Навигация
Список файлов программного обеспечения приведен в приложении в файле DirInfo на прилагаемой дискете
62752
знака
7
таблиц
0
изображений
3.2.7. Список файлов программного обеспечения приведен в приложении в файле DirInfo на прилагаемой дискете.
3.3. Построение графов промышленного робота
Иногда,наглядное представление о последовательности роботы робота дает диаграмма перемещений его относительно оборудования,которая представляет из себя граф - схему переходов,вершины которой соответсвуют введенным состояниям РТК.Строится диаграмма следующим образом.Вершины графа соответсвующие положению робота в однинаковых точках пространства,распологаются на общих прямых,параллельных оси времени (абцисс).Причем,порядок их расположения соответствует порядку точек манипулирования(рисунке 3.6),а отрезки по оси абцисс пропорциональны времени переходов.[2]
Рисунок 3.6 - Диаграмма перемещений робота вблизи J-го оборудования .
Программа RTK предназначается для построения упрощенных диаграмм,на которую наносятся только наиболее важные состояния систем,связанные с взаимной блокировкой оборудования и робота,который его обслуживает (см.рисунок 3.7)
Инструкция по ее использованию и программа,приведена на дискете,прилагаемой к дипломному проекту.
Рисунок 3.7- Диаграмма перемещений робота,построенная программой RTK
3.4.Вспомогательные программыВспомогательными программами,в настоящей работе,называются программы,выполняющие какие-либо демонстрационые функции или вспомогательные расчеты,которые производятся в ГПС.Например,для программы GPS IV, разработаны программы строищие зависимости загрузки робота и станков,коэффициента использования манипулятора и т.п.На рисунке 3.9 приведены графики некоторых параметров станочных систем,построенные с помощью программы GrGPS.Программы GrMiss, GrGPS (аналоги) записаны на дискете,прилагаемой к дипломному проекту.К вспомогательным программам можно также отнести утилиты распечатки текстов,просмотрщики текста и графики,редакторы текста и т.п.
В ходе дипломного проекта, в качестве примера выполнена программа расчета фрезы (построение профиля фрезы) для Windows 95 , которая может быть использована при проектировании ГПС.
рисунок 3.9 - Графики параметров ГПС
3.5. КОНТРОЛЬНЫЕ ПРИМЕРЫНа рисунке 3.10 показаны исходные данные расчета.
Рисунок 3.10 - Окно с исходными данными расчета
На рисунках 3.11 показано окно результатов расчета для системы с 4-мя станками, обслуживаемых одним манипулятором с одним захватом. На рисунке 3.12 показаны результаты расчета для системы, включающей 10 станков и одного двухзахватного робота.
Рисунок 3.11- Окно с результатами расчета
Рисунок 3.12 - Окно с результатами расчета
На рисунках 3.13, 14 показаны окна вывода результатов расчета в файл и на печать.(для GPS IV)
Рисунок 3.13- Окно вывода результатов
Рисунок 3.14.-Окно вывода результатов
4.ЭКОНОМИЧЕСКАЯ ЧАСТЬ
4.1.Организация аппаратного и программного обеспечения
Для организации подобного рода вычислений необходимы компьютер 486-серии,с сопроцессором,укаплетованный VGA дисплеем с защитным экраном,клавиатурой,устройством типа “МЫШЬ”.Можно использовать также компьютеры 286 серии,для DOS-программ/или воспользоваться услугами локально-вычислительной сети/.Стоимость такого оборудования приведена в таблице 4.1.
