Обзор литературных источников
Классификация и кодирование
Определение типа производства
Проектирование заготовки
Анализ схем базирования
Обработка базовой плоскости (базовых плоскостей);
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМИРОВАНИЕ
Расчет Приспособления
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Опасность поражения человека электрическим током можно отнести к наиболее опасным факторам, возникающим при эксплуатации станка или его
Для очистки сточных вод применяют маслоловушки, нефтеловушки и песколовы
Определяем потребляемую мощность ламп
Определение затрат времени
Выбор транспортных средств
Разработка компоновочного плана цеха
Определение типа производства и обоснование формы организации производственного процесса
Определение
себестоимости
и цены продукции
Определение
экономической
эффективности
проекта и
технико-экономических
показателей
ИССЛЕДОВАТЕЛЬСКИЙ
РАЗДЕЛ
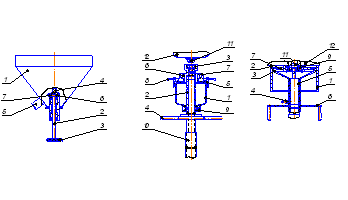
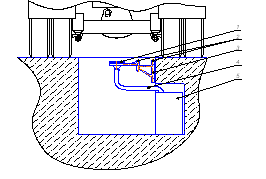
Державка; 2.
алмазные наконечники;
3. упругое
кольцо; 4.
штифты; 5.
деталь
Применение
универсальных
измерительных
центров в
промышленности
Навигация
Проектирование заготовки
Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
164909
знаков
49
таблиц
264
изображения
3.6. Проектирование заготовки
 Для изготовления детали "картер" (рис 3.3.1) используется сплав АК94 ГОСТ 1583-89, относящийся к системе алюминий-кремний-магний, так называемым силуминам. Эти сплавы обладают высокими литейными свойствами, достаточными пластичностью и механической прочностью, удовлетворительной коррозийной стойкостью. Габаритные размеры детали 355x292x140 мм. Для технико-экономического анализа выбираем два варианта изготовления отливки: в песчаные формы с использованием ручной формовки, а также с использованием машинной формовки. Литую заготовку отнесем к группе сложности С4.
Для изготовления детали "картер" (рис 3.3.1) используется сплав АК94 ГОСТ 1583-89, относящийся к системе алюминий-кремний-магний, так называемым силуминам. Эти сплавы обладают высокими литейными свойствами, достаточными пластичностью и механической прочностью, удовлетворительной коррозийной стойкостью. Габаритные размеры детали 355x292x140 мм. Для технико-экономического анализа выбираем два варианта изготовления отливки: в песчаные формы с использованием ручной формовки, а также с использованием машинной формовки. Литую заготовку отнесем к группе сложности С4.
В настоящее время в литейном производстве используются различные связующие материалы для формовочных и стержневых смесей, которые не в полной мере удовлетворяют требованиям литейного производства.
Традиционно используемые формовочные смеси на основе органических связующих (синтетические смолы, олифа, и др.) обладают хорошими физико-механическими и технологическими свойствами (малый рас ход, высокая скорость набора прочности, низкая остаточная прочность), не токсичны при отверждении и при воздействии высоких температур в процессе заливки металла, а также дорогостоящи и дефицитны.
Формовочные смеси на основе глины из-за высокой осыпаемости не позволяют получать качественную поверхность отливки, а формовочные смеси на основе жидкого стекла характеризуются повышенной остаточной прочностью, что усложняет процесс извлечения отливки из формы. Поэтому разработка экологически безопасных формовочных и стержневых смесей на основе неорганических связующих которые имели бы заданные физико-механические и технологически свойства, является одной из приоритетных задач.
В Государственном НИИВМ на основе щелочных алюмосиликатных связующих разработаны новые экологически безопасные формовочные и стержневые смеси с заданными физико-механическими и технологическими свойствами: сырцовая прочность 0,01-0,02 МПа прочность при сжатии после сушки 0,6-5 МПа, газопроницаемое 120-180 ед., предел прочности при растяжении в сухом состоянии 0,6 1,4 МПа, остаточная прочность 0,004-0,03 МПа, регенерируемость после сухого механического обдира составляет 70-80% [25].
