Обзор литературных источников
Классификация и кодирование
Определение типа производства
Проектирование заготовки
Анализ схем базирования
Обработка базовой плоскости (базовых плоскостей);
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМИРОВАНИЕ
Расчет Приспособления
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Опасность поражения человека электрическим током можно отнести к наиболее опасным факторам, возникающим при эксплуатации станка или его
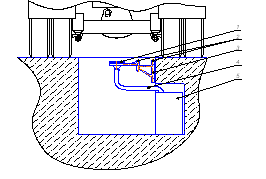
Для очистки сточных вод применяют маслоловушки, нефтеловушки и песколовы
Определяем потребляемую мощность ламп
Определение затрат времени
Выбор транспортных средств
Разработка компоновочного плана цеха
Определение типа производства и обоснование формы организации производственного процесса
Определение
себестоимости
и цены продукции
Определение
экономической
эффективности
проекта и
технико-экономических
показателей
ИССЛЕДОВАТЕЛЬСКИЙ
РАЗДЕЛ
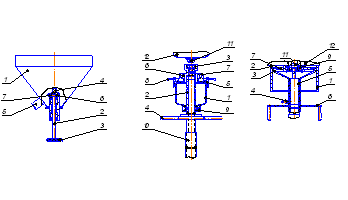
Державка; 2.
алмазные наконечники;
3. упругое
кольцо; 4.
штифты; 5.
деталь
Применение
универсальных
измерительных
центров в
промышленности
Навигация
Обработка базовой плоскости (базовых плоскостей);
Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
164909
знаков
49
таблиц
264
изображения
1. обработка базовой плоскости (базовых плоскостей);
2. сверление и развертывание двух отверстий на базовой плоскости.
Для обработки базовой плоскости используются черновые литейные базы, обеспечивающие обработку этой плоскости и двух отверстий на ней. Дальнейшую обработку корпусных деталей следует выполнять по схеме, в которую входят следующие процессы:
черновая и чистовая обработка других значительных плоскостей фрезерованием или протачиванием в один или два прохода, в зависимости от требований чертежа;
черновое и чистовое растачивание основных отверстий корпусной детали;
фрезерование небольших второстепенных плоскостей, главным образом в один проход;
сверление, цекование, зенкерование, резьбы, развертывание мелких отверстий с разных сторон корпусной детали;
доводка до окончательных размеров основных точных отверстий тонкой расточкой или хонингованием, возможно использование ППД;
при требовании строгой перпендикулярности торцов к оси точных отверстий выполняют доводку этих торцов фрезерованием, шлифованием или протягиванием, если плоскость имеет форму крута. При этом базой служит точное отверстие.
 Таблица 3.8.1
Таблица 3.8.1
Базовый технологический маршрут механической обработки
однотипной детали "корпус"
| № п/п | Технологическая операция. | Оборудование, технологическая оснастка, технологические показатели |
| 1 | 2 | 3 |
| 1 | Литейная | Точность отливки выполнена по третьему классу точности, ГОСТ 1855-85. Материал – чугун СЧ15. |
| 2 | Продольно-фрезерная 1575 | Станок продольно-фрезерный мод. 6606. Обработка базовой поверхности. Шероховатость Ra5 мкм. Черновые литейные базы. |
| 3 | Продольно-фрезерная 1575 | Станок продольно-фрезерный мод.6606. Фрезерование второстепенных поверхностей. Шероховатость Ra=5…10мкм. Черновые литейные базы. |
| 4 | Продольно-фрезерная 1575 | Станок продольно-фрезерный мод.6606. Фрезерование второстепенной поверхности. Черновые литейные базы. |
| 5 | Горизонтально-фрезерная 1571 | Станок горизонтально-фрезерный мод. 6Н82Г. Фрезерование выступов. Базирование по обработанным поверхностям. |
| 6 | Радиально-сверлильная 1253 | Станок радиально-сверлильный мод.2М55. Сверление отверстий. Шероховатость Ra20 мкм. |
Продолжение таблицы 3.8.1
| 1 | 2 | 3 |
