Составление структурной формулы
Определение передаточных отношений
Определение действительных частот вращения шпинделя
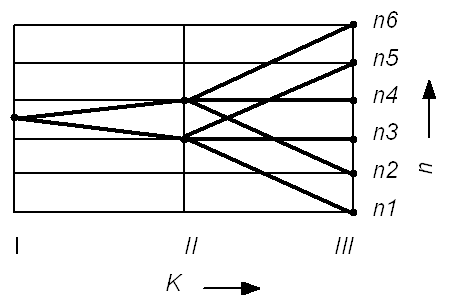
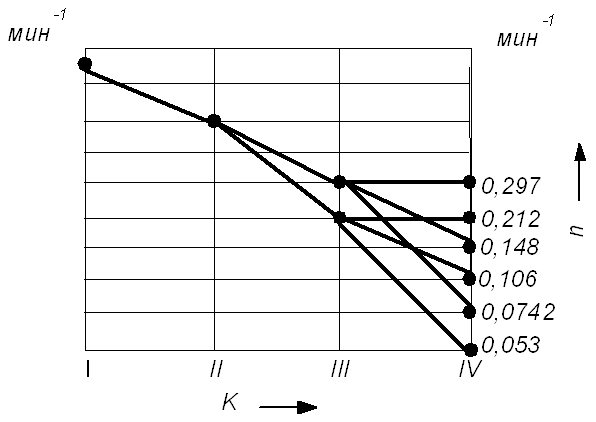
Построение структурного графика
Определение числа зубьев групповых передач
Расчет приводной передачи
Определение расчетных частот вращения валов
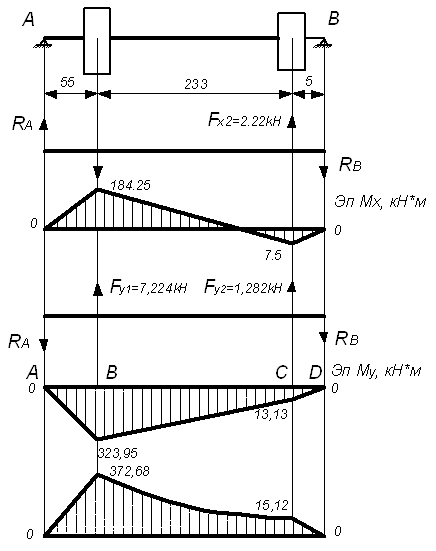
Силовой проверочный расчет зубчатых передач
Геометрический расчет зубчатых передач
Предварительный расчет валов коробки скоростей
Проверочный расчет шпоночных соединений
Выбор типа производства
Заготовка штамповка
Разработка операционного технологического процесса
Определение режимов резанья, норм времени и расценок для операции
Расчет штучно-калькуляционной нормы времени на обработку одной детали
Навигация
Модернизация коробки скоростей станка
Модернизация коробки скоростей станка
53325
знаков
15
таблиц
34
изображения
Введение
Современный этап социального и экономического развития общества характеризуется постепенным повышением развития многих отраслей производства, требующих создания новых машин, механизмов и оборудования для комплексной механизации и автоматизации технологических процессов. Однако в современной промышленности остается не востребованным большое количество морально устаревших станков, заменить которые на современное, экономичное и высокотехнологичное оборудование в короткое время и с наименьшими затратами не представляется возможным.
Одним из путей решения этой проблемы является модернизация станков, которая предусматривает повышение их экономичности, универсальности и производительности, а так же комплексную механизацию и автоматизацию трудоемких процессов, сокращение потерь рабочего времени на вспомогательные и второстепенные операции.
Модернизация станочного парка обеспечивает повышение производительности, увеличения коэффициента использования оборудования, автоматизацию работы станков и т.д.
Металлорежущие станки предназначены для производства современных машин, приборов, инструментов и других изделий. Следовательно, их количество и качество, техническая оснащенность, характеризует производственную и экономическую мощь страны.
В настоящее время особое значение приобретает создание гибких производственных систем, способных быстро и с малыми затратами перестраиваться на выпуск новых изделий и работать без непосредственного участия человека в процессе изготовления продукции.