Таким образом, разработанные формовочные смеси на основе щелочного алюмосиликатного связующего по физико-механическим и технологическим свойствам удовлетворяют требованиям, предъявляемым к формовочным смесям на основе глины, жидкого стекла, цемента по некоторым показателям и превосходят их значения (живучесть, газопроницаемость, меньшая остаточная прочность, повышенная регенерируемость).
Кроме того, разработанные формовочные смеси обладают повышенной регенерируемостыо по сравнению с жидкостекольными формовочными смесями и являются экологически чистым по сравнению со смесями на основе органических соединений.
Точность изготовления литой заготовки в соответствии с ГОСТ 26645-85 в целом характеризуется: классом размерной точности; степенью коробления; степенью точности поверхности; классом точности масс.
Из рекомендуемых стандартом технологических процессов литья в песчаные формы, выбираем по литературе [9 ] литье в формы из смеси со средними параметрами: влажностью 2,8…3,5% и плотностью 120…160 Результаты выбора заносим для сравнения в таблицу 3.6.1.
Таблица 3.6.1
Нормы точности заготовок по вариантам
| Показатели точности отливок | Ручная формовка | Машинная формовка | ||
| Рекомендовано ГОСТ 26645-85 | Принято | Рекомендовано ГОСТ 26645-85 | Принято | |
| Класс размерной точности | 8…13т | 10 | 8…13т | 9 |
| Степень коробления | 7…10 | 8 | 7…10 | 8 |
| Степень точности поверхности | 11…18 | 14 | 11…18 | 12 |
| Класс точности масс | 6…13 | 9 | 6…13 | 7 |
| Допуск смещения отливки | На уровне допуска класса размерной точности для минимального размера | 0,026 мм | На уровне допуска класса размерной точности для минимального размера | 0,026 мм |
| Шероховатость поверхности | Ra, мкм, не более 20,0…100,0 | 50 | Ra, мкм, не более 20,0…100,0 | 20 |
| Ряд припусков | 5…8 | 6 | 4…7 | 5 |
Для литья в песчаную форму с ручной формовкой будем ориентироваться на средние показатели, а для машинной формовки выбираем более жестокие условия для повышения точности.
На основе выбранных условий точности производим по литературе [9] выбор допусков на размер отливки, допусков формы и расположения поверхностей, после чего определяем общие допуски и вид окончательной обработки и, в завершение, определяем общий припуск на сторону. Все данные заносим в таблицу 3.6.2.
Таблица 3.6.2
Виды окончательной обработки для поверхностей детали «картер»
| № п/п | Размер по чертежу, мм | Ручная формовка | Машинная формовка | ||
| Соотношение допусков | Вид окончательной обработки | Соотношение допусков | Вид | ||
| 1, 2 | | 0,03/1,4 = 0,021 | чистовая | 0,03/1,1 = 0,027 | чистовая |
| 3 | | 0,03/1,4 = 0,021 | чистовая | 0,03/1,1 = 0,027 | чистовая |
| 4 | | 0,026/1,1 = 0,024 | чистовая | 0,026/0,9 = 0,029 | тонкая |
| 5 | | 0,035/1,4 = 0,025 | чистовая | 0,035/1,1 = 0,032 | чистовая |
| 6 | 125H7+0,04 | 0,04/1,6 = 0,025 | чистовая | 0,04/1,2 = 0,033 | чистовая |
| 7 | 160H7+0,04 | 0,04/1,6 = 0,025 | чистовая | 0,04/1,2 = 0,033 | чистовая |
| 8 | 155+0,4 | 0,4/1,6 = 0,25 | черновая | 0,4/1,2 = 0,33 | черновая |
| 9 | 140-0,46 | 0,46/3,2 = 0,14 | получистовая | 0,46/2,4 = 0,19 | черновая |
| 10 | 90-0,54 | 0,54/2,8 = 0,19 | черновая | 0,54/2,2 = 0,25 | черновая |
| 11 | 115-0,25 | 0,28/3,2 = 0,088 | получистовая | 0,28/2,4 = 0,12 | получистовая |
| 12 | 122-0,53 | 0,53/3,2 = 0,17 | черновая | 0,53/2,4 = 0,22 | черновая |
Зная припуски на обработку и допуски, рассчитаем размеры отливки для обоих вариантов изготовления, и результаты расчета сведем в таблицу 3.6.3.
