Навигация
Операция- 0.853 CM+0.244СМ=1.097чел
169867
знаков
56
таблиц
20
изображений
2 операция- 0.853 CM+0.244СМ=1.097чел
3 операция- 1.5 У+0.228Пр +0.205Ртц=1.933чел
4 операция- 0.493Ри+1.477Рби=1.97чел
2-я секция:
1 операция- 1.0Рби+1,005Ри=2,005 чел.
2 операция- 0.15Пр+1.37У+0.106Отп+ 0.275Рби+0.095Ри=1.996чел
3 операция- 0.965М+0.213СМ+0.041СМ+0.005Ри+0.646Ртц+0.1ЗРби= 2чел
Далее комплектование операций производится на графической модели условного изделия оформлением организационных операций (условными обозначениями). Для этого каждой организационной операции присваивается определенный цвет, которым в блоках закрашиваются секторы видов работ, включенных в данную организационную операцию.
Затем производят комплектовку каждой организационной операции, используя при этом структуру затрат. Начинают комплектовку организаций с бригадирских функций, дополняя их при необходимости операциями по обработке изделий, требующими высокой квалификации.
После этого распределяют узлы и детали между рабочими, выполняющими машинные операции, соблюдая последовательность сборки. Параллельно с машинными операциями комплектуют утюжильные и ручные, формируя микробригады по обработке одних и тех же узлов. Это обеспечивает кратчайший грузопоток внутри процесса.
Расчетное число рабочих по каждой операции после этого этапа комплектовки не всегда точно совпадает с табличным. Небольшие отклонения естественны.
Окончательный этап комплектовки заключается в том, что состав каждой организационной операции все более конкретизируется, а именно: формируется из конкретных неделимых операций по обработке узлов и деталей, закрепленных на втором этапе.
Выполнение этого заключительного этапа совпадает с составлением схемы разделения труда.
Схема разделения труда представляет собой нормативно-технический документ, в котором отражается распределение работ (технологических операций) по изготовлению определенного вида изделия между исполнителями.
Каждой организационной операции присваивается тарифный разряд в соответствие с квалификационным справочником.
По каждой организационной операции рассчитываются норма выработки и расчетное число рабочих по формулам:
Np = tоп /τ;
где Np - расчетное число рабочих на операции, чел.
tоп - общая затрата времени организационной операции, мин.
τ - такт процесса или секции, мин.
Нв = R / tоп
где Нв - норма выработки на данной организационной операции, изд.
R - продолжительность смены, мин.
Таблица 23.
Фрагменты технологической схемы разделения труда на изготовление жакета
Число рабочих по секциям, чел. Такт процесса по секциям, мин.
N1с – 6 1 = 29.35
N2c– 6 2 = 59.11
| Номер операции по сборнику | Содержание операции | Вид работы | Разряд работы | Затраты времени с учетом повторяемости, мин | Расчетное число рабочих | Норма выработки, ед. | Оборудование, инструменты, приспособления |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 1. секция подготовки изделия к примерке операция 4 | |||||||
| 276 | Обтачать клапаны подклапанами без предвар-го сметывания | м | 4 | 0,119 | 01022МКЛ. | ||
| 277 | Подрезать швы в углах клапанов и вывернуть клапаны на лицевую сторону | р | 3 | 0,18 | Ножницы | ||
| 280 | Прострочить клапаны с лицевой стороны одной строчкой | м | 4 | 0,25 | 01022М | ||
| 281 | Удалить нитки после выметывания клапанов | р | 3 | 0,235 | Колышек, ножницы | ||
| 282 | Наметить линию притачивания на клапанах | р | 3 | 0,157 | Линейка, мел, сантим, лента | ||
| 405 | Притачать подкладку к припуску на подгиб верхнего края накладных карманов | м | 4 | 0,195 | 01022М | ||
| 408а | Перегнуть верхний край накладных карманов по намеченной линии и обтачать карманы подкладкой, посаживая основную ткань в углах или в овальных краях | м | 4 | 0.57 | 01022М кл | ||
| Продолжение таблицы 23. | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 409 | Подрезать шов обтачивания карманов и вывернуть карманы на лицевую сторону, выправляя углы или овальные края | Ртц | 3 | 0.38 | Колышек, ножницы | ||
| 495 | Настрочить накладные карманы на полочки по боковым и нижним краям одной строчкой | М | 4 | 0.76 | 01022М кл | ||
| 497 | Удалить нитки наметывания накладных карманов | Ртц | 2 | 0.21 | Колышек, ножницы | ||
| 510 | Восстановить места расположения клапанов | Р | 3 | 0.157 | Линейка, мел | ||
| 511 | Притачать клапаны к полочкам без предварительного приметывания | М | 4 | 0.34 | 01022М кл | ||
| 512 | Притачать клапаны второй строчкой, отгибая их и закрывая первый шов | м | 4 | 0.3 | 01022М кл | ||
| 388 | Притачать мешковины карманов к обтачкам или припускам на обработку карманов | м | 4 | 0.27 | 01022М кл | ||
| 391 | Притачать вторые части мешковины карманов к подзорам или к припускам на обработку | М | 4 | 0.27 | 01022М кл | ||
| 392 | Надсечь боковые части полочек в концах карманов на величину ширины отделочной строчки плюс 0.3-0.5 см (в изделиях с отделочной строчкой) | Ртц | 2 | 0.15 | Колышек, ножницы | ||
| 401 | Стачать мешковины кармана | М | 3 | 0.42 | 01022Мкл | ||
| 176 | Стачать выточки: нагрудные длиной свыше 20 см Передние На линии талии Плечевые | М | 3 | 1.144 0.676 0.46 0.34 | 01022М кл | ||
| 182 | Стачать сметанные рельефы или части детали от плечевого среза или среза проймы до низа изделия на полочках на спинке | М | 3 | 2.07 3.08 | 01022МКЛ | ||
| Окончание таблицы 23 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 183 | Удалить нитки после сметывания рельефов или частей детали | Ртц | 1 | 2.276 | Колышек, ножницы | ||
| 185 | Настрочить рельефы или швы соединения частей детали одной строчкой от плечевого среза или среза проймы до низа изделия На полочках На спинке | М | 3 | 0.8 0.89 | 01022М кл | ||
| 186 | Удалить нитки после заметывания рельефов на полочке на спинке | Ртц | 1 | 0.343 0.72 | Колышек, ножницы | ||
| 205 | Притачать кокетку к полочкам к спинке | М | 3 | 0.3 0.3 | 01022М кл | ||
| 206 | Удалить нитки после приметывания кокеток | Ртц | 1 | 0.22 | Колышек, ножницы | ||
| 657 | Стачать средний шов спинки | М | 3 | 0.82 | 01022М кл | ||
| 658 | Удалить нитки сметывания среднего шва спинки | Ртц | 1 | 0.157 | Колышек, ножницы | ||
| 735 | Стачать передние или верхние срезы рукавов верха | М | 4 | 0.82 | 01022М кл | ||
| 799 | Стачать сметанные нижние швы рукавов покроя реглан | М | 4 | 0.42 | 01022М кл | ||
| 800 | Удалить нитки сметывания нижних швов рукавов покроя реглан | Ртц | 1 | 0.21 | Колышек, ножницы | ||
| 800 | Удалить нитки сметывания нижних швов рукавов покроя реглан | Ртц | 1 | 0.21 | Колышек, ножницы | ||
| 181 | Заметать рельефы или швы к примерке | См | 3 | 1.356 | 2222 кл. | ||
| 276 | Выметать клапаны | См | 3 | 0.25 | 2222 кл. | ||
| 1241 | Сметать воротник покроя шаль | См | 3 | 0.11 | 2222 кл. | ||
| Итого по операции | М/ См/ Ртц | 31.835 | |||||
| Итого по операции с учетом КП | М/ См/ Ртц | 4 | 41.386 | 1.085 | 11.6 | 01022МКЛ., 2222кл.,Колыше к, ножницы | |
Таблица 24
Краткая схема разделения труда на изготовление изделия
Число рабочих по секциям, чел. Такт процесса по секциям, мин.
N1с = 6 чел. τ1 = 29.35
N2c= 6 чел. τ 2 = 59.11
| Номер операции по сборнику | Содержание операции | Вид работы | Разряд работы | Затраты времени с учетом % повторяемости, мин | Расчетное число рабочих | Норма выработки, ед. | Оборудование, инструменты, приспособления | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| 1-я секция. Подготовка изделия к примерке Операция 1 | ||||||||
| Бригадирские функции, проверить наличие всех деталей кроя, подогнать выкроенные мелкие детали кроя по рисунку и подрезать их неровности, обмелить проймы изделия по проложенным ниткам, проверить правильность вметывания рукавов на манекене, очистить изделие и сдать для проверки | Рби | 5 | 12.37 | Вспом. лекало, мел, ножницы, сантиметровая лента, манекен, колышек, щетка | ||||
| Вметать нижний воротник в горловину различных покроев покроя шаль, в пройму правый рукав к примерке в изделии, рукава покроя реглан в проймы изделия | Ри | 5 | 1506 | Игла, наперсток, ножницы | ||||
| Итого по операции | Рби/ри | 27.43 | ||||||
| Продолжение таблицы 24 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Итого по операции с учетом Кп | Рби/ри | 5 | 35.659 | 0.935 | 13.46 | Вспом. лекало, мел, ножницы, сантим. лента, манекен, колышек, щетка Игла, наперсток | ||
| операция 2 | ||||||||
| Проложить копировальные стежки по меловым линиям: полузаноса, перегиба лацкана, боковых и плечевых швов, низа, пройм на полочках и спинке, локтевых швов рукавов на верхних половинках и нижних половинках, рельефов от плечевого края или линии проймы до низа изделия на полочках и спинке | СМ | 3 | 7.162 | 622 кл. | ||||
| Сметать и заметать рельефы полочки и спинки, кокетки, подборта, средний шов, боковые и плечевые срезы, выметать клапаны, заметать низ рукава и низ изделия | СМ | 3 | 22.92 | 2222 кл. | ||||
| Итого по операции | См | 30.08 | ||||||
| Итого по операции с учетом Кп | См | 3 | 39.1 | 1.025 | 12.28 | 622 кл., 2222 кл. | ||
| операция 3 | ||||||||
| Соединить полочки верха, клапаны с прокладкой из материалов с односторонним клеевым покрытием, приутюжить клапаны и карманы | Пр | 3 | 6.707 | пресс | ||||
| Разутюжить или заутюжить вытачки, шов кокетки, рельефы полочек и спинки, сутюжить полочки верха для образования выпуклости в области груди, выполнить оттяжку и сутюжку на отдельных участках полочек, проложить кромку с односторонним покрытием по проймам, листочкам | У | 3 | 22.87 6 | утюг | ||||
| Продолжение таблицы 24 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Итого по операции | Пр/ У | 29.58 3 | ||||||
| Итого по операции с учетом Кп | Пр/ У | 3 | 38.46 | 1.008 | 12.48 | Пресс, утюг | ||
| Операция 4 | ||||||||
| См таблицу 23 | ||||||||
| Итого по операции | М/ см/ Р | 32,134 | ||||||
| Итого по операции с учетом КП | М/см/ Р | 41,77 | 1,085 | 11,49 | 01022мкл,22222 кл. колышек. Ножницы | |||
| Операция 5 | ||||||||
| Перегнуть верхний край накладных карманов на лицевую сторону по намеченной линии и наметать верх накладного кармана на подкладку по боковым сторонам и низу, посаживая основную ткань в углах или в закругленных краях карманов, оставляя пропуск в строчке сметывания и заметывания рельефов, кокеток, среднего шва спинки, рукавов, выметывания клапанов Подшить пропуск в строчке Наметать накладные карманы на полочки Сметать рамки карманов, боковые срезы Пришить талоны с номером заказа к правой полочке и к верхней половине правого рукава | Ри | 3 | 8.022 | Игла, наперсток, ножницы | ||||
| Продолжение таблицы 24 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Разрезать силки после прокладывания их ручным способом по линиям полузаноса, перегиба лацкана, боковых и плечевых швов, низа, пройм, локтевых швов рукавов, рельефов или соединения составных деталей в долевом направлении от плечевого среза или линии проймы до низа изделия полочках спинке рельефов или соединения частей деталей в поперечном направлении по линиям, расположенным выше линии талии Наметить контуры и выкроить мелкие детали: обтачки или подзоры или листочки боковых карманов Выкроить прокладки, нижнего воротника, под петли и лацканы, под петли, в листочки или клапаны боковых карманов, в накладные карманы, в низ рукавов, для обработки борта с внутренней застежкой. Выкроить детали верхних плечевых накладок для изделий с рукавами втачными, реглан Выкроить детали вспомогательного слоя для верхних плечевых накладок (для изделия из тонких тканей) втачными, реглан мешковину боковых карманов: долевики под боковые карманы | Рби | 2 | 20.45 | Вспомог. лекала, мел, ножницы | ||||
| Итого по операции | Ри/Рб и | 28.472 | ||||||
| Итого по операции с учетом Кп | Ри/Рб и | 3 | 37.014 | 0.97 | 12.97 | Игла, наперсток, ножницы Вспомог. лекала, мел | ||
| Операция 6 | ||||||||
| Продолжение таблицы 24 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Разутюжить или заутюжить вытачки, Плечевые на линии талии спинки, шов притачивания кокетки к: спинке. рельефы или швы соединения частей детали от плечевого среза или среза проймы до: низа изделия, средний шов спинки, передние или верхние швы рукавов верха. Произвести влажно-тепловую обработку спинки в изделии Проложить кромку с односторонним клеевым покрытием по краю проймы спинки Оттянуть передние фая верхних половинок рукавов, по отлету и стойке воротника Приутюжить заметанные верхние швы рукавов покроя реглан | У | 4 | 21,138 | утюг | ||||
| Порезать неровности нижнего воротника, уточнить линию втачивания нижнего воротника в горловину | Ртц | 4 | 5,671 | Вспом. лекала, мел, ножницы | ||||
| Написать номер заказа на 2-х талонах, предварительно отрезав их. | Рби | 1 | 1,91 | ручка | ||||
| Итого по операции | У/ Рби/Ртц | 28,719 | ||||||
| Итого с учетом Кп | У/ Рби/Ртц | 4 | 37,335 | 0,98 | 12,86 | Утюг, вспом. лекала, мел, ручка | ||
| 2-я секция. Дошив изделия после примерки Операция 7 | ||||||||