1. Общая часть
1.1 Назначение станка
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания, развертывания и притирки отверстий, вырезания дисков из листового металла и т.д. Эти операции выполняют сверлами, зенкерами, развертками и другими инструментами.
Существуют несколько типов универсальных сверлильных станков. Наиболее распространенными являются вертикально-сверлильные станки. Их применяют преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
Станок 2Н150 является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров, с условными диаметрами сверления 18…50 мм.
Станки этой группы широко унифицированы между собою.
Агрегатная компоновка и возможность автоматизации большинства типов операций обеспечивают создание на их базе более экономичных, узкоспециализированных станков, оптимизированных для изготовления конкретных деталей из конкретных, заранее обусловленных материалов.
1.2 Техническая характеристика станка
Наибольший диаметр сверления d = 50 мм
Конус шпинделя Морзе № 4
Частота вращения шпинделя n = 22,4…1000 мин-1
Кол-во включений Zn = 12
Пределы передачS = 0,1…1,2 мм/об
Число подачZS = 12
Мощность эл.двигателяN = 7 кВт
Частота вращения эл.двигателяnэл.дв. = 1440 мин-1
2. Расчетно-конструкторская часть
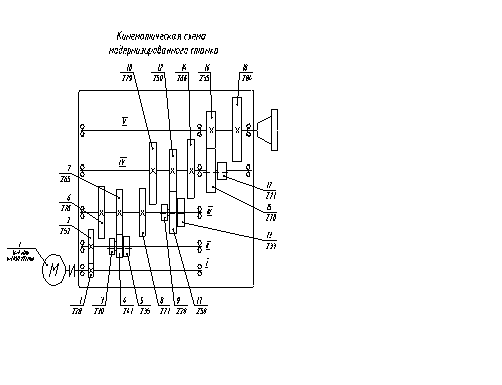
2.1 Кинематический анализ коробки скоростей станка мод. 2Н150
2.1.1 Уточнение исходных данных
Определяем диапазон регулирования
Определяем знаменатель ряда частот вращения шпинделя.
![]()
![]()
![]()
2.1.2 Построение стандартного ряда
По нормали Н11-1 строим стандартный ряд частот вращения шпинделя.
n1 = 22,4 мин-1n7 = 180 мин-1
n2 = 31,5 мин-1n8 = 250 мин-1
n3 = 45 мин-1n9 = 355 мин-1
n4 = 63 мин-1n10 = 500 мин-1
n5 = 90 мин-1n11 = 710 мин-1
n6 = 125 мин-1n12 = 1000 мин-1
2.1.3 Определение функций групповых передач.
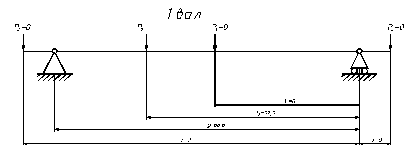
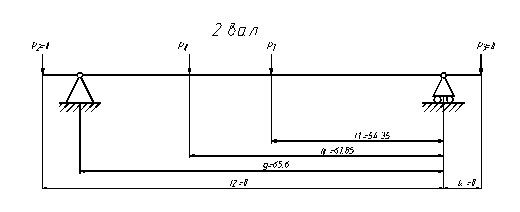
Составляем уравнение цепи главного движения
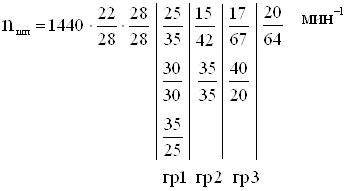
Группа “1”
![]()
![]()
![]()
Группа “2”
![]()
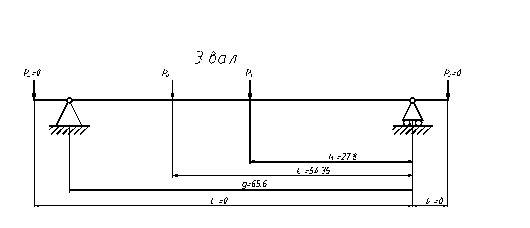
Группа “3”
![]()
Показатели степени при определении Ri обозначают характеристики этой групповой передачи.