Таблица.4.1
| Наименование оборудования,программного обеспечения | Стоимость на май месяц 1998 года. |
| Системный блок 486 cерии, DX\16 Mb\1.7Gb | 1,8 тыс.руб. |
| Монитор VGA,Philips | 1,45 тыс. руб. |
| Клавиатура | 0,057 тыс.руб. |
| Мышь,трехкнопочная | 0,042 тыс. руб. |
| Защитный экран | 0,087 тыс.руб. |
| Установка ,подключение,консультации специалиста | Входит в стоимость системного блока |
| ПО:MS-DOS 7.0 ,Windows 95 | входит в стоимость системного блока |
итого
| 3,436 ТЫС.РУБ. |
4.2.Методика расчета экономических показателей ГПС
4.2.1.Экономический эффект от производства и использования многоцелевых станков МС (по данной методике ГПС расценивают как МС) на годовой объем выпуска Э определяют по формуле : Э= Эед.А2,где А2- выпуск МС в расчетном году, шт.; Эед - экономический эффект от внедрения и использования одного МС, определяемый как
Эед.=
Ц1 (![]() ){
){![]() }
+{
}
+{![]() }
-Ц2 (4.1)
}
-Ц2 (4.1)
Здесь: Ц1,Ц2 -стоимость соответственно базового и нового оборудования, р.;В2/В1 - коэффициент учета роста производительности единицы нового оборудования по сравнению с базовым;B1,B2 - годовые объемы продукции, производимые соответственно единицей базового и нового оборудования( в штуках деталей, тоннах отливок и т.п.) Т1,Т2- срок службы соответственно базового и нового оборудования; Е - нормативный коэффициент эффективности капитальных вложений, равный 0,15;
И1,И2- годовые эксплуатационные издержки потребителя соответственно по базовому и новому вариантам в расчете на годовой объем продукции; К1,К2 -сопутствующие капитальные вложения потребителя (без стоимости оборудования) соответственно по базовому и новому вариантам в расчете на годовой объем продукции, производимой при использовании МС,р;
Рам - доля(коэффициент) отчислений на амортизацию при использовании потребителем нового оборудования, равная обратной величине срока службы оборудования Тс.
Иногда, в формуле (4.1) величину выражения Ц1 * (В2/В1) расcчитывают как приведенную стоимость базового варианта
Ц1п
=![]() (4.2)
(4.2)
Здесь Ц1J - оптовая цена основного технологического оборудования модели,р.; Рn1j- принятое количество единиц основного технологического оборудования J-oй модели;n- количество наименований моделей основного технологического оборудования. Стоимость Ц2 включает стоимость МС;стоимость основного технологического оборудования;стоимость вспомогательного оборудования;затраты на модернизацию основного технологического оборудования;затраты на монтаж,отладку,проектные работы. Сопутствующие капитальные вложения представляют из себя сумму затрат: на установку и доставку оборудования,р.;стоимости помещения,занимаемого оборудованием,р.;стоимости служебно-бытовых помещений,р;оборотных средств в незавершенном производстве,р.;стоимости специальных приспособлений,р.; тоимости проектных работ по привязке МС к условиям заказчика,р.
Годовые эксплуатационные издержки содержат в себе:годовую зарплату рабочих,р.; годовые затраты на подготовку и возобновление ПУ,р.;годовые затраты на ремонт специальных приспособлений,р.;годовые затраты на содержание помещения,занимаемого оборудованием,и также,на ремонт обслуживание,силовую электроэнергию,р. При создании МС иногда оценивают срок окупаемости дополнительных капитальных вложений
Ток.= (К2-К1)/(С1 - С2) (4.3)
где К -капитальные вложения;С -себестоимость годового выпуска продукции.
4.2.2.Сопутсвующие капитальные вложения Стоимость помещений, занимаемого оборудованием
Кзд
= Ц кв.м * ( S + Sу)*![]() *Рп1 (4.4)
*Рп1 (4.4)
где Ц
квм -
стоимость 1
кв.м площади
цеха;S-площадь
занимаемая
оборудованием
по
габаритам,кв.м;Sy
-площадь,занимаемая
выносными
вспомогательными
устройствами,кв.м;
![]() -
коэффициент,учитывающий
дополнительную
площадь;
Рп1-
принятое количество
оборудования
базового варианта,ед.
Оборотные
средства в
незавершенном
производстве
по каждому
варианту определяют
по
формуле
-
коэффициент,учитывающий
дополнительную
площадь;
Рп1-
принятое количество
оборудования
базового варианта,ед.
Оборотные
средства в
незавершенном
производстве
по каждому
варианту определяют
по
формуле
Кнез.=Внез.( С3 + {![]() })* Kпер, (4.5)
})* Kпер, (4.5)
где Внез - количество деталей в незавершенном производстве;Сз - себестоимость заготовки,р.;С - себестоимость годового объема продукции за вычетом материальных затрат,р.;В2- годовой объем продукции,производимой на МС,шт.;Кн- коэффициент нарастания затрат;Кпер - коэффициент перевода рабочих дней в году в календарные дни,равный 1,40 (две смены 365:260) или 1,35 (три смены 365:271).
