Навигация
Расчет и проектирование коробки скоростей к операционному токарному станку
16228
знаков
5
таблиц
9
изображений
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ «СТАНКИН»
КАФЕДРА ОСНОВ КОНСТРУИРОВАНИЯ МАШИН
КУРСОВОЙ ПРОЕКТ
На тему: Рассчитать и спроектировать коробку скоростей к операционному токарному станку. Вариант 2/11
Выполнил: студент гр. ВТ-6-1 Тулаев П.А.
Проверил: Степанов А.А.
МОСКВА 2001
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

| |||||||
| |||||||
|
| ||||||

![]()
![]()
![]()
| ||||||||||
| ||||||||||
| ||||||||||
|
| |||||||||
|
Дано:
Твыхmax = 138 H·m
nmin = 340 мин –1
φ = 1,41
n0 = 1000 мин –1
Тип фрикционной муфты ЭМ
Тип передачи (U = 1) или муфты на выходном валу клиноремённая
Коробку установить на литой плите
Срок службы коробки tч = 12·103 часов
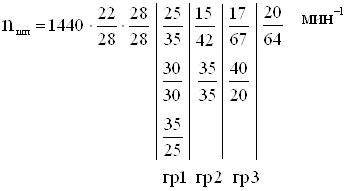
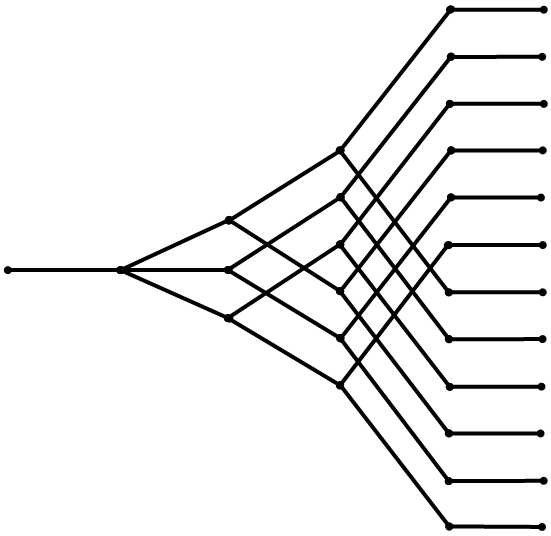
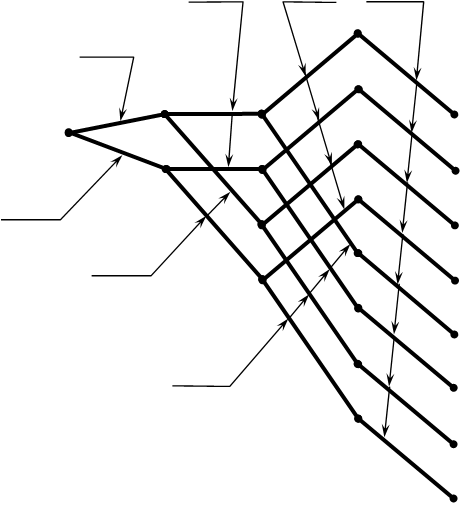
Кинематический расчёт
Выбор электродвигателя
Т = 9550 р/п
Расчётная мощность на выходе
Рвых = ![]()
Рэл’ = ![]()
побщ = п2оп· п2пр
побщ = 0, 9952· 0, 982![]() 0, 990025· 0, 9604 = 0, 95082
0, 990025· 0, 9604 = 0, 95082
![]() Рэл’ =
Рэл’ = ![]() (это в )
(это в )
Тип двигателя : Тип исполнения:
4А132S6У3 М300
пп = 965 мин-1
![]()
|
![]() <20% - недогрузка электродвигателя
<20% - недогрузка электродвигателя
![]() => тип двигателя выбран правильно
=> тип двигателя выбран правильно
Определение частот вращения выходного вала
п1 min = 340 об/мин
п2 min = n1· φ = 340· 1,41 = 479,4 об/мин
Определение общих передаточных чисел
Uобщ 1, 2 = ![]() Uпр2 13· Uпр1
Uпр2 13· Uпр1
Uобщ 1 = ![]() (1) = Uпр1·Uпр2
(1) = Uпр1·Uпр2
Uобщ 2 = ![]() (2) = Uпр1·Uпр3
(2) = Uпр1·Uпр3
Выбор передаточных чисел отдельных пар
Uпр max = 4
Разбиение Uобщ по ступеням приводят к Uобщ min
Здесь можно выявить следующие пары:
![]()
![]() =
= ![]()
![]()
Определение чисел зубьев прямозубых колёс
![]()
![]()
![]()
![]() т.к. aw = const
т.к. aw = const
![]()
![]()
![]()
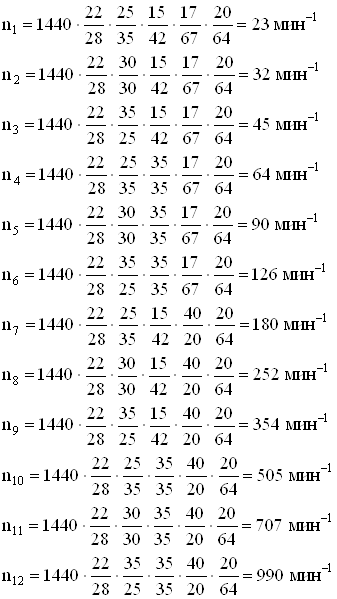
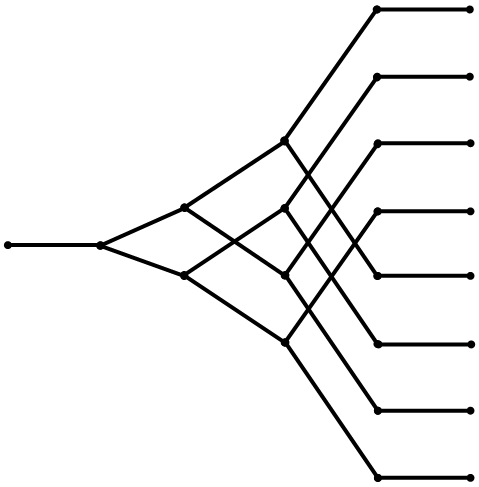
Проверка частот вращения
![]()
![]()
|
|
|
|
![]() мм – диаметры шкивов на выходе
мм – диаметры шкивов на выходе
пz = min
30,965>24·nII