Таблица 3.6.3
Назначенные допуски и припуски на обработку детали «картер»
| № п/п | Размер по чертежу, мм | Допуск размера, мм | Допуск формы расположения поверхности, мм | Общий допуск, мм | Общий припуск на сторону, мм | ||||
| РФ | МФ | РФ | МФ | РФ | МФ | РФ | МФ | ||
| 1, 2 | | 2,8 | 2,2 | 0,64 | 0,64 | 3,6 | 2,8 | 2,6 | 2,2 |
| 3 | | 2,8 | 2,2 | 0,64 | 0,64 | 3,6 | 2,8 | 2,6 | 2,2 |
| 4 | | 2,2 | 1,8 | 0,64 | 0,64 | 2,8 | 2,4 | 2,3 | 2,1 |
| 5 | | 2,8 | 2,2 | 0,64 | 0,64 | 3,6 | 2,8 | 2,6 | 2,2 |
| 6 | 125H7+0,04 | 3,2 | 2,4 | 0,80 | 0,80 | 3,6 | 3,2 | 2,6 | 2,2 |
| 7 | 160H7+0,04 | 3,2 | 2,4 | 1,00 | 1,00 | 4,0 | 3,6 | 2,8 | 2,5 |
| 8 | 155+0,4 | 3,2 | 2,4 | 0,80 | 0,80 | 3,6 | 3,2 | 1,7 | 1,6 |
| 9 | 140-0,46 | 3,2 | 2,4 | 0,80 | 0,80 | 3,6 | 3,2 | 2,3 | 1,6 |
| 10 | 90-0,54 | 2,8 | 2,2 | 0,64 | 0,64 | 3,6 | 2,8 | 1,7 | 1,5 |
| 11 | 115-0,25 | 3,2 | 2,4 | 0,64 | 0,64 | 3,2 | 2,4 | 3,4 | 2,8 |
| 12 | 122-0,53 | 3,2 | 2,4 | 0,64 | 0,64 | 3,2 | 2,4 | 2,5 | 2,0 |
Таблица 3.6.4
Расчет размеров отливки детали "картер" по вариантам
| № п/п | Размер по чертежу, мм | Ручная формовка | Машинная формовка | ||
| Расчет размера отливки, мм | Размер отливки, мм | Расчет размера отливки, мм | Размер отливки, мм | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1,2 | | 80-22,6 = 74,8 | 74,8±1,8 | 80-22,2 = 75,6 | 75,6±1,4 |
| 3 | | 67-22,6 = 61,8 | 61,8±1,8 | 67-22,2 = 62,6 | 62,6±1,4 |
| 4 | | 58-22,3 = 53,4 | 53,4±1,4 | 58-22,1 = 53,8 | 53,8±1,2 |
| 5 | | 100-22,6 = 94,8 | 94,8±1,8 | 100-22,2 = 95,6 | 95,6±1,4 |
продолжение табл. 3.6.4
| 1 | 2 | 3 | 4 | 5 | 6 |
| 6 | 125H7+0,04 | 125-22,6 = 119,8 | 119,8±1,8 | 125-22,2 = 120,6 | 120,6±1,6 |
| 7 | 160H7+0,04 | 160-22,8 = 154,4 | 154,4±2,0 | 160-22,5 = 155 | 155±1,8 |
| 8 | 155+0,4 | 155-21,7 = 151,6 | 151,6±1,8 | 155-21,6 = 151,8 | 151,8±1,6 |
| 9 | 140-0,46 | 140+22,3 = 144,6 | 114,6±1,8 | 140+21,6 = 143,2 | 143,2±1,6 |
| 10 | 90-0,54 | 90+21,7 = 93,4 | 93,4±1,8 | 90+21,5 = 93 | 93±1,4 |
| 11 | 115-0,25 | 115+3,4 = 118,4 | 118,4±1,6 | 115+2,8 = 117,8 | 117,8±1,2 |
| 12 | 122-0,53 | 122+2,5 = 124,5 | 124,5±1,6 | 122+2,0 = 124 | 124±1,2 |
Для подсчета общего объема припусков определяем элементарные объемы, которые они занимают на заготовке.