| 7 | Горизонтально-расточная (предварительная) 1045 | Станок специальный расточной БК3121. Предварительная расточка отверстий. Снятие фасок. Шероховатость Ra=2,5 мм. Базирование по обработанной поверхности и отверстию. |
| 8 | Горизонтально-расточная (окончательная) 1045 | Станок специальный расточной БК3121. Окончательная расточка отверстий. Шероховатость Ra=2,5 мкм. Базирование по обработанной поверхности. |
| 9 | Горизонтально-фрезерная 1571 | Станок горизонтально-фрезерный мод.6Н82Г. Фрезерование второстепенной поверхности. Базирование по обработанным поверхностям. |
| 10 | Радиально-сверлильная 1253 | Станок радиально-сверлильный мод. 2М55. Сверление отверстий. Зенкерование, зенкование отверстий. Нарезание резьбы. Шероховатость Ra=5…20 мкм. Базирование по трём отверстиям. |
| 11 | Радиально-сверлильная 1253 | Станок радиально-сверлильный мод. 2М55. Зенкерование углубления. Нарезание резьбы. Шероховатость Ra=5…20 мкм. Базирование по трём отверстиям. |
Продолжение таблицы 3.8.1
| 1 | 2 | 3 |
| 12 | Радиально-сверлильная 1253 | Станок радиально-сверлильный мод. 2М55. Сверление отверстий. Зенкерование отверстий. Зенкование отверстий. Нарезание резьбы. Подрезка на 18 мм. Шероховатость Ra=5…20 мкм Базирование по плоскости отверстию. |
| 13 | Слесарная | Ручная |
Вывод: базовый технологический процесс соответствует основным требованиям типового технологического маршрута механической обработку детали типа "корпус". Его можно за основу для разработки проектного варианта
на деталь «картер».
Таблица 3.8.2
Проектный технологический маршрут механической обработки детали «картер»
| № п/п | Наименование, содержание и код операции | Обрабатываемые поверхности | Оборудование и оснащение |
| 1 | 2 | 3 | 4 |
| 005 | Заготовительная | - | - |
| 010 | Горизонтально-фрезерная 1571 | Фрезеровать в размер 115-0,23 | Горизонтально- фрезерный станок 6Н13 |
| 015 | Радиально-сверлильная 1253 | Сверлить на L = 252 два отверстия 16Н9 | Сверлильный станок 2Н55 |
| 020 | Фрезерная 0839 | Фрезерование в размер 140-0,46 и 90-0,54 | Фрезерный станок 6622 |
| 025 | Координатно-расточная черновая 1046 | Растачивание поверхностей 80Js7, 67H7, 58Js7, 100Js7, 125Н7, 155, 160Н7, сверление, нарезание резьбы | Агрегатный станок АСФРН- 1 600 |
| 030 | Координатно- расточная чистовая 1046 | Растачивание поверхностей 80Js7, 67H7, 58Js7, 100Js7, 125Н7, 155, 160Н7, сверление, нарезание резьбы | Агрегатный станок АСФРН- 1 600 |
| 035 | Раскатная | Раскатывание поверхностей 80Js7, 67H7, 58Js7, 100Js7, 125Н7, 155, 160Н7 | Агрегатный станок АСФРН- 1600 |
Продолжение табл. 3.8.2
| 1 | 2 | 3 | 4 |
| 040 | Сверлильная 0837 | Обработать 6 отв. 6,8, 5 отв. 6,8, 6 отв. 6,8, 8 отв. 8,6, 6 отв. 6,8, 3 отв. 11 выдерживая минимальный размер | Сверлильный станок АМ517 |
| 045 | Резьбонарезная | Нарезать резьбу, выдерживая минимальный размер | Сверлильный станок АМ-517 |
| 050 | Горизонтально-фрезерная 1571 | Фрезеровать в размер 122 | Горизонтально-фрезерный станок 6Н13 |
| 055 | Сверлильная | Сверлить 8 отв. 6,8 | Сверлильный станок АМ-517 |
| 060 | Промывка | - | - |
| 065 | Контрольная | - | - |
Похожие работы





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
... , ведении войны, обороне и т.д. Таким образом, культура - это класс символизированных предметов и явлений, рассматриваемых в экстрасоматическом контексте. До появления культурологии в процессе расширения сферы наукиi натуралистическое (т.е. немифологическое, нетеологическое) объяснение поведения людей носило биологический, психологический или социологический характер. Соответственно то или иное ...

