Метод зонной плавки (метод перекристаллизации)
Резка диском с наружной алмазной кромкой
Лазерное разделение пластин
Обезжиривание поверхности
Методы получения полупроводниковых слоев и переходов
Технология полупроводниковых биполярных и МДП ИМС
Изготовление биполярных ИМС с диэлектрической изоляцией
Навигация
Резка диском с наружной алмазной кромкой
Печатные платы
47616
знаков
1
таблица
27
изображений
2.2 Резка диском с наружной алмазной кромкой
Резание диском с наружной алмазной кромкой обладает по сравнению с процессом резания диском с применением абразивной суспензии более высокой производительностью и позволяет разделять толстые, а следовательно большого диаметра, пластины, обеспечивает воспроизводимые размеры и форму кристаллов и плат со строго вертикальными боковыми гранями, а также большой выход годных структур, достигающий 98 ¸ 100 %. Схема процесса изображена на рис 4.
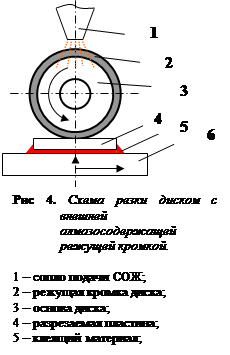 Диск закрепляется на шпинделе станка своей центральной частью. Такое закрепление не обеспечивает высокой жесткости диска. Жесткость режущей кромки обеспечивается его конструкцией. Режущая кромка выступает за наружный диаметр прижимных фланцев не более чем на 1,5 глубины резания. Алмазоносный режущий слой на металлический диск наносится с помощью специальной связки. Из всех видов связок (органическая, керамическая, металлическая) только металлическая связка полностью обеспечивает прочность сцепления алмазосодержащего слоя с металлическим диском и хорошую самозатачиваемость в процессе резания. Рекомендуемые режимы резки для слитков кремния: частота вращения диска – 5000 ¸ 8000 об/мин, скорость продольной подачи слитка – 30 ¸ 60 мм/мин, расход СОЖ около 3 л/мин. Натяжение диска периодически контролируется с помощью электронного прибора и регулируется не менее одного раза за рабочую смену. Перед началом каждой резки диск проверяют на степень выработанности алмазной кромки, отсутствие трещин, задиров. Для точности размеров отрезаемых пластин, качества их поверхности и ширины реза важна правильная установка диска на барабан режущего станка. В процессе резки диск не должен вибрировать и отклоняться от плоскости. Охлаждение при резке осуществляется путем подачи СОЖ.
Диск закрепляется на шпинделе станка своей центральной частью. Такое закрепление не обеспечивает высокой жесткости диска. Жесткость режущей кромки обеспечивается его конструкцией. Режущая кромка выступает за наружный диаметр прижимных фланцев не более чем на 1,5 глубины резания. Алмазоносный режущий слой на металлический диск наносится с помощью специальной связки. Из всех видов связок (органическая, керамическая, металлическая) только металлическая связка полностью обеспечивает прочность сцепления алмазосодержащего слоя с металлическим диском и хорошую самозатачиваемость в процессе резания. Рекомендуемые режимы резки для слитков кремния: частота вращения диска – 5000 ¸ 8000 об/мин, скорость продольной подачи слитка – 30 ¸ 60 мм/мин, расход СОЖ около 3 л/мин. Натяжение диска периодически контролируется с помощью электронного прибора и регулируется не менее одного раза за рабочую смену. Перед началом каждой резки диск проверяют на степень выработанности алмазной кромки, отсутствие трещин, задиров. Для точности размеров отрезаемых пластин, качества их поверхности и ширины реза важна правильная установка диска на барабан режущего станка. В процессе резки диск не должен вибрировать и отклоняться от плоскости. Охлаждение при резке осуществляется путем подачи СОЖ.
2.3 Резка диском с внутренней алмазной кромкой
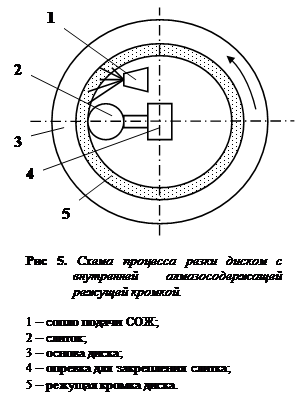 В настоящее время способ резания диском с внутренней режущей алмазной кромкой является наиболее перспективным и прогрессивным из всех существующих. Этим способом можно производить самые универсальные процессы резания слитков на пластины до резания пластин на отдельные кристаллы. Основой диска служит стальная фольга толщиной 0,1 ¸ 0,2 мм. Алмазосодержащую режущую кромку на металлическую основу наносят гальваническим способом, применяя в качестве связки никель.