| Продолжение таблицы 24 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Бригадирские функции. Проверить наличие всех деталей после примерки и обмелки. Наметить, восстанавливая, меловые линии, нанесенные закройщиком полузаноса, перегиба лацкана, боковых, плечевых швов, низа, рукавах, рельефов или соединения частей спинки в долевом направлении от плечевого фая или линии проймы до низа изделия, Выкроить детали подкладки: полочки и спинку, рукава, подкладку накладных карманов, мешковины боковых карманов, вешалку или полоску ткани для петли, обтачки для обработки борта внутренней застежки Обмелить проймы изделия по проложенным ниткам Проверить правильность вметывания рукавов на манекене. Проверить качество обработки вытачек, складок, рельефов, карманов, правильность соединения бортовой прокладки с полочками и их формования, прокладывания фомки по бортам полочек. Сделать запись о наличии дефекта в изделии, если он обнаружен. Проверить правильность обтачивания и выметывания бортов, прокладывания кромки по проймам и плечевым фаям, соединения подворотника с горловиной, обработки воротника и раскепов. Сделать запись о наличии дефекта в изделии, если он обнаружен Проверить качество обработки рукавов и соединения их с проймами, правильность посадки изделия на манекене, соединения подкладки с изделием, подшивания подкладки по проймам; петель и пришивания пуговиц. | Рби | 5 | 41,56 | Вспом. лекала, мел, ножницы, сантиметровая лента | ||||
| Вметать рукава в проймы изделия | Ри | 16.94 | Игла, ножницы, наперсток | |||||
| Итого по операции | Рби/Ри | 5 | 58.5 | |||||
| Продолжение таблицы 24 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Итого по операции с учетом Кп | Рби/Ри | 5 | 76.05 | 0.99 | 6.31 | Вспомог. лекала, мел, сантиметровая лента ножницы, Игла, наперсток | ||
| Операция 8 | ||||||||
| Проложить прокладку из материала с односторонним клеевым покрытием в клапаны, на подборт Приутюжить лацканы и борта после выметывания | Пр | 4 | 5.869 | Пресс | ||||
| Разутюжить или заутюжить боковые швы, швы притачивания надставок к подбортам, Произвести, при необходимости, влажно-тепловую обработку полочек на отдельных участках перед обрезкой бортов Сугюжить посадку наметанных подбортов, посадку вметанных рукавов покроя реглан. Разутюжить швы обтачивания бортов и лацканов Приутюжить борт на участке застежки после выметывания Выутюжить подкладку рукавов покроя реглан после стачивания | У | 4 | 31.366 | Утюг | ||||
| Наметить линию обрезки лацканов и бортов, согласно фасону, и обрезать их в изделиях с застежкой доверху, проверить на манекене правильность вметывания покроя реглан. | Рби | 3 | 3.971 | Вспомогательное лекало, линейка, мел, ножницы | ||||
| Наметать подборта на борта полочек без рисунка ткани в изделиях с застежкой доверху, вметать рукава покроя реглан в проймы изделия | Ри | 2 | 14.704 | Игла, наперсток, ножницы | ||||
| Продолжение таблицы 24 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Обмелить углы лацканов и бортов внизу для обтачивания Рассечь шов обтачивания в концах уступов и подрезать швы обтачивания лацканов и бортов Удалить нитки после выметывания бортов Наметить место расположения петли на подборте и длину застежки на борте полочки и сделать надсечки | Ртц | 2 | 5.682 | Вспомогательные лекала, мел | ||||
| Итого по операции | Пр/У/ Рби/Ри/ Ртц | 4 | 62.172 | |||||
| Итого по операции с учетом Кп | Пр/У/ Рби/Ри/ Ртц | 4 | 75.967 | 1.05 | 6.32 | Вспом. лекало, линейка, мел, ножницы, пресс, утюг, игла, наперсток | ||
| Операция 9 | ||||||||
| Стачать сметанные боковые швы , плечевые швы. Притачать надставки к подбортам (по одной надставке), обтачку из подкладочной ткани к борту на участке застежки, верхние швы покладки рукавов покроя реглан, нижние швы рукавов подкладки. Обтачать борта полочек подбортами в изделиях с застежкой доверху, обтачку из подкладочной ткани к подборту на участке застежки Перегнуть подборта по линии перегиба низа на лицевую сторону и обтачать внутренние углы подбортов внизу Прострочить правую полочку по борту с лицевой стороны на участке застежки. Притачать две надставки к подкладке рукавов, подкладку рукавов к припускам низа рукавов, пришить локтевые или верхние швы подкладки к швам верха рукавов | У | 3 | 31.72 5 | 01022М кл | ||||
| Продолжение таблицы 24 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Проложить нитки по намеченным меловым линиям полузаноса, перегиба лацкана, низа. Сметать боковые срезы полочек и спинки без рисунка ткани, плечевые швы верха в изделии. Выметать борта по краю одной строчкой подборт на участке застежки, образуя кант из подборта. Приметать прокладку из х/б ткани к подборту на участке застежки. | См | 2222 кл, ножницы | ||||||
| Удалить нитки наметывания подбортов, сметывания боковых, плечевых швов, заметывания рукавов. Вывернуть борта и лацканы на лицевую сторону и выправить уголки лацканов, рукава на лицевую сторону, расправить подкладку и приметать ее по окату. Обрезать шов обтачивания, излишки подкладки по окату рукавов, вывернуть внутренний угол подбортов и выправить | Ртц | Колышек, ножницы | ||||||
| Обметать петлю на подборте (5) | См | 62761 кл, ножницы | ||||||
| Выметать край борта на участке застежки, образуя кант из полочки | Ри | Игла, наперсток, ножницы | ||||||
| Итого по операции | М/ См/Ри/ Ртц | |||||||
| Итого по операции с учетом Кп | М/ См/Ри/ Ртц | 1022М Кл, игла, наперсток, ножницы, колышек, 62761 кл, 2222 кл. | ||||||
| Операция 10 | ||||||||
| Продолжение таблицы 24 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Удалить ненужные при дальнейшей обработке силки и нитки сметывания. Перебить восстановленные меловые линии на детали второй половины изделия: полузаноса, перегиба лацкана, боковых швов, плечевых швов низа, проймы, локтевых швов. Наметить линию обрезки низа параллельно нанесенной линии подгиба низа и подрезать изделие. Очистить изделие от мела после прокладывания ниток. Обмелить углы воротника для обтачивания. Подогнать подкладку для притачивания и поставить контрольные отметки на подкладке и верхе изделия по линии борта, низу, боковым швам, по верху изделия. Наметить линию обрезки низа параллельно нанесенной линии подгиба низа и подрезать изделие | Рби | 3 | 37,544 | Вспом. лекало, линейка, мел, ножницы | ||||
| Наметать воротник стойку, цельнокроеный с подбортами, на горловину и борта. Приметать накладки спинки, подкладку, совмещая контрольные отметки к подбортам и низу изделия. | Ри | 3 | 24,39 | Игла, наперсток | ||||
| Итого по операции | Рби/ Ри | 3 | 61,934 | |||||
| Итого по операции с учетом Кп | Рби/ Ри | 3 | 80,514 | 1,048 | 5,96 | Вспом. лекало, линейка, мел, ножницы, игл, наперсток | ||
| Операция 11 | ||||||||
| Продолжение таблицы 24 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Втачать вметанные рукава в проймы изделия, стачать нижние швы рукавов верха, боковые швы рукавов верха, боковые швы. Притачать подкладку рукавов к припускам низа рукавов, приметанную подкладку к подбортам и низу изделия. Пришить локтевые или верхние швы подкладки к швам верха рукавов, боковые швы подкладки к боковым швам верха изделия Стачать две вытачки: нагрудные. На линии талии, боковые, плечевые на спинке, средние срезы спинки подкладки, боковые, плечевые срезы спинки и полочек подкладки. Настрочить концы вешалки на подкладку спинки посередине ростка | М | 29,768 | 01022М кл. | |||||
| Удалить нитки вметывания рукавов в проймы, боковых швов, нижних швов рукавов, после заметывания рукавов, приметывания подкладки к подбортам и низу изделия. Вывернуть рукава на лицевую сторону, расправить подкладку. Обрезать излишки подкладки по окату рукавов, изделие на лицевую сторону. | Ртц | 17.732 | Вспомогательное лекало, линейка, мел, | |||||
| Сметать боковые срезы полочек и спинки без рисунка ткани, нижние срезы рукавов верха. Приметать внутренние края подбортов к полочкам верха. Заметать припуск на подгиб низа изделия. | СМ | 5.322 | 2222 кл | |||||
| Пришить обрезной край подгиба низа изделия с притачанной подкладкой на участках боковых швов, среднего шва спинки и швов притачивания отрезных бочков. | Ри | 1.49 | Игла, наперсток, ножницы | |||||
| Обметывание петель. | См | 1.428 | 62761кл | |||||
| Итого по операции | М/ См/ Ри/ Ртц | 55.74 | ||||||
| Продолжение таблицы 24 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Итого по операции с учетом Кп | М/ См/ Ри/ Ртц | 4 | 72.462 | 0.94 | 6.624 | 01022М кл Игла, наперсток, ножницы Колышек, 62761 кл, 2222 кл. | ||
| Операция 12 | ||||||||
| Сутюжить посадку вметынны* рукавов в пройму изделия. Разутюжить боковые швы и нижние срезы рукавов Приутюжить и отпарить в готовом виде рукава Выутюжить подкладку полочек и спинки, не снимая лас, в готовом виде изделие. Проложить по низу изделия прокладку с клеевым покрытием. | У | 48.002 | утюг | |||||
| Приутюжить низ изделия. | пр | 2.26 | пресс | |||||
| Удалить нитки после зам-я низа изделия. | Ртц | 0.57 | ножницы, | |||||
| Отпарить изделие, снимая ласы | Отп | 6.24 | Отпарочный аппарат | |||||
| Итого по операции | У/ПР/ Отп/Р ТЦ | 57.072 | ||||||
| Итого по операции с учетом Кп | У/ПР/ Отп/Р тц | 4 | 74.194 | 0.97 | 6.47 | Вспом. лекало, линейка, мел, ножницы, пресс, утюг, игла, наперсток, отп-й аппарат | ||
| Итого по изделию | 530,79 | |||||||
| Итого по изделию с учетом КП | 690,03 | 12 | 8,35 | |||||
Технологическая операционная карта
| Предприятие | Изделие: Женский жакет | Модель: типовая | Операция 4 |
| Лист: 1 | |||
| Операция: обтачать клапаны под клапанами, прострочить клапаны с лицевой стороны одной строчкой, притачать подкладку к припуску на подгиб верхнего края накладных карманов, перегнуть верхний край накладных карманов по намеченной линии и обтачать подкладкой, посаживая основную ткань в углах или в овальных краях, настрачить накладные карманы на полочки по боковым и нижним краям одной строчкой, притачать клапаны к полочкам без предварительного приметывания, притачать клапаны второй строчкой, отгибая их и закрывая первый шов, притачать мешковины карманов к обтачкам или припускам на обработку карманов, притачать вторые части мешковины карманов к подзорам или к припускам на обработку, стачать мешковины кармана, стачать вытачки, стачать сметанные рельефы или части детали от плечевого среза или среза проймы до низа изделия на полочках и спинке, настрочить рельефы, притачать кокетку к полочкам, к спинке, стачать средний шов спинки, стачать передние или верхние срезы рукавов верха, стачать сметанные нижние швы рукавов покроя реглан | |||
| Специальность: М Тарифный разряд: 5 Время операции, мин: 38.62 Сдельная расценка, руб. 68. 43 | Оборудование: 01022М Оршанский завод «Легмаш» | ||
| Число стежков в 10 мм строчки: 4 | |||
| Материал: ткань полушерстяная костюмная | Нитки: 39.4 - 63.6 текс (№ 40, 50) | ||
| Иглы: 0203-100 | |||
| Требования к качеству выполнения операции | Схема соединения деталей | ||
| • Обтачивание клапанов подклапанами выполнить со стороны подклапана; обтачивание карманов подкладкой - со стороны подкладки. Ширина шва обтачивания - 0.5 см. Обтачивание выполнить с помощью направляющей линейки. •Прострочить клапаны с лицевой стороны одной строчкой Ширина шва 0 5 см •Настрочить накладные карманы на полочки но боковым и нижним краям одной строчкой. Выполнить закрепки в начале и в конце строчки. Ширина шва - 0.5 см. Наложить клапан на основную деталь по намеченной линии подкладкой вверх и притачать, прокладывая первую строчку по припуску клапана. Ширина шва - 0.3-0.4 см. •Клапан отогнуть вниз и проложить вторую строчку на расстоянии 0.4-0.5 см. от шва притачивания, закрывая шов притачивания. Выполнить закрепки в начале и в конце строчки. |
| ||
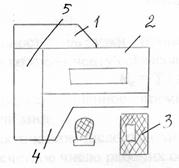
| Схема организации рабочего места | |||
|
| плоскость задняя К-П1-000 промышленный стол 1060*585 мм тележка – стеллаж плоскость передняя К-П2-200 плоскость боковая К-П1-000-02 | ||
При использовании графической модели для описания условного изделия анализ структуры процесса проводится в виде организационно-технологического графа. Для этого сначала графическая модель условного изделия представляется в упрощенном виде, т.е. объединяются в один блок группа блоков одного уровня или одной ветви если они обрабатываются на одних организационных операциях. Далее, в виде блоков с соответствующим условным обозначением изображаются организационные операции и направления движения деталей изделий между этими организационными операциями - рабочими местами.
Анализ организационно-технического графа позволит рационально расставить рабочие места для обеспечения максимального пути движения деталей. После проведения этого анализа окончательно присваиваются номера организационным операциям в технологической схеме разделения труда.
Для анализа структуры организационных операций составляется таблица 25.
Таблица 25
Структура организационных операций по видам работ
| Наименование показателя | Виды операций | ||
| специализированные | неспециализированные | Итого по процессу | |
| М СМ У Пр Р | М/Р У/Р Пр/У М/СМ | Бр | |
| Количество операций (рабочих) в процессе, чел. | 1 4 | 1 1 3 2 | 12 |
| Удельный вес, % | 8.33 33.33 | 8.33 8.33 25 16.67 | 100 |
2.7.2 Анализ загрузки процесса и каждой организационной операции
Правильность загрузки процесса и каждой секции по времени проверяют по коэффициенту согласования:
Кс = Т / Кф * Тi= Np /Nф,
где Т средневзвешенное время на изготовление изделия (или по секциям), с или мин.