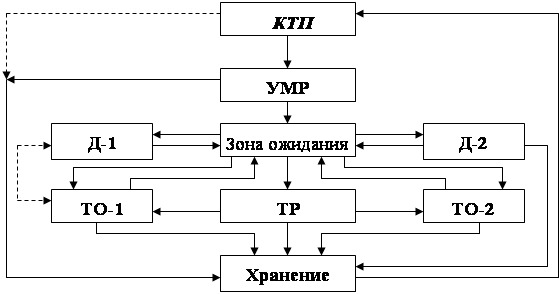

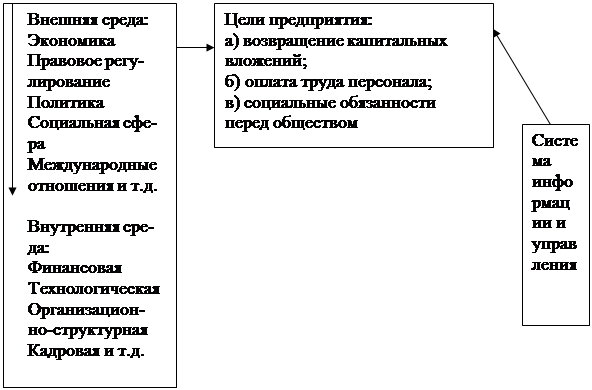
... современных технологий и прогрессивного ремонтно–технологического оборудования. Целью данного проекта является повышение эксплуатационной и технической надежности автомобилей, за счет совершенствования организации и повышения уровня технического обслуживания и ремонта на ООО “ИГАТП”, для дальнейшего экономического развития предприятия и повышения его конкурентоспособности. 2. ОРГАНИЗАЦИЯ И ...
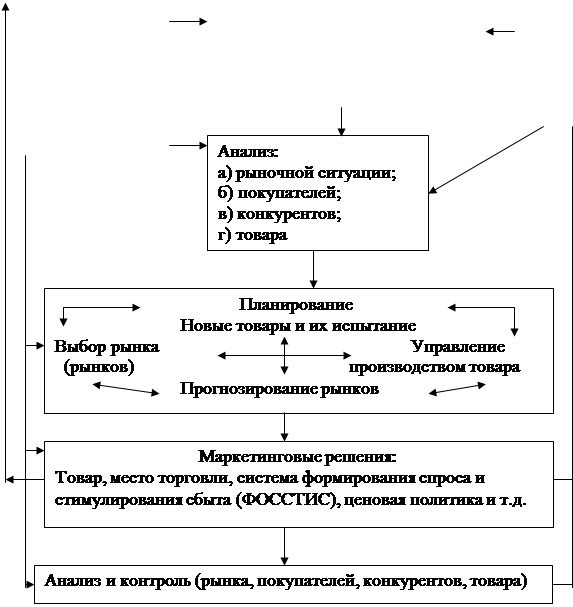
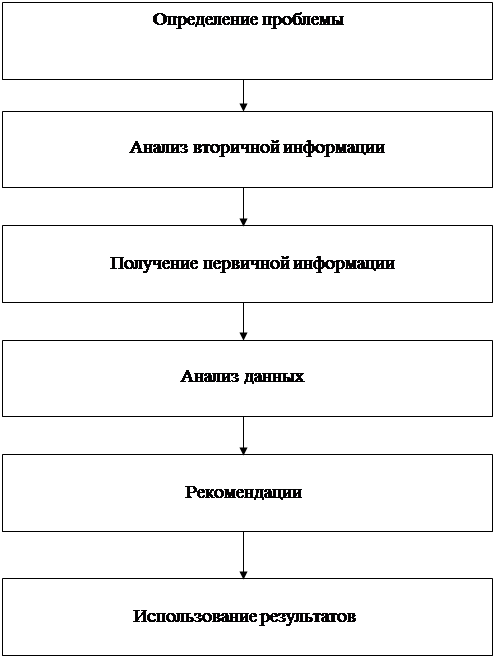

... и др. в продвижении 86 67 Анализ ценообразования 91 90 Анализ воздействия на экологию 37 35 Анализ эффективности рекламных объявлений 86 67 Определение проблемы – это формулирование предмета маркетингового исследования. Без этого можно собрать ненужную и дорогостоящую информацию и скорее запутать, чем прояснить, проблемы. Хорошее выполнение этой операции ориентирует на сбор и ...
0 комментариев