Следовательно - гр “1” основная -“а” с характеристикой Х“а”=2
- гр “2” 1-я переборная -“б” с характеристикой Х“б”=3
- гр “3” 2-я переборная -“в” с характеристикой Х“в”=6
Похожие работы





... расчет На рисунке 25 представлен результат термодеформационного расчета. Рисунок 25 – Контурное представление результата термодеформационного расчета 5. Расчет экономического эффекта от модернизации поперечно – строгального станка мод. 7307 5.1 Исходные данные для расчета экономического эффекта от модернизации Проведенная модернизация поперечно-строгального станка мод. 7307 ...
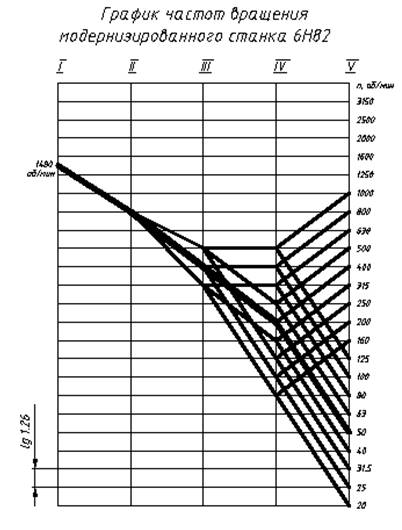
... , получения параметров, необходимых для данного типа производства, что в конечном итоге отражается на себестоимости продукции. В данной курсовой работе рассматривается вопрос модернизации коробки скоростей горизонтально-фрезерного станка модели 6Н82. 1. Кинематический расчет в приводе 1.1 Построение графика частот вращения шпинделя Рис.1 График частот вращения шпинделя Число валов ...
... зубчатые колеса, валы, подшипники коробок скоростей и подач, сверлильной головки, затем стекает обратно в масляный резервуар. Смазка подшипников шпинделя, подшипников привода коробки скоростей, коробки подач осуществляется набивкой консистентной смазкой «ЦИАТИМ 201». Для обслуживания системы смазки необходимо заполнить масляный резервуар до уровня нижнего маслоуказателя маслом “Индустриальное ...
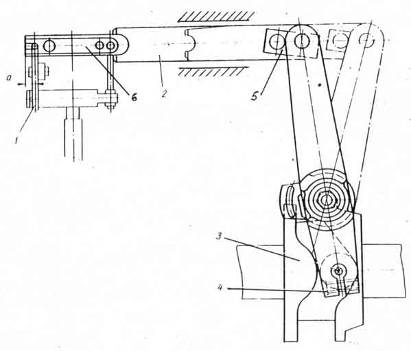
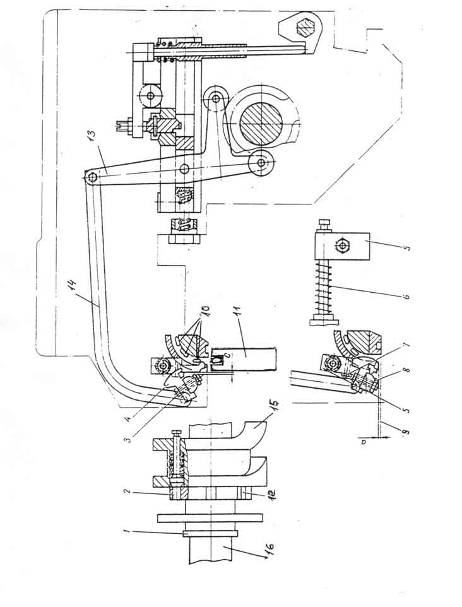
... в своих разработках большое внимание механизмам приемной коробки. Это подтверждает актуальность выбранной темы дипломного проекта по модернизации приемной коробки. Рис. 5а Рис. 5б Рис. 6 Рис. 8а Рис. 8б 1.6 ИССЛЕДОВАНИЕ МЕХАНИЗМА УКЛАДКИ ПРОКЛАДЧИКОВ НА ТРАНСПОРТЕР 1.6.1 КИНЕМАТИЧЕСКОЕ ИССЛЕДОВАНИЕ МЕХАНИЗМА Механизм предназначен для укладки прокладчиков, ...
0 комментариев