слитки большого диаметра – одновременно торцевой и цилиндрической поверхностями (рис 4).
Держатель рабочего стола станка с помощью поворотной головки позволяет поворачивать слиток и устанавливать его относительно плоскости отрезного круга так, чтобы получить пластины с заданной ориентацией поверхности.
Обычно, резка слитка на пластины осуществляется либо с помощью комплекта тонких длинных стальных полотен, либо с помощью "алмазных дисков".
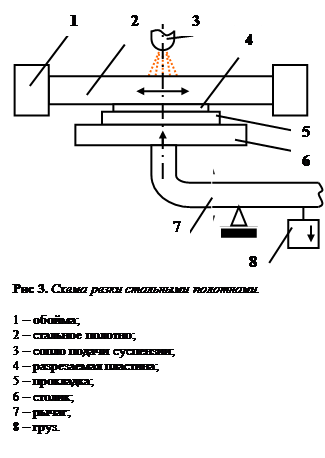
2.1 Резка стальными полотнами и дисками
На рис 3 показана схема резки стальными полотнами или наборами полотен с использованием абразивной суспензии. Этот метод применяется в лабораторных условиях для сквозного разделения пластин и подложек. Метод не обеспечивает высокой производительности и качества. Точность размеров кристаллов невысокая из-за неравномерности натяжения полотен в обойме, их вибрации, неравномерности износа. Абразивная суспензия загрязняет структуры.
Первоначально широкое применение в промышленности имела резка металлическими дисковыми пилами с применением абразивной суспензии. Это объясняется простотой и доступностью этого метода резания. Однако в настоящее время его применяют только в случае резки пластин на кристаллы. Принцип резки практически тот же, что и при резке стальными полотнами. В зону резания подают абразивную суспензию, которая, ускоряясь за счет вращения диска, с силой ударяет в обрабатываемый материал и откалывает от него микрочастицы. Процесс резания ускоряют частицы абразива, постепенно обновляемые в зазоре между металлическим диском и полупроводниковой пластиной. Абразивная суспензия достаточно хорошо отводит тепло из зоны резания и специального охлаждения не требует.
Жесткость металлических дисков, как правило изготавливаемых из стальных холоднокатных лент, недостаточна для резания слитков на пластины, и удовлетворительное качество резания достигается только при небольших глубинах резания, как было указано выше, при резании на кристаллы. Абразивные порошки изготавливаются из карбида бора В4С3, карбида кремния SiC, и электрокорунда Al2O3. По размерам зерна абразивные порошки подразделяются на четыре группы:
· шлифзерно;
· шлифпорошки;
· микропорошки;
· тонкие микропорошки.
Похожие работы
... образом наносят шесть слоев. Это покрытие обладает малой усадкой и плотной структурой. Исходя из вышеперечисленных сравнений выбран для защитного покрытия от действия влаги лак УР-231.6. Описание технологического процесса изготовления печатной платы комбинированным позитивным способом. Технологический процесс изготовления печатной платы комбинированным позитивным методом состоит из следующих ...
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...


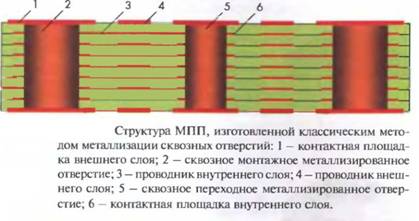
... , в тех случах усложняется, но, тем не менее, это оказывается оправданным, когда другие способы уплотнения монтажа приводят к еще большим технологическим трудностям. Схема технологического процесса изготовления многослойных печатных плат методом металлизации сквозных отверстий показана на рис. 1.23. Метод металлизации сквозных отверстий, по-существу единственный метод создания конструкций с ...


... мкм по подслою никеля. 3.5 Топология токопроводящего рисунка Характер проводящего рисунка во многом определяет технологичность конструкции, надежность производства печатных плат. Анализ практики производства позволяет сформулировать ряд правил для конструирования печатного рисунка. При трассировке проводников следует избегать острых углов. Во внутреннем пространстве такого угла образуется ...
0 комментариев