![]() при ТII и пII ψbd = 0,3 – рассчитываемая передача
при ТII и пII ψbd = 0,3 – рассчитываемая передача
Рэл = 5,5 кВт
РI = Pэл·ηпр·ηоп = 5,5·0,98·0,995 = 5,36 кВт
РII = PI·ηпр·ηоп = 5,36·0,98·0,995 = 5,23 кВт
РIII = PII·ηоп·ηкл.р = 5,23·0,995·0,96 = 4,995 кВт
Определение частот вращения валов
nI = nH·![]() = 965·
= 965·![]() = 675,5 мин-1
= 675,5 мин-1
nII1 = nI·![]() = 675,5·
= 675,5·![]() = 337,75 мин-1
= 337,75 мин-1
nII2 = nI·![]() = 675,5·
= 675,5·![]() = 482,499 мин-1
= 482,499 мин-1
nIII1 = nII1·U = 337,75 мин-1
nIII2 = nII2·U = 482,499 мин-1
Определение вращающих моментов
Т = 9550 ![]()
Тэл = 9550·![]() = 9550·
= 9550·![]() = 51,103 H·м
= 51,103 H·м
TI = 9550·![]() = 9550·
= 9550·![]() = 75,7 H·м
= 75,7 H·м
TII = 9550·![]() = 9550·
= 9550·![]() = 147,8 ≈ Tmax = 138 H·м
= 147,8 ≈ Tmax = 138 H·м
Проектировочный расчёт валов
|
dbI = 110·![]() = 32,8 мм
= 32,8 мм
dbII = 110·![]() = 38,8 мм
= 38,8 мм
dbIII = 110·![]() = 35,09 мм
= 35,09 мм
Итоговая таблица
| № вала | Pi | ni | Ti | dbi |
| Эл | 5,5 | 965 | 51,103 | 38 |
| I | 5,36 | 337,75 | 75,7 | 32,830 |
| II | 5,23 | 482,499 | 147,8 | 38,80 |
| III | 4,995 | 482,499 | 138 | 35,08 |
т.к. у шестерни Z3 наименьшее число зубьев (zmin), то рассчитывать будем её = ![]()
Проектировочный расчёт
а) на контактную выносливость
d1H = Kd·
Kd = 770 (сталь)
TI = 75,7 Н·м
Ψbd = 0,3 – коэффициент ширины зуба
KHβ = 1,07 по таблице 1.5
HB > 350
![]() > 6 (менее жёсткий вал)
> 6 (менее жёсткий вал)
![]()
Cos β = 1 т.к. прямозубая цилиндрическая передача
далее по таблице 6.5
Ст40х + термическая обработка, закалка в ТВЧ
σНР = 900 МПа
σFP = 230 МПа
σНР = σНР’·KHL = 900·1 = 900МПа
NHO = 8·107 циклов
NFO = 4·106 циклов
t14=t24=![]()
NHE = 60·tч·nI = 60·6·103·675,5 ≈ 24·107 циклов
KHL = ![]() =
= ![]() 1
1
т.к. NHE > NHO, то KHL = 1
dIH = ![]() =
= ![]() мм
мм
mH = ![]() мм
мм
б) на изгибную выносливость
mF = 
Km = 13,8 (сталь, прямозубая)
ТI = 75,7 H·м
Z3 = 24
Ψbd = 0,3
УF3 = Z3 и “Х” = 3,92 (по таблице)
σFp = σFp’·KFL
KFL =  1
1
KFβ = 1,15 по таблице 1. 5
Для постоянного режима
NFE = NHE = 24·107
т.к. NFE>NF0, то KFL = 1
σFP = 230·1 = 230 МПа
mF = 13,8![]() 2,7мм
2,7мм
mH = 2,55мм mF = 2,7мм
ГОСТ: 2,0; 2,25; 2,5; 2,75; 3,0; 3,5…
по ГОСТ выбираем 2,75мм