Nф - фактическое число рабочих в секции, чел.
Np - расчетное число рабочих секции, чел.
Каждая секция и процесс в целом загружены по времени правильно, если Кс = 1 или находится в допустимых пределах отклонения:
0.98 <Кс< 1.02
Кс1=228,96/38,155*6,002=0,9998
Кс2=461,07/76,845*6=1
Работоспособность разработанной технологической схемы в определенной степени зависит от правильности согласования времени каждой организационной операции с тактом процесса. Анализ загрузки каждой организационной операции производится по диаграмме согласования времени операций. Если такт в секциях процесса разный, то диаграмму выполняют отдельно для каждой секции. Анализируя диаграмму, особое внимание уделяют операциям с максимальным отклонением времени организационной операции от такта секции или процесса.
Если в диаграмме согласования времени операций наблюдаются резкие перепады в загрузке операций, т.е. одна операция перегружена, а следующая недогружена и наоборот, то по перегруженным операциям необходимо наметить мероприятия по ликвидации их фактической перегрузки. Такими мероприятиями могут быть:
- снижение затрат времени на выполнение операций за счет изменения технических условий на выполнение операций в пределах РСТ на данный вид одежды;
- научная организация труда на рабочем месте;
- использование на наиболее загруженных операциях рабочих с высокими скоростными навыками и т.п.
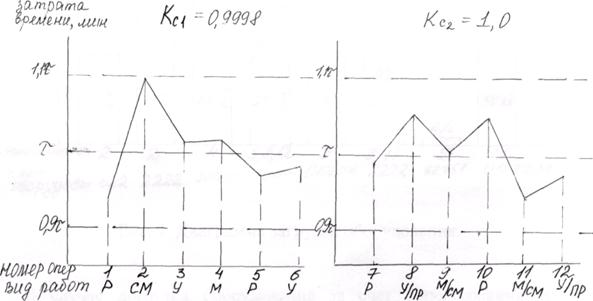
Рис.9. Диаграмма согласования времени операции.
2.7.3. Анализ загрузки оборудованияАнализ загрузки оборудования в процессе производится на основе расчета процента загрузки каждой единицы оборудования на тех организационных операциях, где его используют:
П=tм(см,п)*100/tоп
где П - процент загрузки оборудования, %
tм(см,п) - время неделимых операций, выполняемых на данном оборудовании в данной организационной операции, мин.
tоп - время организационной операции, мин.
По результатам расчета строится диаграмма загрузки оборудования
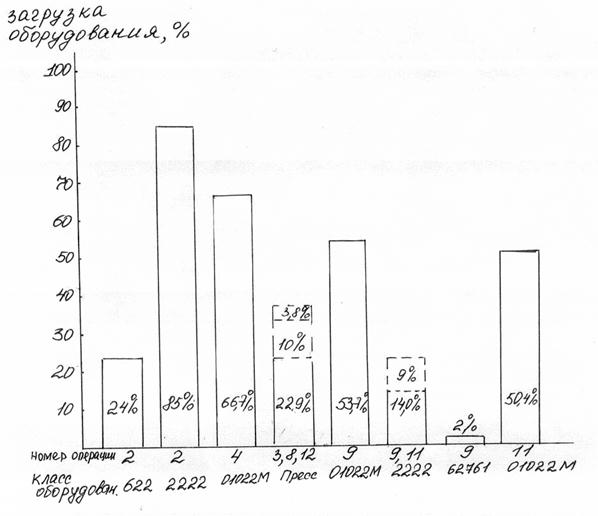
Рис. 10. Диаграмма загрузки оборудования.
В случае догрузки оборудования за счет использования его для нескольких секций или процессов, соответствующий столбик диаграммы достраивают штриховой линией.
2.7.4. Анализ технико-экономических показателей.
Для расчета технико-экономических показателей процесса разрабатывают сводную таблицу рабочих технологического процесса, в которой расчетное число рабочих по разрядам и специальностям устанавливают по организационным операциям технологической схемы разделения труда. Если в процессе есть секция, централизованная для нескольких бригад, то в свободную таблицу рабочих должно войти то расчетное число рабочих, которое принадлежит только данному процессу. Для этого расчетное количество рабочих по каждой организационной операции делится на количество обслуживаемых этой секцией бригад.
Таблица 26
Сводная таблица рабочих технологического процесса
| Тарифный разряд | Тарифный коэффициент | Расчетное количество рабочих по видам | Итого | Сумма тариф. разряда | Сумма тариф. коэфф | |||||
| М | См | Пр | У | Р | О | |||||
| 1 | 1,13 | 0 | ||||||||
| 2 | 1,23 | 0 | ||||||||
| 3 | 1,36 | 0 | ||||||||
| 4 | 1,51 | 0 | ||||||||
| 5 | 1,75 | 1,374 | 2,703 | 4,077 | 16,308 | 6,16 | ||||
| 6 | 2,03 | 0,761 | 0,252 | 2,094 | 1,681 | 0,105 | 4,923 | 24,615 | 8,615 | |
| Всего | 1,374 | 0,791 | 0,378 | 2,094 | 4,384 | 0,105 | 9 | 40,923 | 14,775 | |
| Уд. вес | 15,27 | 8,79 | 3,15 | 23,27 | 48,71 | 1,17 | 100 | 0,00 | 0,00 | |
Трудоемкость изделия (час) – 11.5
Выпуск в смену – 6.26
Продолжительность смены (час) – 8.0
Дневная тариф.ставка 1-го разряда (руб) – 39.1
Средний тарифный разряд - 4.55
Средний тарифный коэффициент – 1.64
Расценка на изделие (руб) – 1.63
Норма выработки на одного рабочего (ед) – 0.44
На основе сводной таблицы рабочих определяют основные технико-экономические показатели (ТЭП) процесса:
- средневзвешенные затраты времени на обработку изделия,
- фактическое количество рабочих
- выработка на одного рабочего в смену
- средний разряд
- средний тарифный коэффициент
- средняя стоимость обработки изделия
- процент механизированных работ
- коэффициент использования оборудования.
Таблица 27
Расчет технико-экономических показателей процесса
| Наименование показателей | Формула для расчета | Расчет |
| 1 | 2 | 3 |
| Средневзвешенная затрата времени на обработку изделия, мин. Фактическое число рабочих, чел. Выработка на одного рабочего в смену, ед. в смену Средний разряд Средний тарифный коэффициент Средняя стоимость изделия, руб. Коэффициент механизации Коэффициент использования оборудования | Т – из технологической схемы Nф - из технологической схемы (без учета централизации секций) В = М/N, где М- выпуск в смену r = (ri x Ni ) / Np Q = (Qi x Ni ) / Np C = Д (Qi x Ni) / M, где Д - дневная тарифная ставка 1-го разряда, руб. Кмех = åtм (н.о.) + åtсм(н.о.) + åtпр(н.о.)/ Т, где åtм (н.о.) + åtсм(н.о.) + åtпр(н.о.) –затраты времени на машинные, спецмашинные и прессовые работы по неделимым операциям, мин. Кн.о. = åtм (н.о.) + åtсм(н.о.) + åtпр(н.о.)/ åtм(о.о.) + åtсм(о.о.) + åtпр(о.о.) где åtм(о.о.) + åtсм(о.о.) + åtпр(о.о.) - затраты времени на машинные, спецмашинынные и прессовые организационные операции, мин. | Т = 690.03 Nф = 9 В = 6.26/9 = 0.696 r = 40.923/9 = 4.55 Q = 14.775/9 = 1.64 С = 39.1х14.775/6.26 = 92.28 К = 195,395/690,03 = 0,28 К = 195,395/304,175 = 0,64 |
Детальная планировка рабочих мест предусматривает рациональное использование площади цеха, обеспечение максимума комфорта и безопасности работы исполнителя, научную организацию труда на рабочем месте, а также кратчайший путь движения деталей в процессе обработки.
Рациональное использование площади цеха может быть обеспечено правильным выбором типов и размеров рабочих мест по операциям процесса, соблюдением шага рабочего места и установлением минимально необходимого количества запасных рабочих мест.
По отношению к междустолью агрегата рабочего места располагают обычно поперечно, что обеспечивает короткие движения рук рабочего на приемах "взять и отложить деталь", индивидуальную рабочую зону для исполнителя.
Размещение агрегатов необходимо обеспечить без превышения установленных норм площади на одно рабочее место.
К длине агрегатов добавляется длина стола запуска, который иметь различные размеры в зависимости от мощности бригад, секций, количества деталей запускаемого изделия.
Детальную планировку швейного цеха выполняют, используя результаты предварительного расчета процессов швейного цеха, организационно-технологическую схему процесса, сводную таблицу оборудования и рабочих мест, при этом необходимо соблюдать ряд требований, обеспечивающих удобство и доступность к каждому агрегату для подачи кроя к запуску, перемещение внутрицехового транспорта с полуфабрикатами и готовыми изделиями между секциями и другими участками и цехами. Грузопоток в цехе должен быть направлен в одну сторону: от запуска к выпуску. В цехах большой мощности должны быть предусмотрены два выхода. С целью эффективности использования естественного освещения агрегаты лучше располагать вдоль окон с учетом требований к размещению агрегатов в швейном цехе, а также к размещению технологического оборудования.
При планировке показывают рабочие места, включая и не основной ассортимент, запасное оборудование, а также внутрипроцессные и внутрицеховые транспортные средства и приспособления.
На междустолье каждого агрегата указывают вид изготавливаемой одежды, номер секции, число рабочих, а на рабочих местах основного процесса – номер организационной операции и класс оборудования.
После выполнения детальной планировки швейного цеха выполняют ее анализ, который заключается в анализе грузопотока, правильности размещения агрегатов и рабочих мест, использования площади, проверке соблюдения норм площади на одного рабочего.
3. Конструкторская часть
Предлагается модель – женский жакет.
Проектирование и конструирование составляют сущность инженерного творчества, результатом которого является создание высококачественного образца изделия. Проектирование начинается при наличии первичного описания, в котором в общем виде сформулировано назначение будущего объекта и требования к его свойствам. Первичное описание представляется в форме технического задания (ТЗ).
Техническое задание путем выполнения ряда проектных операций и процедур преобразуется в окончательное описание - проектно-конструкторскую документацию (ПКД), несущую в себе всю необходимую информацию для создания объекта и выполняющую роль посредника между конструктором и производством. В целях упорядочения выполнения проектных работ с 1971 года в СССР введена Единая система конструкторской документации (ЕСКД), представляющая собой комплекс государственных стандартов, устанавливающих единые взаимосвязанные правила- и положения по составлению, оформлению и обращению проектно-конструкторской документации. ЕСКД определяет типовые стадии проектирования всех промышленных изделий, основываясь на принципах инженерного и художественного конструирования.
ГОСТ 2.103-68 ЕСКД устанавливает стадии разработки конструкторской документации на изделия всех отраслей промышленности и этапы выполнения работ. На основе этого стандарта предлагаются стадии разработки конструкторской документации на швейные изделия:
1) техническое задание - конструкторский документ, устанавливающий основное назначение изделия, определение исходных данных для проектирования и требований к проектируемому изделию и материалам;
2) техническое предложение - это совокупность конструкторских документов, которые должны содержать технические и технике - экономические обоснования целесообразности анализа технического задания заказчика и различных вариантов возможных решений с учетом конструктивных и эксплуатационных особенностей разрабатываемого изделия;
3) эскизный проект - это совокупность конструкторских документов, которые должны содержать принципиальные конструктивные решения, дающие общие представления об изделии, а также данные, определяющие назначение и основные параметры разрабатываемого изделия;
3.1. Техническое задание 3.1.1. Назначение проектируемого изделия
Проектируемое изделие – женский жакет для старшей возрастной группы, предназначен для повседневной носки.
Время года: весна, осень.
Нижний Тагил – промышленный город на Урале.
Климат резко-континентальный – характеризуется значительными колебаниями температуры воздуха, облачностью, осадками.
Жакет предназначен для деловых приемов, работы в офисе.
3.1.2. Анализ типа телосложения и внешнего облика заказчикаК основным морфологическим признакам, лежащим в основе определения внешней формы тела человека, относятся: тотальные или общие признаки, пропорции тела, телосложение и осанка.
К тотальным признакам относятся наиболее крупные размерные признаки тела: длина тела (рост) и периметр (обхват груди), а также масса.
Пропорциями тела человека называют соотношения размеров его отдельных частей (имеются в виду так называемые проекционные размеры тела). В.В. Бунак выделяет три основных типа пропорций тела, достаточно часто встречающихся как среди мужчин, так и среди женщин: долихоморфный - с относительно длинными конечностями и узким коротким туловищем, брахиморфный - с относительно короткими конечностями и длинным широким туловищем, мезоморфный (средний) - занимает промежуточное положение между долихоморфным и брахиморфным типами.
Телосложение определяется сочетанием ряда признаков, и прежде всего, степенью развития мускулатуры и жироотложений, изменчивость которых влечет за собой изменение других признаков телосложения: формы грудной клетки, живота, спины. Различают следующие варианты этих признаков:
• развитие мускулатуры - слабое, среднее, сильное;
• развитие жироотложений - слабое, среднее, обильное;
• форма грудной клетки - плоская, цилиндрическая, коническая (напоминает усеченный конус, обращенный большим основанием вниз);
• форма живота - впалая, прямая, округло-выпуклая;
• форма спины обычная или волнистая (с умеренными изгибами всех отделов позвоночника), сутулая (с увеличенным грудным кифозом) и прямая (со сглаженными, небольшими изгибами всех отделов позвоночника). /14/
Заказчик - женщина 48 лет, с ростом 164 см, обхватом груди третьим 52 см, по пропорциям тела относится к мезоморфному типу. Развитие мускулатуры - среднее, развитие жироотложений - среднее, форма грудной клетки - цилиндрическая, форма живота - прямая, форма спины - прямая. Разность между полуобхватом бедер и полуобхватом груди третьим составляет 2 см, что соответствует 1-ой полнотной группе по ОCT 17-326-81.
Сравнительная характеристика фигуры заказчика с измерениями фигуры составлена в табл 28.
Таблица 28
Сравнительная характеристика фигуры. Размер 52. Рост 164.