В настоящее время способ резания диском с внутренней режущей алмазной кромкой является наиболее перспективным и прогрессивным из всех существующих. Этим способом можно производить самые универсальные процессы резания слитков на пластины до резания пластин на отдельные кристаллы. Основой диска служит стальная фольга толщиной 0,1 ¸ 0,2 мм. Алмазосодержащую режущую кромку на металлическую основу наносят гальваническим способом, применяя в качестве связки никель.
Механизм резки состоит в хрупком разрушении обрабатываемой поверхности под действием нормальных усилий и в срезании микровыступов закрепленными в режущей кромке алмазными зернами (тангенциальные усилия). Нормальные усилия, передаваемые от диска через зерна алмаза на слиток, вызывают появление микротрещин, которые, увеличиваясь в процессе отрезания пластины, распространяются вглубь, смыкаются, образуя выколки. Затем эти выколки выкрашиваются и удаляются из зоны обработки. Помимо прочего, СОЖ, проникая в микротрещины обрабатываемой поверхности и оказывая капиллярное расклинивающее действие, интенсифицирует процесс резки. С увеличением частоты вращения диска нормальные и тангенциальные усилия уменьшаются, что повышает качество обработки поверхности и за счет уменьшения деформаций диска улучшает параллельность сторон пластин. Вместе с тем увеличение частоты вращения диска повышает производительность процесса. Однако, увеличение частоты вращения диска свыше 5000 об/мин вызывает возрастание вибрации станка и температуры в зоне резания. Схема процесса резки представлена на рис 5. К преимуществам резки диском с внутренней алмазной кромкой относятся высокая скорость резания (до 40 мм/мин), хорошее качество обработки поверхности (8 класс шероховатости), малый разброс по толщине пластин (±20 мкм), небольшие отходы материала.
Недостатки резки: сложность установки алмазного диска, его натяжения и центровки, зависимость качества и точности обработки от точности и качества инструмента.
2.4 Резка при помощи ультразвука
Одной из новейших технологий является резание при помощи ультразвуковых колебаний частиц абразива. Ультразвуковая резка применяется при обработке полупроводниковых пластин в тех случаях, когда необходимо получить кристаллы сложной конфигурации и заданного профиля.
На рис 6 показана схема процесса. Под режущую кромку инструмента подается абразивная суспензия. Торец инструмента помещается на небольшом расстоянии от обрабатываемой поверхности, что необходимо для достижения акустического контакта. Частицы абразивного вещества под влиянием ультразвуковой энергии, приобретаемой с инструмента, приобретают колебательное движение. Это движение вызывается способностью ультразвуковых волн при распространении в упругих средах (а абразивная суспензия есть упругая среда) вызывать разрежение и сгущение этих сред. В результате разрежения в абразивной 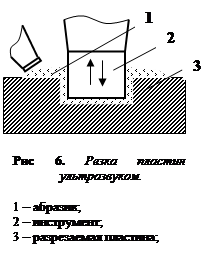 суспензии образуются кавитационные пузырьки, которые в момент исчезновения создают большие давления.
суспензии образуются кавитационные пузырьки, которые в момент исчезновения создают большие давления.
Благодаря кавитационным явлениям частицы абразива с силой ударяются в обрабатываемый материал и выбивают из него микрочастицы. Поскольку в этом участвует большое количество частиц абразива, а частота ударов равна частоте ультразвука, то, не смотря на незначительные размеры откалываемых частиц, процесс резки происходит быстро (около 1 мм/мин). Так как инструменту можно придать любую форму, то при помощи этого метода можно вырезать детали любой конфигурации.
Станки для ультразвуковой резки обычно выполняют в виде двух отдельных частей: магнитостриктора и усилителя ультразвуковых колебаний.
Похожие работы
... образом наносят шесть слоев. Это покрытие обладает малой усадкой и плотной структурой. Исходя из вышеперечисленных сравнений выбран для защитного покрытия от действия влаги лак УР-231.6. Описание технологического процесса изготовления печатной платы комбинированным позитивным способом. Технологический процесс изготовления печатной платы комбинированным позитивным методом состоит из следующих ...
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...


... , в тех случах усложняется, но, тем не менее, это оказывается оправданным, когда другие способы уплотнения монтажа приводят к еще большим технологическим трудностям. Схема технологического процесса изготовления многослойных печатных плат методом металлизации сквозных отверстий показана на рис. 1.23. Метод металлизации сквозных отверстий, по-существу единственный метод создания конструкций с ...


... мкм по подслою никеля. 3.5 Топология токопроводящего рисунка Характер проводящего рисунка во многом определяет технологичность конструкции, надежность производства печатных плат. Анализ практики производства позволяет сформулировать ряд правил для конструирования печатного рисунка. При трассировке проводников следует избегать острых углов. Во внутреннем пространстве такого угла образуется ...
0 комментариев