Сначала, пользуясь формулой для вычисления объемов полых цилиндров, рассчитываем объемы для варианта ручной формовки.
V1+V2 = 55,62 см3; V3 = 21,72 см3; V4 = 19,9 см3; V5 = 35,62 см3;
V6 = 51,0 см3; V7 = 64,28 см3; V8 = 15,2 см3; V9 = 63 см3; V10 = 87,48 см3;
V10’ = 37,34 см3; V11 = 68,9 см3; V12 = 79,94 см3.
Подсчитаем общий объем припуска сложив все полученные величины.
Vпр = Vi, (3.6.1)
Vпр = 55,62+21,72+19,9+35,62+51,0+64,28+15,2+63,0+87,48+37,34+68,9+79,94 = 587,0 см3.
Массу припуска определяют по формуле:
Gпр = p(Vпр+ Vнап), (3.6.2)
где р - плотность сплава, 2,7 г/см3.
Vnp - объем припуска, см3.
Gпр = 2,7(587,0+276,48) = 2333 г = 2,333 кг.
Отсюда масса заготовки:
G3 = GД+Gпр, (3.6.3)
G3 = 6+2,333 = 8,333 кг.
Аналогичным образом рассчитываем объемы и массу заготовки для машинной формовки.
V1+V2 = 50,67 см3; V3 = 17,27 см3; V4 = 15,90 см3; V5 = 30,17 см3;
V6 = 46,58 см3; V7 = 57,72 см3; V8 = 10,86 см3; V9 = 58,09 см3; V10 = 82,5З см3;
VI0 = 32,41 см3; V11 = 63,8 см3; V12 = 75,2 см3.
Общий объем припуска:
Vпр = Vi
Vпр = 50,57+17,27+15,90+31,17+46,58+59,72+10,86+58,09+82,53+32,41+63,8+75,2 = 263,2 см3.
Масса припуска:
Gпр = p(Vпр+ Vнап), (3.6.4)
Gпр = 2,7(263,2+255,3) = 1407 г = 1,407 кг.
Масса заготовки:
G3 = Gд + Gпр, (3.6.5)
G3 = 6+1,287 = 7,287 кг.
Рассчитаем коэффициент весовой точности (Кв.т.).
Кв.т. = Gд/Gз, (3.6.6)
для первого варианта:
Кв.т.1 = 6/8,33 = 0,72
для второго варианта:
Кв.т.2 = 6/7,407 = 0,81
Результаты расчетов заносим в таблицу 3.6.5.
Таблица 3.6.5
Сравнительная характеристика методов получения заготовки
| Вариант | Масса детали, кг | Масса кг | Масса стружки, кг | Коэффициент весовой точности |
| Литье в песчаные формы с ручной формовкой | 6,0 | 8,33 | 2,33 | 0,72 |
| Литье в песчаные формы с машинной формовкой | 6,0 | 7,40 | 1,40 | 0,81 |
За критерии оценки технико-экономической эффективности способов получения заготовки, принимаем стоимость заготовки и коэффициент весовой точности.
Стоимость заготовки определяем по формуле:
Сз = [(Сб/1000)GзKmKcKвКмКn]-[(Gз-Gд)Сс/1000] ( )
где Сб - базовая себестоимость одной тонны отливки по прейскуранту цен, руб.;
Сс - стоимость одной тонны стружки, руб.;
Кт - коэффициент, зависящий от класса точности;
Кс - коэффициент, зависящий от группы сложности;
Кв - коэффициент, зависящий от массы;
Кm - коэффициент, зависящий от материала;
Кn - коэффициент, зависящий от объема производства.
Значения коэффициентов и стоимости отливок берем из литературы [9] и заносим в таблицу 3.6.6.