Полнота фигуры 1.
| Наименование изделия | Условное обозначение | Величина измерения, см | Разница, см | |
| Конкретной фигуры | Типовой фигуры | |||
| 1 | 2 | 3 | 4 | 5 |
| Рост | Р | 164 | 164 | |
| Полуобхват шеи | Сш | 19,3 | 19,3 | |
| Полуобхват груди первый | СгI | 49,5 | 48,9 | +0,6 |
| Полуобхват груди второй | СгII | 54 | 54,4 | -0,4 |
| Полуобхват груди третий | СгIII | 52 | 52 | |
| Полуобхват талии | Ст | 41,5 | 42,2 | -0,7 |
| Полуобхват бедер | Сб | 54 | 54 | |
| Ширина груди | Шг | 18 | 18,1 | -0,1 |
| Расстояние от линии талии сзади до высшей точки проектируемого плечевого шва у основания шеи | Дтс2 | 44,5 | 43,1 | 1,4 |
| Расстояние от высшей точки проектируемого плечевого шва до линии талии спереди | Дтп2 | 46 | 45,6 | 0,4 |
| Высота груди | Вг | 29 | 28,6 | 0,4 |
| Расстояние от высшей точки проектируемого плечевого шва у основания шеи до уровня задних углов подмышечных впадин | Впрз2 | 23 | 22,1 | 0,9 |
| Высота плеча косая | Впк2 | 46 | 43,8 | 2,2 |
| Ширина спины | Шс | 20,5 | 19,3 | 1,2 |
| Ширина плечевого ската | Шп | 14 | 13,5 | 0,5 |
| Длина руки до уровня обхвата запястья | Др.зап | 62,5 | ||
| Обхват плеча | Оп | 33 | 33,1 | -0,1 |
Из таблицы 28 видно, что фигура заказчицы отличается от типовой.
В значительной степени внешняя форма тела человека зависит от осанки, которая характеризуется определенной формой всего туловища (формой позвоночника и грудной клетки, разворотом плеч, формой передней брюшной стенки и нижней части туловища) и определенным положением головы и конечностей. Применительно к единому методу конструирования все многообразие типов осанки сведено к трем основным типам: это нормальные, сутулые и пригибистые фигуры.
Для определения типа осанки используют значения Шс и Шг, сравнивая конкретную и типовую фигуры.
Конкретная: Дтп2-Дтс2 = 46-44,5 = 1,5
Типовая: Дтп2-Дтс2 = 45,6-43,1 = 2,5
1,5-2,5 = -1
Конкретная: Шс-Шг = 20,5-18 = 2,5
Типовая: Шс-Шг = 19,3-18,1 = 1,2
По результатам видно, что фигура сутулая, но так как в области седьмого позвонка сильно развито жировое отложение, то отвод А0А0′ не делали.
Отвод средней линии спинки ТТ1 увеличен и равен 2 см.
Линия плеча увеличена на 0,5 см.
При корректировке лекал на конкретную фигуру нужно учесть, что раствор нагрудной вытачки нужно увеличить на 1 см.
3.1.3. Требования к конструкцииОдежда должна быть в первую очередь комфортной и удобной, а также иметь красивый внешний вид, соответствовать направлениям моды и стилю заказчика. Конструкция изделия должна позволять выполнять различные движения, не стеснять кровообращения, быть регулируемой для создания оптимального комфорта под одеждой.
Сегодняшнее разнообразие модных предложений предоставляет женщинам возможность достаточно широкого выбора стилей и конструкций. Однако, остается несколько обязательных правил, которым должны следовать дизайнеры, создавая одежду для женщин старшей возрастной группы. Если молодежь, невзирая на комплекцию, предпочитает следовать моде без каких-либо существенных оговорок, женщины среднего и старшего возраста ориентируются, как правило, на традиционный классический стиль. Главная задача - с помощью композиционных, конструктивных приемов и правильно выбранных цветовых сочетаний сделать фигуру более стройной.
3.2. Техническое предложение
3.2.1. Анализ направлений текущей и перспективной моды
Можно сказать, что сейчас в мире уже не существует какой-то одной тенденции, одного направления в моде. Несколько десятков самых знаменитых и много сотен менее известных Домов мод и фирм разрабатывают бесконечное множество моделей и стилей одежды.
На сегодняшний день в деловом костюме доминирует жакет, часто удлиненный. С ним могут сочетаться и юбка, и брюки. Дополнением может служить жакет и галстук, выполненный в женском стиле. Новый подход к деловому стилю - это больше, чем мода на определенного вида жакеты, длину юбки, ширину брюк. Главное в том, что женщина теперь не обязана быть похожей на мужчин, чтобы её серьёзно воспринимали окружающие. Женственность, хоть и немного агрессивная, - вот девиз нового бизнес стиля. В новом деловом стиле ощущение естественности, комфортности и даже некоторой небрежности. Ширина брюк варьируется от узких по всей длине до свободных и иногда мешковатых. Юбки отличаются новой длиной - чуть ниже колена. Разнообразие блузок заимствованно из ассортимента всех десятилетий двадцатого века.
Цвета предпочтительней спокойные. Четыре базовых цвета: синий, серый, черный и белый - лежат в основе хорошего бизнес тона. Кроме этого вся гамма оливкового и коричневого цветов. Все оттенки шоколадного элегантная альтернатива черному цвету. Допустимо сочетание двух и более цветов, при этом не должен нарушаться общий ансамбль. На равных правах с однотонными - ткани в полоску и клетку. "Неунывающая" шотландка всегда в моде.
Ткани, из которых шьются деловые костюмы, - смешанные. Это шерсть с вискозой, лен с вискозой, подкладка - акрил с вискозой. Для верхней одежды очень популярны меха и значения не имеет, натуральный он будет или искусственный.
Широко используются самые разнообразные аксессуары. Цветной платочек, брошь, фигурная заколка, оригинальный поясок, элегантная сумочка, очки в изящной оправе - эти и другие детали способны оживить и сделать неповторимым даже самый строгий туалет.
Для довершения образа незаметный макияж и аккуратная прическа. Оттенки макияжа нужно подбирать соответственно своим собственным природным краскам. Необходимо подчеркивать естественный цвет своей кожи, глаз и волос. Сейчас популярны красиво уложенные длинные волосы.
Гармония и выразительность в костюме достигается с помощью средств композиции: пропорций, масштабности, пластичности, ритмических связей, гармонической соразмерности частей между собой, цветового и фактурного решения, ограниченного введения декора. Правильное использование средств композиции помогает сделать изделие органичным.
Масштабность костюма и его составных частей зависит от назначения, сезона, среды, в которой находится человек. Существует взаимосвязь между восприятием масштабности и членения формы. Чем крупнее членения формы, тем она крупномасштабней. Масштабная выразительность изделия зависит также от многих других особенностей зрительного восприятия. Белые и светлые предметы, вещи, костюм в целом выглядят крупнее, чем равные им по размерам темные. Обычная иллюзия зрения - переоценка длины вертикальных линий по сравнению с горизонтальными. Соответственно и форма, расчленённая по вертикали, кажется выше, чем нерасчленённая или расчленённая по горизонтали. Правильное понимание вопросов масштабности костюма и его составных частей в большей степени зависит от понимания свойств материалов, конструкции изделий и способов их изготовления. Достижение масштабности связано с пропорционированием. Изменяя пропорции, можно придать предмету то истинный масштаб, то несколько искусственный, зрительно увеличивая или уменьшая сам предмет.
При разработке моделей одежды необходимо учитывать закономерности ритма, которые проявляются в чередование объемов, членений, площадей, деталей, линий. Контраст, нюанс, равенство, пропорции используются в разнообразных ритмических построениях в качестве специфических средств композиции и сообщают образной характеристике костюма различную эмоциональную окраску.
Цвет является не только важнейшим средством композиции, но и её элементом. В костюме важен как цвет одежды, так и обуви, сумки и других предметов, дополняющих костюм. При создании изделия цвет нельзя рассматривать в отрыве от линий, форм, фактуры материала, функции костюма. Цветовая композиция будет иметь понятную форму только тогда, когда она основывается на ограниченном числе воспринимаемых цветовых сочетаний. Главным содержанием цветового решения является сила зрительного восприятия, которая присутствует в костюме, если цвет интенсивен, и преобладает в композиции, если он необычен, если оттенки цвета меняются внутри костюма или резко заметна граница светлого. Интенсивный цвет, как правило, используется для акцента. Назначение костюма, фактура материала, возраст и тип человека, для которого он предназначен, - это влияет на выбор цвета с помощью, которого может быть достигнута особая выразительность. Деловая одежда не требует таких ярких цветов, как одежда для отдыха или костюм для сцены. Использование в больших количествах приглушенного тона — хороший путь цветового решения в том случае, если и остальные цвета более сдержаны, чем чистые цвета. Цветовой эффект в композиции костюма усиливается при сочетании нескольких цветов. Настроение, создаваемое цветом может быть различно. Синий в своем чистом виде дает ощущение спокойствия, уравновешенности, завершенности, что так необходимо для делового стиля.
При проектировании изделия выбор фактуры поверхности такая же важная задача, как и выбор материала. Один и тот же материал выглядит по-разному в зависимости от обработки его поверхности. Фактура, выступая активным свойством поверхности, влияет даже на восприятие пропорциональных отношений формы. Каждая фактура материала несет в себе признаки определенного образа. Используя различные по фактуре материалы при разработке одежды можно достичь большой художественной выразительности и разнообразия даже, если изделие простое по форме. Сочетанием разных по фактуре материалов можно добиться ярких зрительных эффектов. Фактура и рисунок представляют собой активные средства художественной выразительности. Эффект фактуры и рисунка используется для того, чтобы передать естественные качества материала, раскрыть его эстетическое своеобразие. Они подбираются с учетом назначения, размеров изделия и среды, в которой оно будет функционировать.
Сейчас наблюдается огромное многообразие в рисунках. Контрастные тенденции современной моды определяют характер оформления тканей и трикотажных полотен. Можно выделить два основных полярных направления. Первое, связанное с классической и в тоже время "небрежной" элегантностью, стремлением к практичности и комфортности, отдает предпочтение сдержанным и традиционным рисункам. Второе провозглашает свободу творческого самовыражения, полную раскованность, ироничное отношение к официозности, предпочитает чрезмерность и эффектное, подчас гротескное оформление материалов.
Минимализм 90-х сдает позиции, вновь в ходу всевозможные способы украшения материалов. Рубеж веков в моде отмечен технологической революцией. Новые технологии дают больше простора для фантазии. Наиболее острые поиски ведутся в области оформления и отделок.
Структуры в целом становятся проще, преобладают простые переплетения. Весной и летом акцентируются сверхлегкие структуры, "стремящиеся к невесомости", они отличаются упругостью, что позволяет создавать объемные формы, но, в тоже время, и достаточно эластичны, чтобы хорошо драпироваться. Фольклорные тенденции предопределяют присутствие в моде совершенно иных структур, напоминающие мешковину, домоткань, различные техники рукоделия: разреженных, из низкономерных пряж, тяжелых на вид. Остаются в арсенале моды и упругие плотные формоустойчивые ткани - от "сверхлегких" бумажных до сравнительно тяжелых. Новые виды сырья и сверхтехнологии сочетаются с ручной работой и ее имитацией. Возвращается в моду блеск поверхности — резкий металлический или мягкий жемчужный, холодный и теплый.
Ключевые тенденции сезона: перевес натуральных волокон, легкость и пластичность, рельефные поверхности. Особо ценится природный, органический или рукодельный вид.
Ткани и материалы вбирают в себя свойства подкладок, прокладок и прочих прикладных материалов. Волокна с повышенными теплоизоляционными свойствами, возможно стало включать в пряжу, объединяя основную ткань с утеплителем. Волокна с встроенными микрочипами, проводящие волокна и другие новейшие научные разработки скоро превратят одежду в носимый, в буквальном смысле, компьютер с анализаторами эмоций, регуляторами температуры ...
Актуальны всяческие отделки, повышающие выразительность поверхности ткани: вышивка бисером, блестками, перьями, стежка, штопка, перфорация, аппликация, жатость, мятость, клоке, гофре и плиссировка, причем преимущественно неравномерные.
Удобство в обработке, в ношении, долговечность ценных свойств и эффектов становятся неотъемлемыми качествами современных тканей. Всеми средствами делаются попытки усилить внешнюю выразительность материалов. Все больше места в ассортименте занимают сложные смески из трех-четырех компонентов.
Итак, после скупого на украшение материалов минимализма, вновь наблюдается увлечение цветом и рисунками. В поисках нового образа старая форма безжалостно разрушается с активной отделки и оформления тканей.
На основе анализа направлений моды был проведен творческий поиск для проектируемого вида одежды. На рисунке представлены эскизы моделей-предложений. С учетом индивидуальных особенностей заказчика, фигуры, внешнего облика, в качестве базовой была выбрана модель представленная на рисунке
3.2.2. Разработка моделей-предложенийИспользуя лучшие композиционные и конструктивные решения, предлагаемые домами мод, каталогами и журналами, разрабатываются модели-предложения (рис. 2). Все модели в классическом элегантном стиле.
Краткое описание моделей-предложений.
Модель № 1. Удлиненный жакет прямого силуэта. Конструктивное решен за счет боковых швов. На полочке накладные карманы в области груди. Рукава втачные одношовные, застежка супатная.
Модель № 2. Удлиненный жакет полуприлегающего силуэта. Конструктивно достигается за счет среднего шва спинки, отрезного бочка и Талиевой вытачки на полочке. Карманы в рамку, застежка смещеная на две пуговицы. Вырез горловины клиновидный удлиненный.
Модель № 3. Удлиненный жакет, полуприлегающего силуэта. Спинка со средним швом, отрезной бочок. На полочке нагрудные вытачки из горловины до центра груди, по линии груди подрез – кокетка. Застежка центральная на три пуговицы. Линия борта фигурная. Воротник отложной, рукава втачные двухшовные.
Модель № 4. Классический жакет полуприлегающего силуэта. Спинка со средним швом и отрезным бочком. На полочке рельеф, проходящий из плечевого шва через центр груди до конца изделия, талиевая вытачка. Карман с клапаном, застежка центральная на одну пуговицу на талии. Лацкан удлинен, воротник отложной. Рукава двухшовные, втачные.
Модель № 5. Жакет прямого силуэта с центральной застежкой. Спинка со средним швом, с вытачками из горловины. Полочка с застежкой на молнию, нагрудные вытачки из горловины. Карманы внизу с застежкой молнией. Рукава полуреглан.
В дополнение к предлагаемым платьям для создания законченного ансамбля предусматриваются легкие шарфы, изящные сумочки, бижутерия и другие аксессуары.
