Обзор литературных источников
Классификация и кодирование
Определение типа производства
Проектирование заготовки
Анализ схем базирования
Обработка базовой плоскости (базовых плоскостей);
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМИРОВАНИЕ
Расчет Приспособления
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Опасность поражения человека электрическим током можно отнести к наиболее опасным факторам, возникающим при эксплуатации станка или его
Для очистки сточных вод применяют маслоловушки, нефтеловушки и песколовы
Определяем потребляемую мощность ламп
Определение затрат времени
Выбор транспортных средств
Разработка компоновочного плана цеха
Определение типа производства и обоснование формы организации производственного процесса
Определение
себестоимости
и цены продукции
Определение
экономической
эффективности
проекта и
технико-экономических
показателей
ИССЛЕДОВАТЕЛЬСКИЙ
РАЗДЕЛ
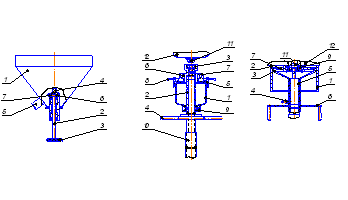
Державка; 2.
алмазные наконечники;
3. упругое
кольцо; 4.
штифты; 5.
деталь
Применение
универсальных
измерительных
центров в
промышленности
Навигация
Расчет Приспособления
Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
164909
знаков
49
таблиц
264
изображения
 4.2. Расчет Приспособления
4.2. Расчет Приспособления 4.2.1. Силовой расчет приспособления
Определяем по рекомендациям литературы усилие при фрезеровании размера 140-0,46 в картере:
P = CptxpsypzzBzpDдp, (4.2.1)
где Сp = 68; xp = 0,86; yp = 0,74; zp = 1; дp = -0.86 – коэффициенты по справочнику [ ]
t = 3,0 мм - глубина резания;
Sz = 0,3 мм/лезвие - подача на лезвие инструмента;
z = 6 - количество режущих кромок;
D = 500мм – диаметр фрезы;
В = 200 мм - ширина режущей части.
Рассчитываем
Р = 683,00,860,30,7462001500-0,86 = 411,3 кГ = 4112 H.
Согласно рекомендации окружная сила для алюминия принимается равной 25% от окружной силы резания по стали.
Р = 102,8 кГ 1030 H.
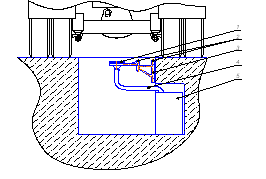
Схема зажима заготовки представлена на рис. 4.2.1.
Схема зажима
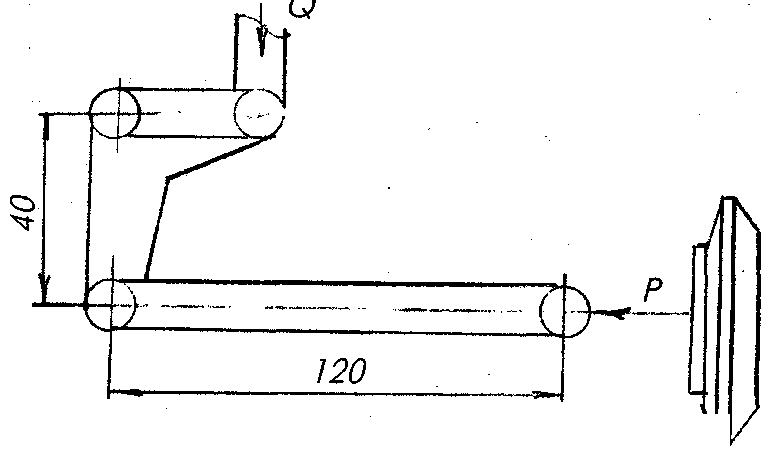
рис. 4.2.1. - усилие штока пневмокамеры,
Q - усилие действующее на прижимную планку для зажатия детали.
![]()
![]()
Определяем усилие зажатия на качалку:
![]()
Производим расчет элементов пневмокамеры.
Усилие возвратной пружины принимается в размере 5% от усилия штока пневмокамеры:
Рпр = 0,05400 = 20 кГ = 200 H.
Из формулы
![]() , (4.2.2)
, (4.2.2)
определяем диаметр диафрагмы
 , (4.2.3)
, (4.2.3)
где p = 4 кГ/см2 = 0,4 Мпа - давление сжатого воздуха в сети.
По ГОСТ 9881-71 принимаем диаметр диафрагмы пневмокамеры:
D = 125 мм, толщина 4 мм.
Диаметр опорного диска
d = 0,75D, (4.2.4)