*Себестоимость заготовки получается умножением ее массы (кг) на себестоимость 1 кг заготовки,включая транспортно-заготовительные расходы с учетом степени готовности,р. Количество деталей в незавершенном производстве определяется как
Внез
= ( ![]() ) * Тц ,
(4.6)
) * Тц ,
(4.6)
где Фдн - количество рабочих дней в году;Тц-длительность производственного цикла партии деталей,рабочих дней,расчитывается исходя из : m- партии запуска деталей;n- числа операций на деталь;tштj -штучного времени обработки деталеоперации;tн- времени наладки на партию деталей,на одну операцию,мин.;tmo-межоперационного времени,ч., - по формуле
Tц
=(m*![]() +
+ ![]() tн + (n-1)*tмо*60)
tн + (n-1)*tмо*60)![]() (
Tшт.к.:Фдн:Рn)*60.
(
Tшт.к.:Фдн:Рn)*60.
При применении ГПС в условиях среднесерийного производства для обеспечения быстрого перехода на новую продукцию целесообразно применять УСП(универсальная сборная переналаживаемая оснастка),которая учитывается в стоимости ГПС.
4.2.3.Определение количества потребного оборудования
1) Определяется годовое оперативное время работы оборудования Топ и годовое время обслуживания рабочего места Тоб,включающее время на отдых и личные надобности как (Коб+Клич)*Тоб, затем исходя из этого находят годовое штучное время Тшт=Топ +Тоб,
где
Тоб
=tопВ20![]() .
.
Определяется годовое время наладки базового варианта,
Тн1
=tн1*nn![]() 60,
60,
затем определяется штучно-калькуляционное время как сумма штучного времени и времени наладки,т.е.
Тшт.к= Тшт + Тн. (4.7)
3) Определяется расчетное количество оборудования по формуле
Рс
= Тшт.к![]() Фоб, (4.8)
Фоб, (4.8)
Принятое количество оборудования расчитывается как
Рп
= Рс![]()
![]() , (4.9)
, (4.9)
где
![]() -
коэффициент
загрузки
оборудования,принимаемый
равным 0,6
-
коэффициент
загрузки
оборудования,принимаемый
равным 0,6 ![]() 0,7.
0,7.
4.2.3.Определение количества работающих,занятых обслуживанием ГПС
Принято,что обслуживание Гпс в I-ю смену производится высококвалифицированным наладчиком, во II-ю и III-ю смену аварийно-дежурным персоналом(операторы),который при необходимости выполняет функции по установке и снятию деталей,станков с ЧПУ- в каждой смене производится наладчиком и оператором,универсальных станков-квалифицированным станочником.Кроме этого следует учитывать вспомогательных рабочих,транспортных рабочих,занятых обслуживанием транспортно-накопительных систем и управляющего вычислительного комплекса. Количество рабочих может быть расчитано прямым счетом исходя из объема выполняемых функций по формуле
Роj
= Tj![]() (Фр
*
(Фр
* ![]() *Квн), (4.10)
*Квн), (4.10)
где
Тj
-годовая
трудоемкость
соответсвующих
работ,ч.;Фр-эффективный
годовой фонд
времени рабочих,ч.;Кнн
-
фактический
коэффициент
выполнения
норм; ![]() -
количество
единиц оборудования,обслуживаемых
одним рабочим
в смену.
4.2.4.Определение
годовых эксплуатационных
издержек потребителя.
-
количество
единиц оборудования,обслуживаемых
одним рабочим
в смену.
4.2.4.Определение
годовых эксплуатационных
издержек потребителя.