Для дальнейшей разработки выбрана модель №2. Эскиз модели изображен на рис.11.
3.3. Эскизный проектЭта стадия проектирования включает в себя композиционную и конструктивную проработку предложенной модели изделия.
3.3.1. Конструктивное описание модели
Выбранная модель жакета для женщины старшей возрастной группы, размер 164-104-108 из смешанных материалов.
Жакет полуприлегающего силуэта, с втачными рукавами, плечи естественной ширины. Полочка с нагрузными вытачками, выходящими из подреза кармана. Спинка со средним швом. Конструкция решена за счет отрезного бочка, среднего шва спинки и Талиевой вытачки на полочке, в которую переведена нагрудная вытачка.
Застежка двухбортная на две пуговицы.
Для правильного определения величины всех конструктивных участков эскиз модели представлен в виде технического рисунка (рис. 12).
Для удобства чтения рисунка модели выделены следующие уровни:
1 - линия плеч;
2 - линия груди,
3 - линия талии;
4 - линия низа рукава;
5 - линия бедер;
6 - линия низа.
Масштаб технического эскиза: 1:7,5.
Зная масштаб технического рисунка можно определять натуральную величину конструктивных участков по формуле:
Рн= Р*М,
где Рн - размер детали в натуральную величину;
Р - размер детали на рисунке модели,
М - переходный масштаб.
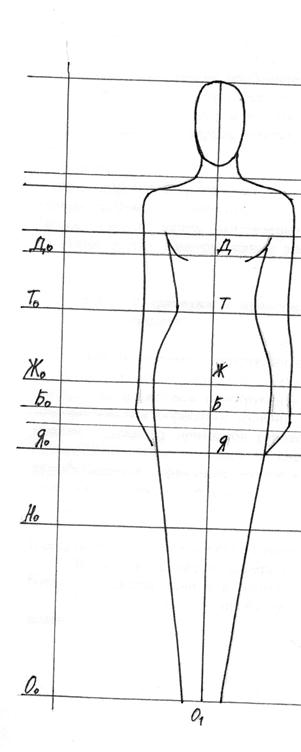
Рис. 12. Технический эскиз
Таблица 29
Величина конструктивных участков модели по размеру рисунка
| № п/п | Место измерения, название детали | Обозначение на рисунке | Величина участка, мм | |
| на рисунке | на чертеже | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Углубление выреза горловины | А-А | ||
| 2 | Ширина борта | Б-Б | ||
| 3 | Ширина плеча | В-В | ||
| 4 | Длина изделия | Д-Д | ||
Рассмотренный способ не может детально передавать модель изделия, так как невозможно точно определить общую длину изделия, длину вытачек и рельефов, поскольку рисунок не учитывает перспективных сокращений выступа груди и живота. Таким образом, получается приблизительный анализ элементов модели и если при разработке изделий для мелких серий этот способ все же необходим, то в работе закройщиков ателье, имеющих дело с разнохарактерными фигурами, требующими определенных коррективов в пропорции, он оказывается неприемлем.
Основная задача - воспроизвести модель, сохранив ее характер, общее впечатление, важнейшие особенности.
При работе с техническим рисунком модели объектами изучения являются :
- линия плеч (по ширине и высоте);
- линия груди ( по ширине - степень прилегания);
- линия талии;
- линия бедер;
- линия низа (по ширине, по отношению к линии бедер);
- линия проймы и горловины,
- рукав (ширина, длина, направление оката, конструкция низа);
а также другие конструктивные элементы.
3.3.2. Анализ конструктивного решения модели.Чертеж основы конструкции строится с учетом телосложения человека, определяемого размерными признаками фигуры, формы одежды, определяемой припусками и типовой конструкцией деталей, а также с учетом особенностей технологической обработки изделия. На основании анализа конструктивного решения модели, размерных признаков типовой фигуры (см. табл. ) и выбранных примерных величин прибавок на свободное облегание, представленных в табл. , разрабатывается первичный чертеж конструкции модели. После построения чертежа конструкции изделия целесообразно проведение проверки конструкции изделия в виде макета.
В результате примерки макета в конструкцию вносятся некоторые уточнения.
Во время примерки жакета уточняется положение нагрудных вытачек, линию бочка со стороны спинки и полочки. Ширина плеча увеличена на 1 см.
3.4. Технический проект 3.4.1. Характеристика метода конструирования.Разработка конструкций изделий производится по "Единому методу конструирования одежды", разработанному ЦОТШЛ на базе единой методики ЦНИИШП.
Рассматриваемый способ построения чертежей деталей изделий базируется на расчетно-аналитическом методе конструирования одежды. Использованные в нем расчетные формулы установлены в результате математического анализа антропометрических данных о строении фигуры человека и данных о форме одежды (ее объем в целом и по участкам изделия, расположении и оформлении конструктивных и конструктивно - декоративных линий). Построение чертежей деталей осуществляется путем графических разверток сглаженного контура фигуры с учетом необходимых прибавок на свободное облегание и декоративное оформление. Таким образом, каждый участок конструкции строится по данным измерений соответствующего участка фигуры. Все это обеспечивает точность построения чертежей конструкций, соответствие изделий фигурам по размерам и посадке и исходным данным проектируемой модели.
Таблица 30
Прибавки на свободное облегание
| Наименование участка, к которому дается прибавка | Условное обозначение прибавки | Величина прибавки, см |
| 1 | 2 | 3 |
| по линии груди | Пг | 8 |
| к ширине спинки | Пшс | 1,5 |
| к ширине полочки | Пшп | 0,5 |
| на свободу проймы по глубине | Пспр | 2,5 |
| к длине спинки | Пдтс | 1 |
| к ширине горловины | Пшг | 1,2 |
| к высоте горловины | Пвг | 0,4 |
| к охвату плеча | Поп | 7 |
| по линии бедер | Пб | 3 |
| по линии талии | Пт | 4,5 |
| на оформление | Поф | 1 |
| на уработку | Пур | 0,5 |
Преимуществом рассматриваемого метода является то, что структурная схема построения чертежей основ конструкции одежды всех видов и различного назначения, разнообразных форм и покроев универсальна и не требует коренных изменений расчетных формул и графических приемов построения.
Построение чертежей конструкций производят без припусков на швы и подгибку низа деталей, а учитывают лишь припуски на влажно - тепловую обработку и другие операции по формообразованию с учетом свойств материалов и реальных условий производства.
Методика конструирования позволяет построить чертежи изделий как на индивидуальные фигуры в соответствии с их размерными данными, так и на типовые.
3.4.1. Выбор исходных данных для конструирования.Исходными данными для построения чертежа конструкции являются размерная характеристика типовой фигуры и прибавки к основным участкам конструкции, уточненные на стадии эскизного проекта. Размерная характеристика типовой фигуры представлена в табл.31 на основе ОСТ 17-326-81. Измененные величины прибавок представлены в табл.30.
3.4.2. Расчет и построение конструкции изделия.Построение чертежа конструкции производится в соответствии с эскизным проектом.
Для ускорения процесса проектирования новых моделей применяют типовое проектирование с использованием типовых базовых конструкций, которую методом технического (конструктивного) моделирования преобразовывают в желаемую модель, обогащая конструктивными элементами.
Таблица 31
Размерная характеристика фигуры. Размер 52. Рост 164. Полнота фигуры 1.
| Наименование изделия | Условное обозначение | Величина, см | |
| 1 | 2 | 3 |
|
| Рост | Р | 164 |
|
| Полуобхват шеи | Сш | 19,3 |
|
| Полуобхват груди первый | СгI | 49,5 |
|
| Полуобхват груди второй | СгII | 54 |
|
| Полуобхват груди третий | СгIII | 52 |
|
| Полуобхват талии | Ст | 41,5 |
|
| Полуобхват бедер | Сб | 54 |
|
| Ширина груди | Шг | 18 |
|
| |||
| Окончание таблицы 31 |
| ||
| 1 | 2 | 3 |
|
| Расстояние от линии талии сзади до высшей точки проектируемого плечевого шва у основания шеи | Дтс2 | 44,5 |
|
| Расстояние от высшей точки проектируемого плечевого шва до линии талии спереди | Дтп2 | 46 |
|
| Высота груди | Вг | 29 |
|
| Расстояние от высшей точки проектируемого плечевого шва у основания шеи до уровня задних углов подмышечных впадин | Впрз2 | 23 |
|
| Высота плеча косая | Впк2 | 46 |
|
| Ширина спины | Шс | 20,5 |
|
| Ширина плечевого ската | Шп | 14 |
|
| Длина руки до уровня обхвата запястья | Др.зап | 62,5 |
|
| Обхват плеча | Оп | 33 |
|
Чертеж конструкции представлен на рис 13, 14, расчет чертежа конструкции представлен в таблице Приложения 2.
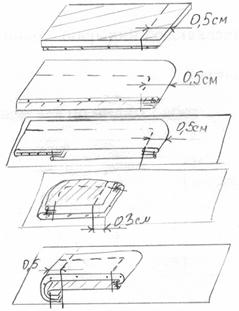
3.4.4. Изготовление изделия и оценка качестваРазработанная конструкция изделия проверяется путем изготовления образца. По лекалам с учетом размерных признаков конкретной фигуры раскраивается и изготавливается образец модели с использованием предложенных методов обработки (рис. 3-7).
Готовый образец оценивают в соответствии с показателями качества, предусмотренными техническим заданием по сорокабалльной системе.
Оценка показателей качества готовой одежды рассчитывается как среднеарифметический показатель качества на данное изделие по формуле:
Пк = (Пк1 + Пк2 ... + Пкп)/п,
где п - количество экспертов;
Пк1, Пк2 ... Пкп - оценка изделия каждым экспертом, в баллах;
Пк = (38+37,5+37+ + + )/ = балла.
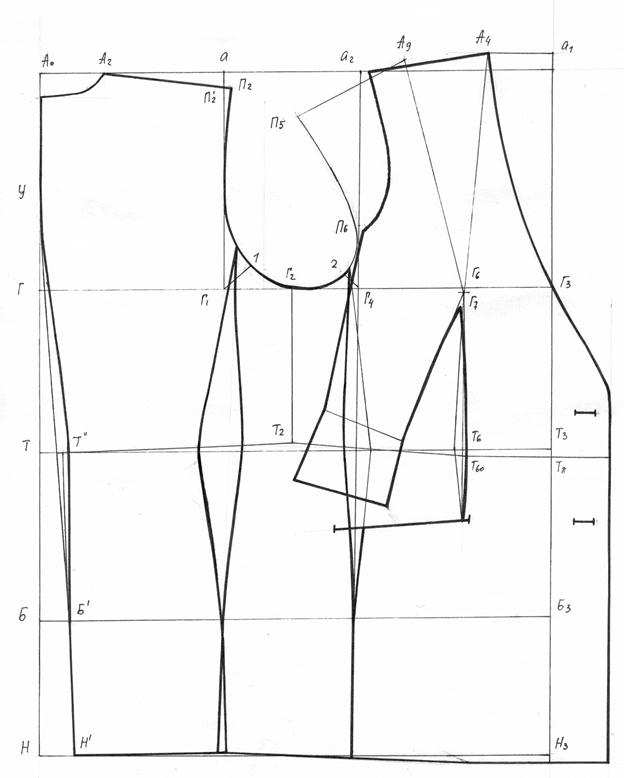
Рис. 13 Схема чертежа конструкции женского жакета
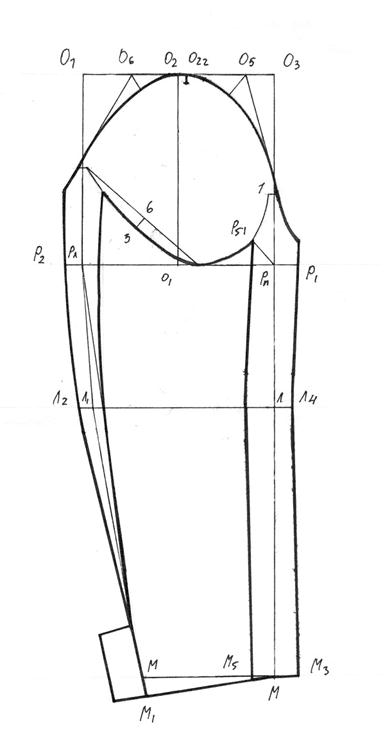
Рис. 14 Схема чертежа конструкции втачного рукава.
3.5. Разработка рабочей документации 3.5.1. Разработка комплекта лекал
Построение чертежей лекал деталей из основной ткани выполняется на основе чертежа конструкции (с учетом внесенных уточнений и изменений).
Чертежи лекал деталей являются техническим документом, который определяет конструкцию, форму и размер деталей, технические условия на их обработку и раскрой.
Исходными данными для разработки чертежей лекал деталей проектируемого изделия являются чертеж конструкции с модельными особенностями, свойства материала, из которого рекомендовано изготовлять изделие, и выбранные методы обработки. В зависимости от назначения различают лекала - оригиналы, лекала - эталоны и рабочие лекала.
На швейных предприятиях бытового обслуживания чаще всего используют комплект рабочих лекал, который содержит лекала основных и производных деталей без припусков на швы.
При построении рабочих лекал производят проверку сопряженности линий и расположения контрольных знаков (надсечек).
На лекалах - эталонах основных и производных деталей и на рабочих лекалах наносят маркировочные обозначения и данные и технические требования на технологическую обработку и раскрой деталей:
- наименование изделия (на одной из основных деталей);
- номер модели;
- наименование детали и количество деталей для раскроя,
- размер изделия (рост – Ог3 - Об);
- на одной из основных деталей приводится перечень всех лекал, входящих в комплект изделия (спецификация деталей);
- линия долевого направления ткани - направление нити основы (Н.О.);
- линии допускаемых отклонений от долевого направления;
- линии минимальной и максимальной ширины надставок в местах их расположения согласно отраслевым стандартам на изделие;
- контрольные надсечки для совмещения деталей при их соединении.
Кроме того, на лекалах - оригиналах и лекалах - эталонах наносят линии следующих участков:
- ширины полочки на уровне снятия измерения "ширина груди";
- ширины спинки на уровне размерного признака "ширина спинки";
- ширины изделия на уровне глубины проймы;
- ширины лекал полочки и спинки на уровне линии талии, бедер и низа;
- на лекалах рукавов наносят линии измерения верхней и нижней частей рукава на уровне линий оката, локтя и низа.