Таблица 3.6.6
Показатели коэффициентов по вариантам получения заготовки
| Наименование величин | Символ | Вариант | |
| РФ | МФ | ||
| Коэффициент точности | Кт | 1,05 | 1,05 |
| Коэффициент сложности | Кс | 1,0 | 1,0 |
| Коэффициент массы | Кв | 0,72 | 0,81 |
| Коэффициент материала | Км | 5,94 | 5,94 |
| Коэффициент объема производства | Кn | 1,0 | 1,0 |
| Базовая стоимость заготовки, руб/т. | Сб | 5944 | 5944 |
| Стоимость стружки, руб/т. | Сс | 1500 | 1500 |
Производим расчет:
для ручной формовки
Сз1= [(5944/1000)8,331,0510,725,941]-[(8,33-6)1500/1000] = 220,34 руб.
для машинной формовки
Сз2= [(5944/1000)7,4071,0510,815,941]-[(7,407-6)1500/1000] = 211,42 руб.
Расчеты показали, что стоимость заготовки, практически одинакова. Но поскольку во втором варианте отливка гораздо точнее, то, соответственно, меньше затраты на механическую обработку, а также коэффициент весовой точности больше, что снижает отходы стружки. Поэтому делаем вывод, что использование машинной формовки выгоднее.
Похожие работы





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
... , ведении войны, обороне и т.д. Таким образом, культура - это класс символизированных предметов и явлений, рассматриваемых в экстрасоматическом контексте. До появления культурологии в процессе расширения сферы наукиi натуралистическое (т.е. немифологическое, нетеологическое) объяснение поведения людей носило биологический, психологический или социологический характер. Соответственно то или иное ...

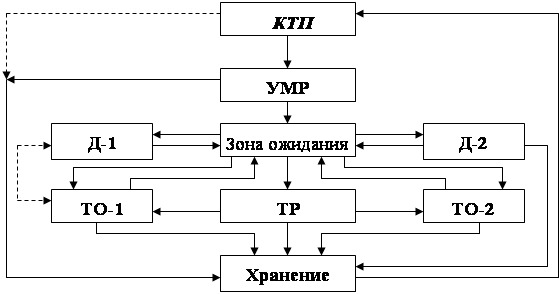

... современных технологий и прогрессивного ремонтно–технологического оборудования. Целью данного проекта является повышение эксплуатационной и технической надежности автомобилей, за счет совершенствования организации и повышения уровня технического обслуживания и ремонта на ООО “ИГАТП”, для дальнейшего экономического развития предприятия и повышения его конкурентоспособности. 2. ОРГАНИЗАЦИЯ И ...
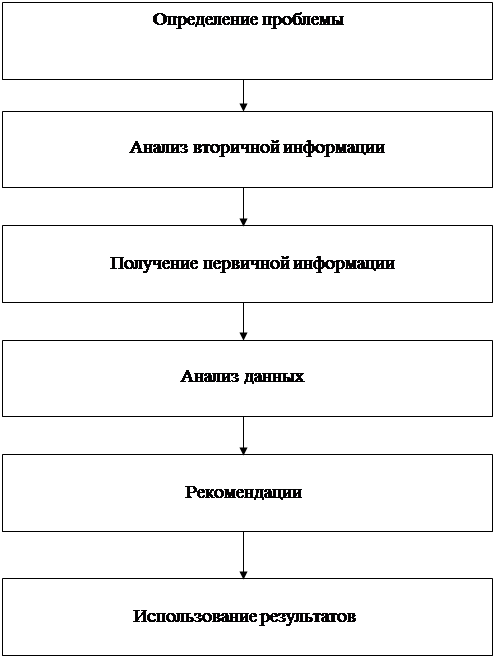

... и др. в продвижении 86 67 Анализ ценообразования 91 90 Анализ воздействия на экологию 37 35 Анализ эффективности рекламных объявлений 86 67 Определение проблемы – это формулирование предмета маркетингового исследования. Без этого можно собрать ненужную и дорогостоящую информацию и скорее запутать, чем прояснить, проблемы. Хорошее выполнение этой операции ориентирует на сбор и ...
0 комментариев