d = 0,75125 = 100 мм.
4.2.2. Точностной расчет приспособления.
В процессе обработки заготовки возникают отклонения от геометрической формы и размеров, заданных чертежом и техническим заданием, которые должны находиться в пределах допусков, определяющих наибольшие допустимые значения погрешностей размеров и формы заготовки или детали.
Суммарную погрешность установки найдем по формуле
![]() , (4.2.5)
, (4.2.5)
где u = 0,02 мм - погрешность, связанная с размерным износом инструмента;
д = 0,015 мм - погрешность, связанная с температурной и упругой деформацией СПИД;
H = 0,1т, (4.2.6)
H = 0,10,7 = 0,7 мм - погрешность, связанная с настройкой инструмента,
где т = 0,7 мм - допуск на заданный размер;
ст = 0,05 мм - погрешность станка нормальной точности.
![]()
Сравним полученную величину с заданным допуском
т
0,646 0,7
Вывод: полученная погрешность не выходит за границы допуска.
4.3. Технологический процесс сборки и расчет размерной цепи редуктора.
На базовом заводе сборка производится стационарным методом – вся сборочная единица целиком собирается на одном рабочем месте. Расчленение сборки на отдельные подсборки нет. Выполнение операций повторяется в различных сочетаниях и последовательности. Проектируемый технологический процесс сборки существенно отличается от заводского, а именно:
1. технологический процесс детально разработан на сборку сборочных единиц, групп и изделий с расчленением его на операции и переходы
2. сборка сборочных единиц осуществляется на основе полной взаимозаменяемости
3. на рабочем месте выполняется одна технологическая операция, состоящая из небольшого количества переходов
4. в основном применяются специальные приспособления и инструменты (пневмозажимы и держатели, пневмоключи и гайковерты), предназначенные для небольшого числа сборочных операций. Кроме того, сборка производится на предварительно собранных сборочных единицах, так как такая организация сборочных работ значительно сокращает длительность общей сборки по сравнению со сборкой изделия непосредственно из деталей.
Сборка сборочных единиц производится стационарно на стендах.
Сборка всего изделия ведется ленточным методом на движущемся конвейере, скорость движения которого Vк = 0,2 м/мин.
При полной взаимозаменяемости точность замыкающего звена размерных цепей достигается ужесточением размеров сопрягаемых деталей.
Ниже дан расчет одной из размерных цепей редуктора.
Определяется номинальное, наибольшее и наименьшее значение замыкающего звена "А" при установки крышки.
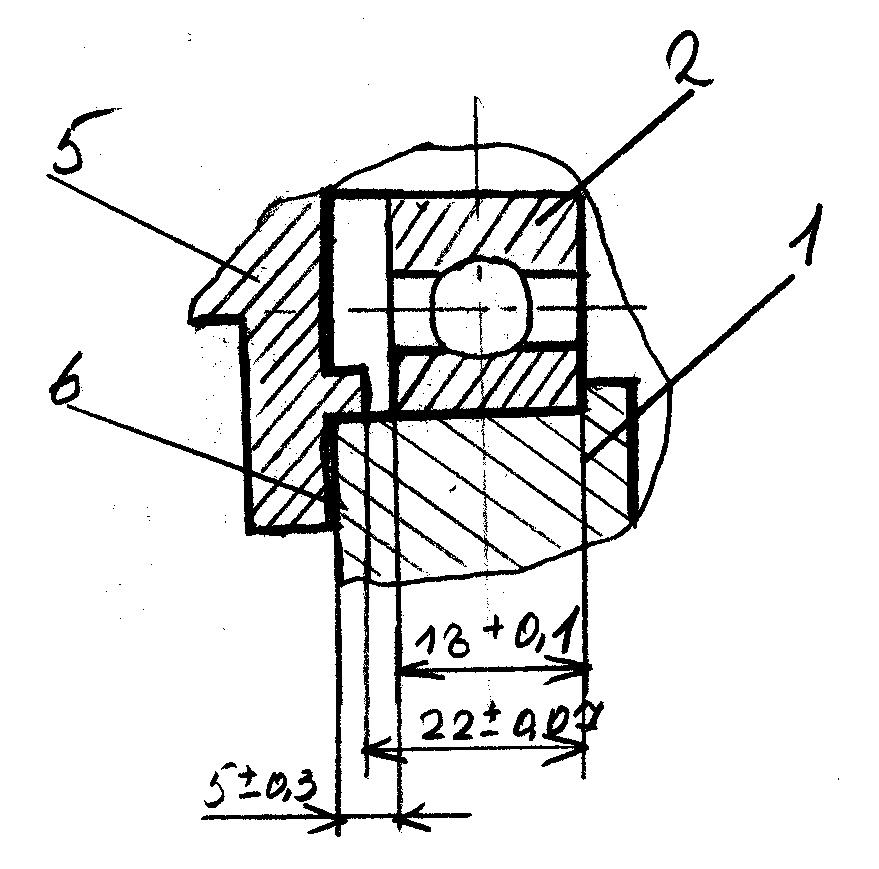
рис. 4.3.1. Эскиз сборки.
1 - картер; 2 – подшипник; 5 – крышка; 6 – прокладка.
Далее составляем размерную цепь.