Для нанесения нитей основы и допускаемых отклонений на деталях комплекта лекал производят расчет величины отклонения по формуле:
АБ1=АБ=(АГ*а)/100,
где АБ или АБ1 - величина отклонения, см,
АГ - длина детали по долевому направлению;
а - отклонение от долевого направления в одну или другую сторону, %.
Отклонение вдоль линии середины спинки от линии талии до низа составляет 2%, вдоль линии середины переда - 1%, вдоль линии середины рукава - 4-5%.
Допустимые отклонения от нити основы представлены в табл. 32.
Таблица 32
Допустимые отклонения от нити основы
| Наименование детали | длина детали по долевой, см | Допустимые отклонения, % | Величина отклонения, см |
| 1 | 2 | 3 | 4 |
| Спинка | 2 | ||
| Полочка | 1 | ||
| Рукав | 4-5 |
По линиям срезов всего комплекта лекал - эталонов и рабочих лекал на расстоянии 1мм от края через каждые 8 - 10 см ставят клеймо.
Схема оформления основных и производных лекал - оригиналов приведена в Приложении 3 в масштабе 1:5. Рабочие лекала в натуральную величину представлены в приложении 4.
3.5.2. Нормирование расхода материаловДля оценки экономичности разработанной модели определяется площадь лекал деталей верха и выполняется раскладка лекал. При этом устанавливается фактический расход ткани и величина межлекальных потерь.
Схема расположения лекал в масштабе 1:5, выполненная на миллиметровой бумаге, представлена в приложении . В раскладке указан контур конструкции изделия на типовую фигуру с припусками на швы;
По раскладке лекал определяется процент межлекальных потерь по формуле:
Р = (Sр-Sл): Sp* 100%, ( )
где Р - процент межлекальных выпадов;
Sp - площадь раскладки, кв.см;
Sл - площадь лекал (с учетом припусков на швы и уточнение на фигуре заказчика).
Площадь лекал определяется методом взвешивания. Полученные результаты занесены в табл. 33.
Таблица 33
Карта расхода материала на образец модели
|
Наименование ткани
| Вид раскладки | Рамка раскладки, см | Расход ткани, см | Площадь лекал, см | Межлекальные потери, % | |
| длина | ширина | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| костюмная ткань из синтетических нитей | в сгиб | 1,62 | 0,75 | 12150 | ||
4. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ. 4.1 Организация работы по охране труда в ателье 1 разряда
Основы законодательства РФ об охране труда приняты в августе 1993 г. Постановлением ВС РФ.
Настоящие Основы обеспечивают единый порядок регулирования отношений в области охраны труда между работодателями и работниками на предприятиях и направлены на создание условий труда, отвечающих требованиям сохранения жизни и здоровья работников в процессе трудовой деятельности и в связи с ней.
В ателье, в представленном дипломном проекте, руководство и ответственность за выполнение мер по охране труда, согласно ст. 8 «Органы управления ОТ на предприятиях и в их объединениях», несет руководитель, т.е. директор ателье.
Начальники цехов и участков обязаны, согласно трудовому договору, обеспечить безопасное состояние производственных и вспомогательных помещений, осуществлять контроль за соблюдением техники безопасности работников ателье.
Приказом директора ателье ответственность и отчетность за проведение мероприятий по охране труда, обучению и проверке знаний по охране труда возложена на начальника цеха.
Помимо того, в ателье сформирована служба охраны труда, в состав которой входят: начальник цеха, мастера участков, электрик. Перед службой по охране труда стоит ряд задач:
- контроль за своевременностью и качеством обучения работающих безопасности труда в подразделениях;
- контроль и проведение инструктажей по охране труда; контроль за соблюдением мер безопасности при выполнении различных видов работ со стороны работающих;
- контроль за состоянием оборудования, электропроводки, освещения, мер противопожарной безопасности и т.д.;
- своевременное решение и устранение нарушений БТ, профилактические работы по ОТ.
Обучение и проверка знаний по ОТ всех служащих и рабочих проводится в соответствие с ГОСТ 12.0.004-90 «ССБТ. Организация обучения безопасности труда». Инструктажи делятся на: вводный, первичный на рабочем месте, повторный, внеплановый, текущий.
Вводный инструктаж проводит начальник цеха со всеми принимаемыми на работу независимо от профессии, квалификации, стажа и занимаемой должности. Проведение инструктажа фиксируется в журнале регистрации вводного инструктажа, за подписями инструктирующего, инструктируемого и датой проведения.
Первичный инструктаж проводится на рабочем месте, в зависимости от рода выполняемых работ, после проведения вводного инструктажа, а также при переходе с одного вида работ на другой. Первичный инструктаж проводит мастер участка, с каждым работником индивидуально, с занесением записи в журнал регистрации инструктажей.
Повторный инструктаж проходят все работающие в течение первой декады каждого квартала - для повышения и проверки знаний по технике безопасности.
Внеплановый инструктаж должен проводиться в связи с изменением требований инструкций по ТБ и технологического процесса, при замене и модернизации оборудования, в связи с несчастным случаем на производстве.
Повторный и внеплановый инструктаж проводят мастера участков, запись о проведении заносится в журнал регистрации с датами проведения, причиной, за подписями.
Текущий инструктаж проводится перед началом работ повышенной опасности и оформляется в наряде-допуске.
Финансирование мероприятий по ОТ производится за счет общепроизводственных расходов и фонда развития производства, который формируется из чистой прибыли, получаемой ателье. Эти средства используются на приобретение средств индивидуальной защиты, улучшения условий труда, приобретение и монтаж заграждений опасных зон оборудования, модернизацию оборудования и т.д.
4.2. Анализ условий труда на рабочем месте швеи.Работа швеи относится к числу легких физических работ. Нормальные условия труда обеспечиваются основным Законодательством РФ, документом являются «Санитарные нормы проектирования промышленных предприятий».
Нормирование параметров микроклимата производственных помещений осуществляется ГОСТ 12.1.005-88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны», в зависимости от периода года, категории тяжести выполняемых работ и от избытка явного тепла.
Нормативные значения температуры воздуха в швейном цехе составляют:
- в холодный период года - 20 - 23 С°;
- в теплый период года - 22-24 С°.
Относительная влажность во все времена года должна находиться в пределах 40-60%, скорость движения воздуха в рабочем помещении должна быть 0.2 м/с.
Технологические процессы в швейном цехе сопровождаются выделением тепла, влаги, пыли. Нормирование запыленности и загазованности воздуха рабочей зоны ведется по ГОСТ 12.1.005-88. Предельная концентрация выделяемых вредных веществ не должна превышать 6 мг/мЗ. Для удаления вредных веществ из рабочих помещений необходимо применять общеобменную и местную вентиляцию.
Все работы в швейном цехе требуют значительного напряжения зрения. Поэтому необходимо применение естественного и искусственного освещения. Естественное освещение осуществляется через окна в наружных стенах здания. Для искусственного освещения применяются люминисцентные лампы ЛБ, лампы накаливания.
Требуемую величину освещенности на рабочем месте устанавливают в зависимости от разряда точности выполняемых работ. Нормирование освещения осуществляется по СНиП 23.05-95 «Естественное и искусственное освещение». Значение КЕО при боковом освещении равно 1.5%, Емим для машинных операций равно 750 Лк, для ручных операций -500 Лк.
Основным источником шума и вибрации в производственных помещениях являются швейные машины. Шум на рабочем месте швеи имеет прерывистый характер. Значительная доля шума в цехе приходится на долю электродвигателей приводов, в отличие от швейных машин, работающих непрерывно.
Предельные величины постоянного шума на рабочих местах производственных помещений регламентирует ГОСТ 12.1.003-89 "«Шум. Общие требования безопасности» - уровни звукового давления в активных полосах со среднегеометрическими частотами 63, 125, 250, 500, 1000, 2000, 4000, 8000 Гц не должны превышать соответственно 99, 92, 86, 80, 78, 74 ДбА, или эквивалентно (по энергии) уровень звука не должен превышать 80 ДбА.
Устранение и снижение шума достигается путем точной подгонки всех деталей и наладки их бесперебойной работы, своевременная чистка оборудования и смазывания механизмов, что одновременно снижает износ деталей и повышает их долговечность и бесперебойность работы.
Для борьбы с шумом помещения отделываются звукоизоляционными и звукопоглощающими материалами, применяются различные архитектурно-планировочные решения.
Вибрация возникает при работе оборудования, неблагоприятно действует на организм человека, а также отрицательно влияет на работу оборудования, снижает качество работы, сокращает срок службы машин и механизмов. Предельно допустимые значения вибрации приведены в ГОСТ 12.1.012-90 «ССБТ.Вибрация. Общие требования». Для снижения вибрации необходимо:
- головки швейных машин устанавливать на специальные амортизаторы; - своевременно устранять сбои механизмов оборудования.
4.3. Состояние техники безопасности на рабочем месте.При изготовлении и ремонте одежды норма площади на одно рабочее место составляет не менее 7 м2 .
Рабочие места должны быть снабжены винтовыми стульями с поясничной опорой.
На всех стачивающих высокоскоростных швейных машинах должны быть установлены предохранители от проколов пальцев иглой. Нитепротягиватели должны быть ограждены скобами. Пуговичные машины и машины для пришивания крючков, петель должны быть снабжены прозрачными щитками (экранами), предохраняющими работающего от ранения обломками игл и пуговиц.
У краеобметочных машин механизм петлителей должен ограждаться откидным щитком, надежно фиксирующимся, а механизм игловодителя -откидным или глухим кожухом.
На полу у каждого гладильного стола следует иметь деревянную подставку на изоляторах или диэлектрический коврик.
Ручки электроутюгов должны быть изготовлены из изолирующего материала и иметь на концах утолщения - упоры к металлической скобе утюга.
Все металлические части утюжильных столов, подставки под безшнуровые утюги, кожухи рубильников и контактных коробок заземляют.
В ателье разработаны инструкции по охране труда, в которых подробно указаны все необходимые требования: по подготовке к выполняемой работе, технике безопасности при работе на различных операциях и завершении работы, которые должны неукоснительно исполняться.
Заправку верхней и нижней нити, смену игл производят при выключенном электродвигателе. Случайно попавшие в приводной механизм нитки, кусочки ткани достают при выключенном электродвигателе. Чистят и смазывают машины только включив электродвигатель.
Отработанные и сломанные швейные иглы складывают в определенном месте.
Во время работы нельзя допускать падения утюга, перекручивания проводов, образования на них петель и узлов. Необходимо следить, чтобы токоведущие провода были сухими. Утюги в нерабочем состоянии должны находиться на подставке. Запрещается ставить утюг на провода или касаться их горячим утюгом. Обслуживающему персоналу нельзя работать с неисправным утюгом и исправлять неисправные утюги и проводки.
4.4. Состояние противопожарной защиты в ателье.Изготовление и ремонт швейных изделий сопровождается выделением взвешенной пыли к осадочной пыли. Вся пыль, выделяемая в швейном производстве, горючая, имеет способность комковаться при увеличении концентрации, что способствует распространению огня. Поэтому помещения ателье являются пожароопасными и взрывоопасными - категории «В».
Должны выполняться следующие общие требования пожарной безопасности. Все производственные помещения должны содержаться в чистоте. На видных местах должны быть вывешены инструкции пожарной безопасности; план эвакуации работников и имущества; таблички с фамилиями лиц, ответственных за пожарную безопасность; средства первичного пожаротушения. Должны быть установлены урны для мусора. Доступ к местам расположения средств пожаротушения должен быть свободен. Проходы, лестницы и т.д. должны содержаться в исправном состоянии.
Как и для любого помещения категории «В» пожарной опасности, для ателье предусматривается устройство наружного пожарного водовода с расположением гидрантов на расстоянии не более 150 м и не менее 5 м от стен здания, а также внутреннего пожарного водопровода с расположением пожарных кранов на высоте 1.35 м от уровня пола, в заметных и доступных местах. В складских помещениях автоматическая система пенного пожаротушения. В качестве первого средства пожаротушения - углекислотные огнетушители ОУ-2, ОУ-5.
Курение разрешается только в специально отведенном для этого месте.
Смазочные вещества хранятся в металлической таре. Отходы производства собираются не реже 1 раза в смену и убираются в ящики. Влажная уборка цеха - после каждой смены.
При пожаре все оборудование, включая систему вентиляции, отключается.
4.5. Научная организация рабочего места швеиПри организации рабочих мест необходимо обеспечить выполнение комплекса эргономических требований к конструкции основного оборудования, рабочей мебели, рабочей позе, рациональным приемам труда и созданию оптимальных санитарно-гигиенических условий. Рабочее место организуется по ГОСТ 12.2.032-83 при легкой работе, не требующей свободного передвижения работающего, а также при работе средней тяжести в случаях, обусловленных особенностями технологического процесса.
Конструкцией производственного оборудования и рабочего места должно быть обеспечено оптимальное положение работающего, которое достигается регулированием:
- высоты рабочей поверхности - для швей высота рабочей поверхности составляет 0.8 м.;
- высоты сиденья стула - 0.4 м;
- пространства для ног - 0.6 м.
Расстояние от сиденья до нижнего края рабочей поверхности не менее 150 мм. Подставка для ног должна быть регулируемой по высоте. Ширина должна быть не менее 300 мм, длина подставки - не менее 40 мм. Поверхность подставки должна быть рифленой. По переднему краю следует предусмотреть бортик высотой 10мм.
При работе двумя руками органы управления размещают с таким расчетом, чтобы не было перекрещивания рук.
Для обеспечения безопасности труда на всех стачивающих машинах должны быть установлены предохранители от прокола пальцев иглой.
Вал электродвигателя, фрикционная муфта и ременная передача привода должны быть закрыты легкосъемными ограждениями.
Так как на швейном предприятии имеется электрооборудование, то необходимо предусмотреть основные и дополнительные средства и способы защиты от поражения электрическим током.
На рабочем месте швеи необходим диэлектрический коврик, являющийся дополнительным средством защиты, наряду с основными.
Немаловажным показателем для обеспечения безопасности труда является рабочая одежда. Голова швеи должна покрываться головным убором или косынкой, не позволяющим волосам мешать при работе на швейном оборудовании. В качестве обуви у работников швейного предприятия на ногах должны быть тапочки, т.е. легкая и чистая обувь.
На предприятии швейного производятся все выше перечисленные требования, предъявляемые к обеспечению безопасности труда, должны быть четко соблюдены.