Проверочный расчет прямозубой передачи
а) на контактную выносливость
σН = ZM·ZH·Zε![]() σHP
σHP
ZM = 192 (сталь-сталь)
ZH = 2,49 (x=0, β=0)
|
![]() εα = = 1,88-3,2·(
εα = = 1,88-3,2·(![]() ) = 1,68
) = 1,68
|
dIII = 
b = ψbd·dI = 0,3·66 = 19,8 мм (принимаем b=20)
U = 2 ![]()
FtI = 
KHα = 1 (прямозубая передача)
KHβ = 1,07
KHv = ![]()
FHv = δH·д0·v·b![]()
δH = 0,014 (для прямозубой НВ>350 и без модификации)
д0 = 47 (для 7 й степени точности)
vI = 
aw = ![]()
FHv = 0,014·47·2,33·19,8·![]() = 213,5 H
= 213,5 H
KHv = 1+
σH = 192·2,49·0,88· МПа
МПа
730МПа < 900МПа
Расчет на изгибную выносливость
σF = УFI·Уε·Уβ·![]() σFP
σFP
УFI = 3,92
Уε = 1 (прямозубая)
Уβ = 1 (β=0)
FtI = 2336 H
b = 19,44 мм
m = 2,75 мм
KFα = 1(прямозубая)
KFβ = 1,15
KFv = 1+![]()
FFv = δF ·д0·vI·b·![]()
δF = 0,016 (прямые без модификации НВ>350)
FFv = 0,016·47·2,33·20·![]() = 246 H
= 246 H
KFv = 1+ = 1,09
= 1,09
σF = 3,92·1·1· = 205 МПа
= 205 МПа
Похожие работы
еделение действительных отклонений и сравнение с допускаемыми значениями Все отклонения вошли в пределы допустимых значений. 2.2 Кинематический расчет коробки скоростей согласно заданию на модернизацию 2.2.1 Уточнение исходных данных Определяем знаменатель ряда частот вращения шпинделя. 2.2.2 Построение стандартного ряда По нормали Н11-1 строим ...
... из них. 5 АНАЛИЗ БАЗОВОГО ОПЕРАЦИОННОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПО КРИТЕРИЮ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ СМЕННОЙ ПРОИЗВОДИТЕЛЬНОСТИ ОБРАБОТКИ Определение ожидаемой сменной производительности системы технологического оборудования в условиях неавтоматизированного производства можно найти по формуле: деталей/смену, где - время выполнения холостых (вспомогательных) операций в условиях ...





... ребрами) изображают конструктивные и потоковые функциональные структуры [14]. Принципы построения функциональных структур технических объектов рассматриваются в последующих главах курса "Основы проектирования им конструирования" не включенных в настоящее пособие. Для систем управления существуют характеристики, которые можно использовать в качестве критериев для оценки структур. Одна из них - ...





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...
0 комментариев