рис. Схема размерной цепи
Номинальное значение "А"
А = (18+5)-22 = 1 мм
Наибольшее и наименьшее значения замыкающего звена размера "А":
Аmax = (A2max+A3max)-A1min
Amax = (5,3+18,1)-21,93 = 1,47 мм
Amin = (A2min+A3min)-A1max
Amin = (4,7+18,0)-22,07 = 0,63 мм
![]()
Похожие работы





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
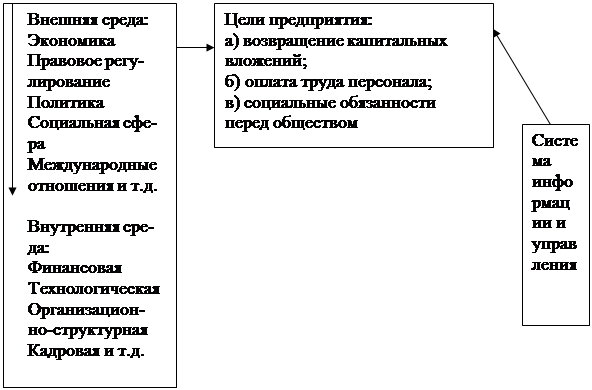
... , ведении войны, обороне и т.д. Таким образом, культура - это класс символизированных предметов и явлений, рассматриваемых в экстрасоматическом контексте. До появления культурологии в процессе расширения сферы наукиi натуралистическое (т.е. немифологическое, нетеологическое) объяснение поведения людей носило биологический, психологический или социологический характер. Соответственно то или иное ...

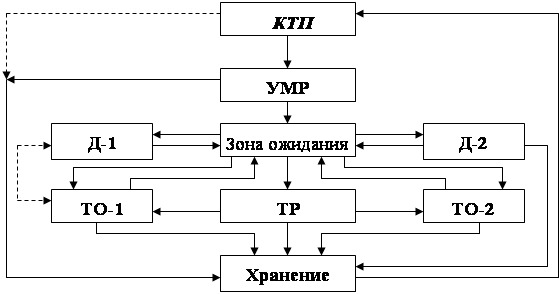

... современных технологий и прогрессивного ремонтно–технологического оборудования. Целью данного проекта является повышение эксплуатационной и технической надежности автомобилей, за счет совершенствования организации и повышения уровня технического обслуживания и ремонта на ООО “ИГАТП”, для дальнейшего экономического развития предприятия и повышения его конкурентоспособности. 2. ОРГАНИЗАЦИЯ И ...
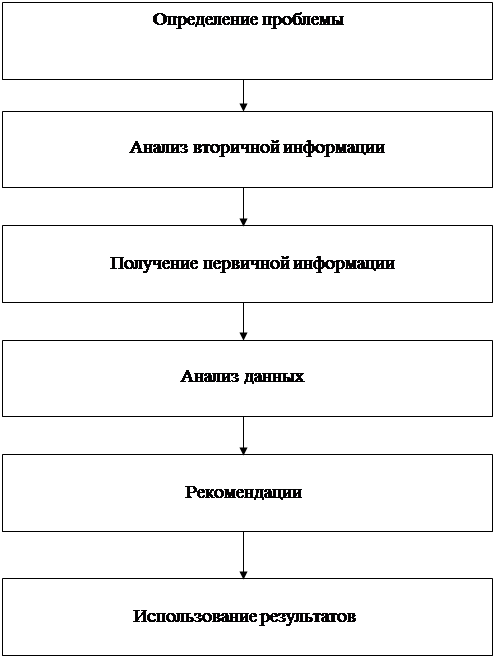

... и др. в продвижении 86 67 Анализ ценообразования 91 90 Анализ воздействия на экологию 37 35 Анализ эффективности рекламных объявлений 86 67 Определение проблемы – это формулирование предмета маркетингового исследования. Без этого можно собрать ненужную и дорогостоящую информацию и скорее запутать, чем прояснить, проблемы. Хорошее выполнение этой операции ориентирует на сбор и ...
0 комментариев