5. теплотехническая часть
Исходные данные:
- источник теплоснабжения – ТЭЦ;
- ателье "Имидж" расположен в г.Н-Тагиле;
- строительный объем помещения 810 м3;
- количество работающих 18 чел;
- режим работы предприятия – одна смена 8 часов;
- тепловые потребители – системы отопления, общеобменной вентиляции и бытового горячего водоснабжения;
- технологические потребители тепла отсутствуют;
- система водоснабжения – открытая;
- теплоноситель – вода с параметрами 150-70 0С;
- тепловые нагрузки определяются при климатологических данных Н-Тагила : t = -33 0С;
- средняя температура воздуха всех помещений принимается равной tB =18 0C.
5.1. ТеплоснабжениеРасходы тепла отдельными потребителями:
5.1.1. ОтоплениеРасчетный расход тепла на отопление определим по формуле:
Q0 = q0 V (tB – tpo )· 10-3, кВт
где q0 – отопительная характеристика здания, Вт/ ((м3·0С)/ 47
V – объем здания по наружному обмеру, м3;
tв – средняя температура внутреннего воздуха помещений,0C /47/;
tpo - расчетная температура внутреннего воздуха для проектирования отопления, 0С /49/.
Q0 = 0.60 · 810 · (20-(-38)) · 10-3 = 28,15 кВт
Средний расход тепла определен по формуле:
Qoc = Q0 · tв - tсо , кВт
![]() tn- tро
tn- tро
![]() 20 – (-2,56)
20 – (-2,56)
Qoc = 28,15 · 20 – (-38) = 10,95 кВт
Годовой расход тепла вычисляется по формуле:
Qor = 24·Qoc · n0 · 3,6 · 10-3, ГДж/год
Qor= 24 · 10,95 · 225 · 3,6 · 10-3 = 212,9 ГДж/год
5.1.2. ВентиляцияРасход тепла при общеобменной вентиляции определен по формуле:
Qв = q3 V (tв - tpв) · 10-3, кВт
где qв – удельная вентиляция, характеристика здания, Вт/(м3 · 0С) /47/
tрв – расчетная температура наружного воздуха для проектирования вентиляции, С /50/.
Qв = 1,05 · 810 · (20 – (-19)) · 10-3 = 33,17 кВт
Средний расход тепла:
Qвс = Qв · tв - tсо , кВт
![]() tв – tрв
tв – tрв
Qвс = 33,17 · 20 – (-2,56) = 19,19 кВт
![]() 20 – (-19)
20 – (-19)
Годовой расход тепла:
Qвг= 3,6 · 10-3 · Qвс · z · n0 · kв, ГДж год
где z – число часов предприятия в сутки, ч/сут;
k – коэффициент, учитывающий выключение системы вентиляции в нерабочие дни. Для предприятий с пятидневной рабочей неделей
kв = 0,7
Qвг = 3,6 · 10-3 · 19,19 · 8 · 225 · 0,7 = 87,05 ГДж/год.
5.1.3. Бытовое горячее водоснабжениеНа предприятии число умывальников – 3.
Расчетный расход тепла определен по формуле:
Qгв = с·р åai · mi (tг – tk)i, кВт
Похожие работы
... зарубежье также проводятся исследования в данной области, но в целом, вопросы трехмерного проектирования остались малоизученны. Целью данного курсового проекта является разработка технологического процесса изготовления и определения нормы расхода материала на изделие. В качестве модели предлагается платье женское. 1. Характеристика модели Описание внешнего вида предлагаемой модели платья ...
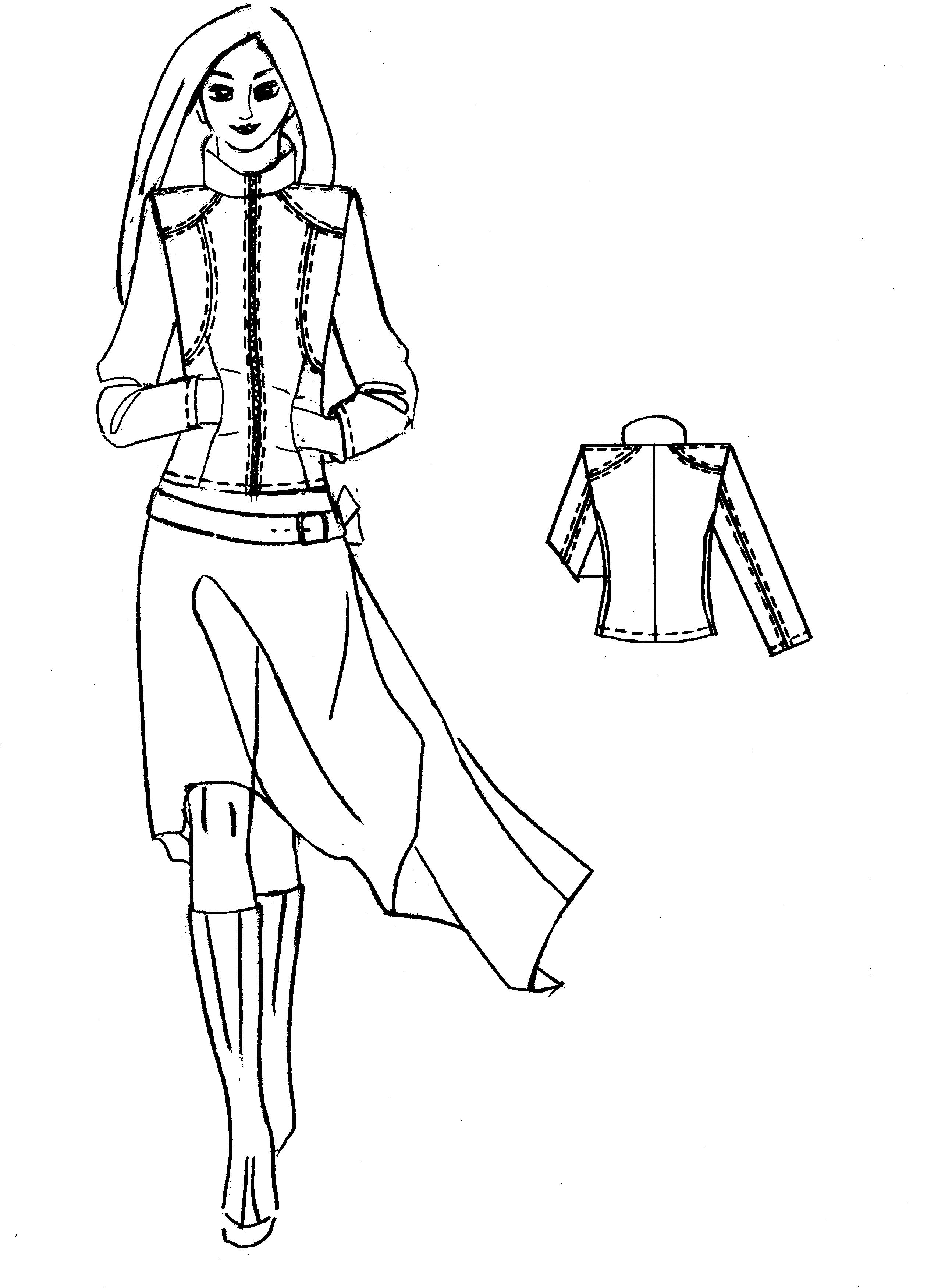
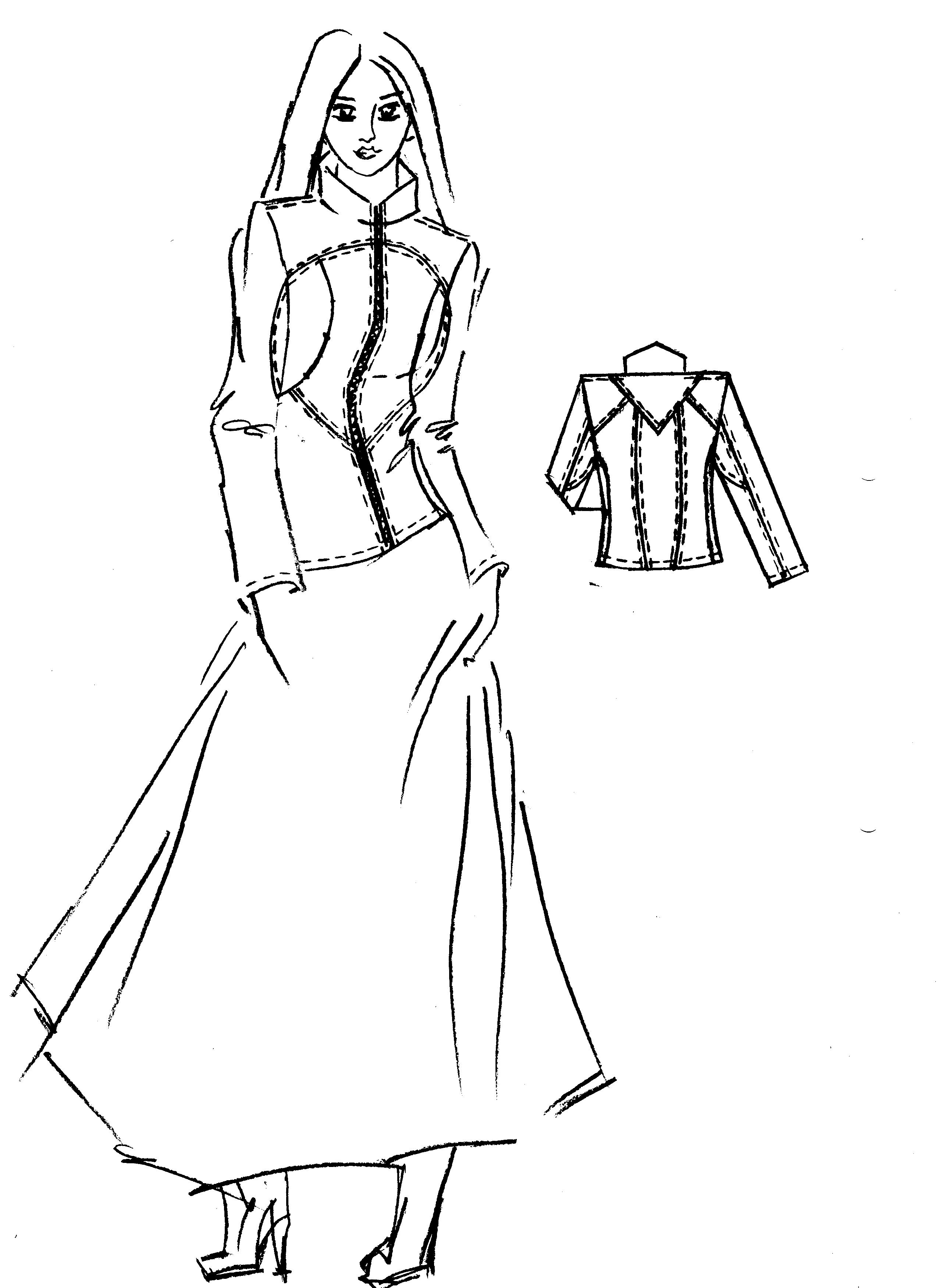
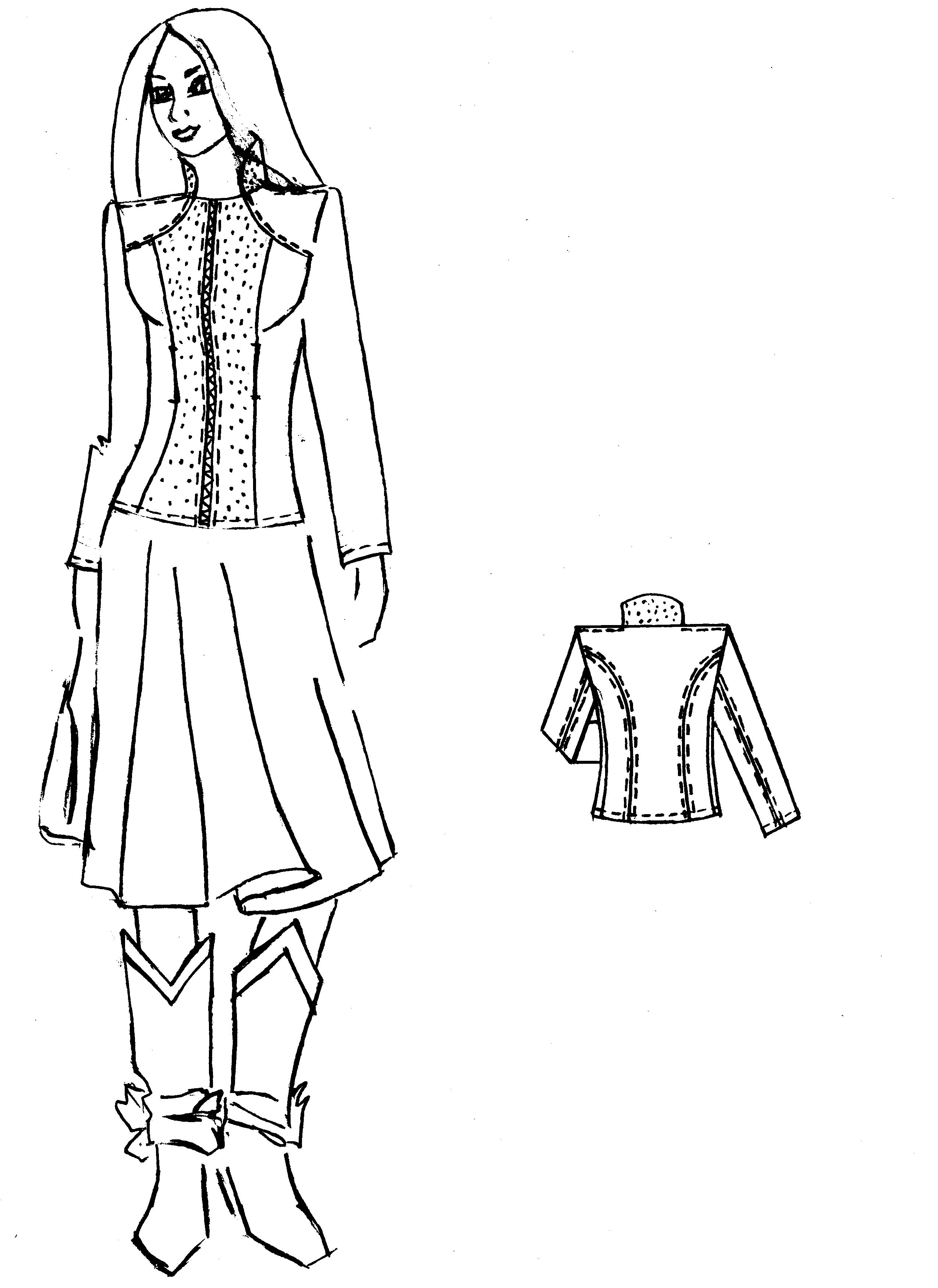
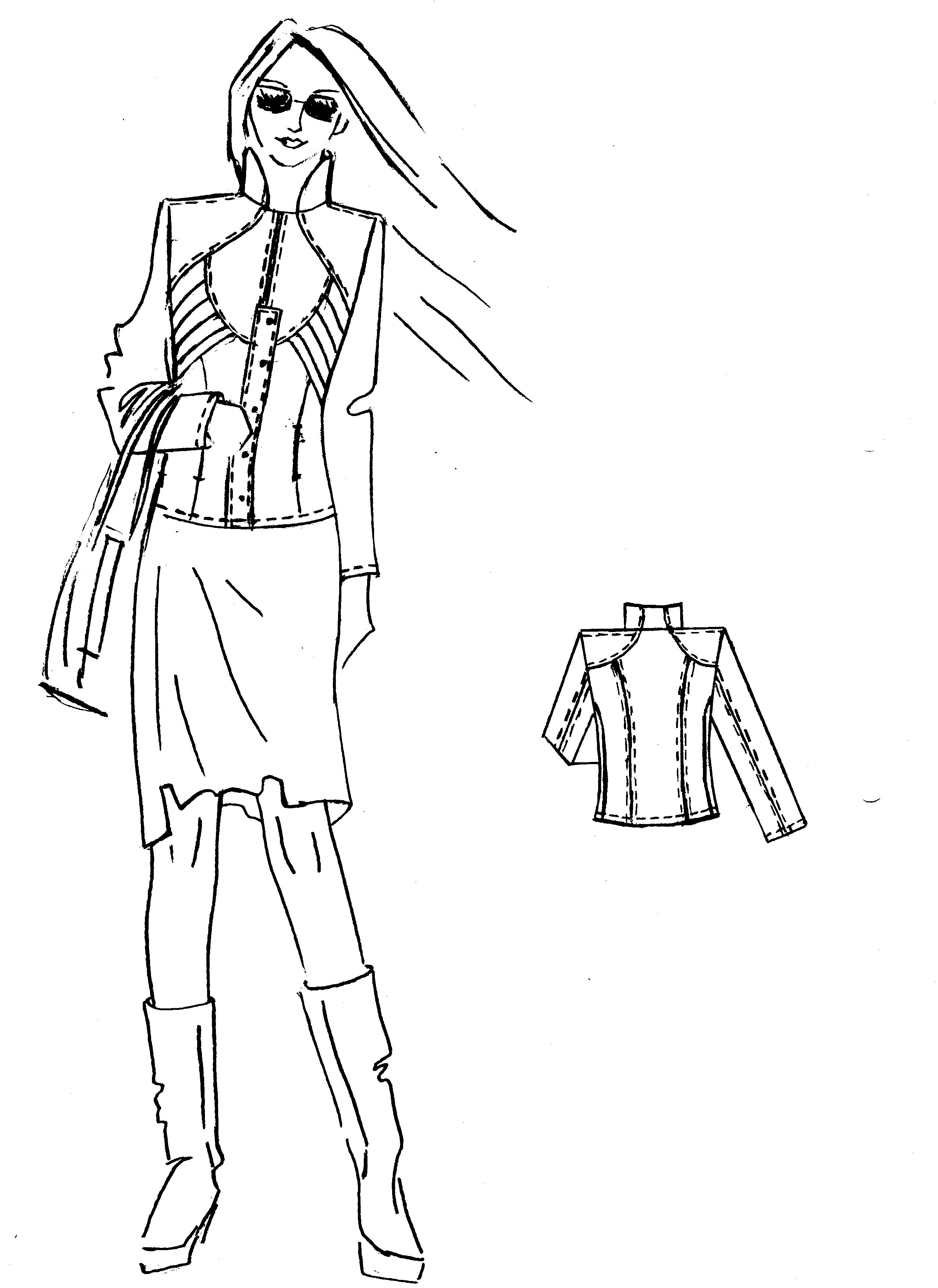
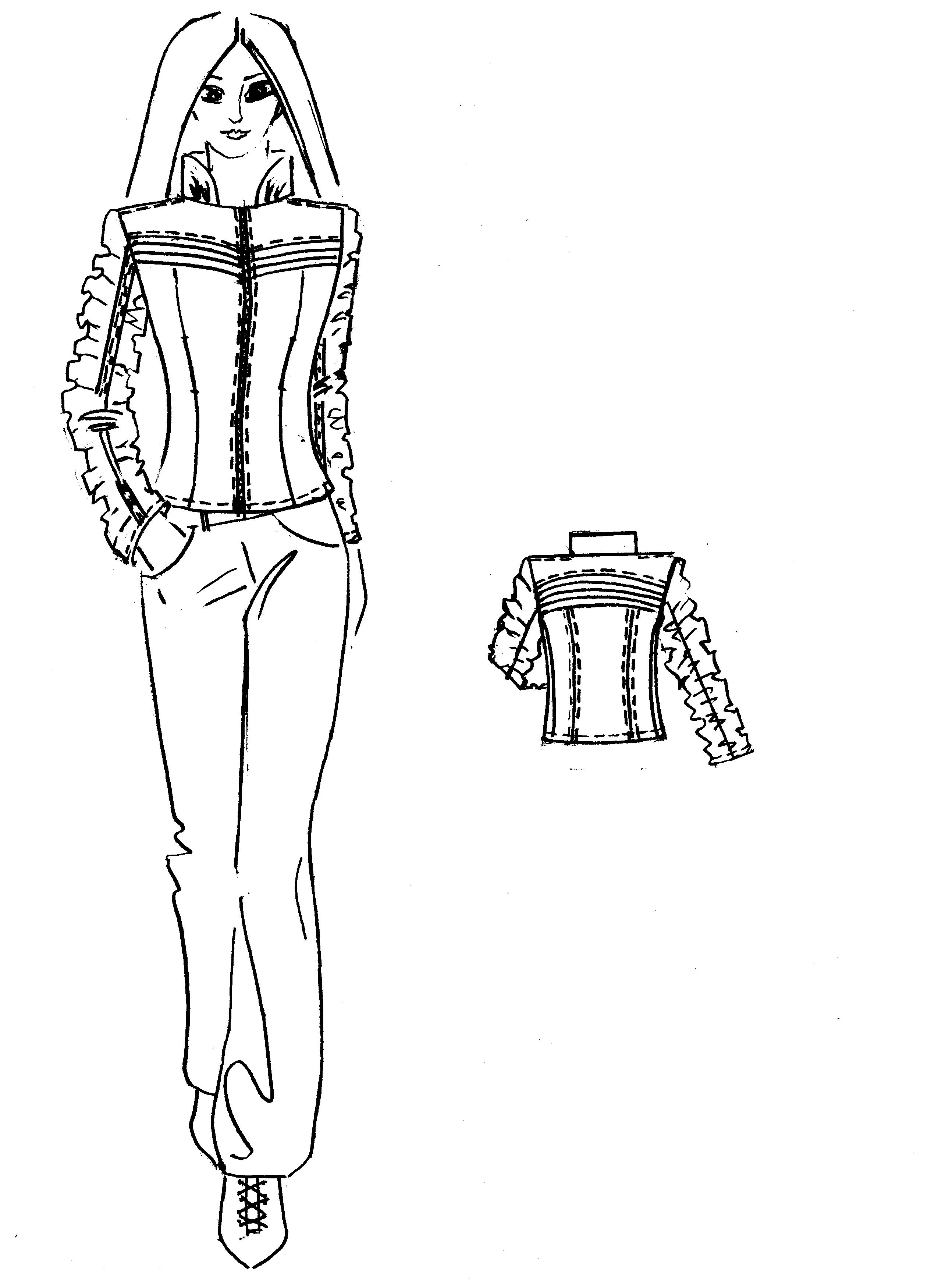
... (8)где Σtм, Σtc, Σtп, Σtа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек. 3. Техническое проектирование технологического процесса экспериментального производства 3.1 Выбор организационной структуры экспериментального цехаОсновными видами работ, выполняемыми в экспериментальном цехе, являются: конструкторская и технологическая проработка новых моделей ...
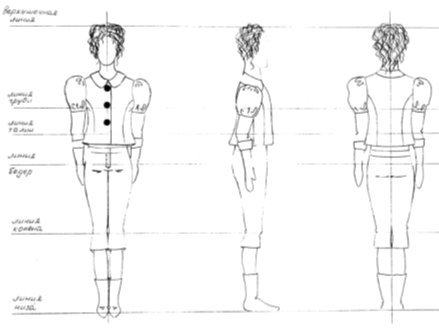

... вида ассортимента. Табель мер заполнен верно, изготовленное изделие соответствует показателям качества. Заключение В данном проекте представлена разработка чертежей и проектно-конструкторской документации на изготовление жакета для девочки подростковой группы из ткани шёлкового ассортимента. Изделия этой ассортиментной группы наиболее популярны. Жакет является необходимой составляющей ...
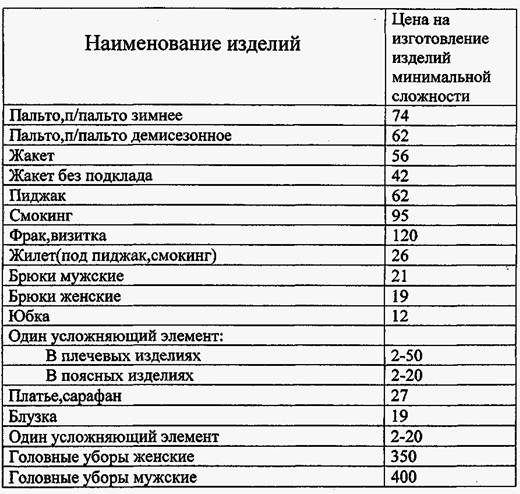
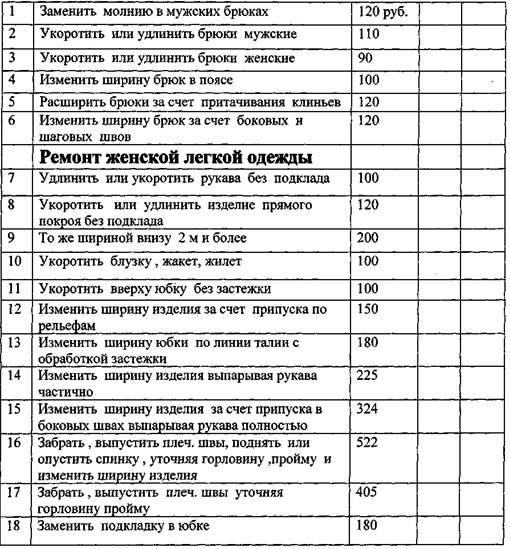
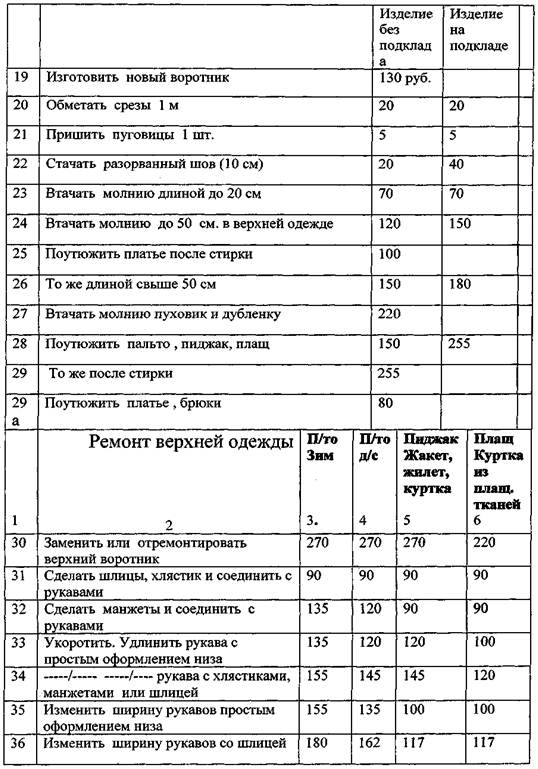
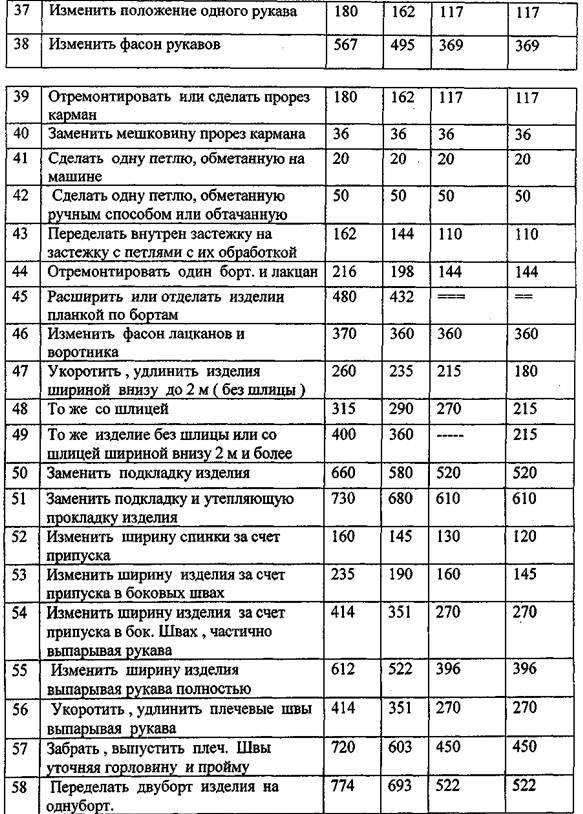
... производство» / В.В. Ермилова, Д.Ю. Ермилова. – М.: ACADEMIA, 2001. – 184 с. 2. Полатынская Н.П. Разработка бизнес-планов в производстве швейных изделий: Учебное пособие / Н.П. Полатынская, А.А. Бикбулатова. – Уфа: УГИС, 2005. – 96 с. 3. Черемных А.И. Основы художественного конструирования женской одежды: Для художников-конструкторов женской одежды / А.И. Черемных. – 2-е изд. – М.: ...
0 комментариев