Годовые затраты на ремонт специальных приспособлений расчитываются по формуле
Ипр = Кпр
* ( ![]() + Кп ), (4.11)
+ Кп ), (4.11)
здесь Кп -коэффициент,учитывающий затраты на ремонт специальных приспособлений,укрупненно принимаемый 0,04; z - продолжительность выпуска детали одного наименования,ч.; Кпр-стоимость специальных приспособлений для обработки детале-операции, включая затраты на проектирование и изготовление,р;
Годовые затраты на содержания помещений,занимаемых оборудованием расчитывается исходя из Нпл -стоимости содержания кв.м цеха(освещение, уборка,отопление,вентиляция,ремонт) и расчитывается по формуле
Ипл
= Нпл*(S+Sy)*![]() Pп1 (4.12)
Pп1 (4.12)
Годовые затраты на содержание служебно-бытовых помещений, приходящихся на единицу оборудования,
Исл=Нпл*Sб*(Рст + Ри + Рт), (4.13)
Годовые затраты на ремонт и ТО оборудования(кроме микропроцессорных систем)
Ир=(
Нм*Rм+Нэ*Rэ)* ![]() *
Рп1, (4.14)
*
Рп1, (4.14)
где
Нэ,Нм
- годовые
нормативы
затрат на единицу
ремонтосложности
соответственно
электрической
и механической
части,р.;Rэ,Rм
- соответствующая
ремонтосложность;
![]() -коэффициент,учитывающий
класс точности
оборудования;
Рп1 учитывается
только для
базового варианта.
*Нм,Нэ для нового
варианта принимают
с уменьшение
стоимости ТО
на 20%. Годове
затраты на
силовую электроэнергию
-коэффициент,учитывающий
класс точности
оборудования;
Рп1 учитывается
только для
базового варианта.
*Нм,Нэ для нового
варианта принимают
с уменьшение
стоимости ТО
на 20%. Годове
затраты на
силовую электроэнергию
Иэ
= ( Сэ*N*Kэм*Кэв*Фоб*![]() I)
I)![]() r, (4.15)
r, (4.15)
где
Сэ
- средняя
стоимость 1
кВт.ч,1,05 р по
двухставочному
тарифу, N- установленная
мощность
электродвигателя,кВт;Кэм
-коэффициент
учитывающий
использование
электродвигателя
по мощности;Кэв
- коэффициент
учитывающий
использование
электродвигателя
по времени;![]() I
-коэффициент,учитывающий
потери в сети,равный
1,05; r - коэффициент
полезного
действия
оборудования.[3]
I
-коэффициент,учитывающий
потери в сети,равный
1,05; r - коэффициент
полезного
действия
оборудования.[3]
Примечание:на данный момент,рассмотренная в дипломной роботе методика расчета экономических показателей,является устаревшей,существуют более эффективные методы экономического анализа.Цены приведенные в примере следует умножить примерно на 6,5.
4.2.5.Экономический анализ ГПС может быть проведен на основе теории линейного прогаммирования.
Сведем результаты расчетов экономических показателей,по всем вариантам станочных систем,рассмотренных в п.2.1,в таблицу 2 х 7,которую представим в матричной форме
А
= 
где вектор а=(а1...а7) - производительность ГПС,
а вектор b=(b1...b7) - экономический эффект по отношению к базовому варианту,в процентах.
Матрица
А,приводится
к матрице размерности
2 Х 2, удалением
компонентов
векторов,посредством
поиска оптимальных
вариантов
решения графо-аналитическим
методом,сущность
которого состоит
в поиске оптимальных
(равновесных)
решений из
условия x
ak
+
(1-x) bk
=
x as
+
(1 -x) bs
(s
![]() k)
(Cам
метод в дипломной
работе не приводится
в силу громоздкости
его описания)
k)
(Cам
метод в дипломной
работе не приводится
в силу громоздкости
его описания)
Полученную матрицу можно рассматривать как матричную игру ,в которой две противоборствующие стороны:первая- играет столбцами,вторая строками, где можно говорить о множестве стратегий каждой из сторон (i,j).Вероятность выбора i-ой стратегии (р, 1-р),j-oй соответсвенно (q,1-q).Решением системы линейных уравнений найдем (p,q) после чего найдем наиболее приемлемое решение.
ЗАКЛЮЧЕНИЕ
В результате выполнения дипломного проекта,было разработано программное обеспечение для анализа параметров станочных систем (ГПС),выбора компоновки,выбора вспомогательного технологического оборудования в составе ГПС;приведен анализ математической модели на основе теории массового обслуживания;рассмотрен вопрос анализа технико-экономических показателей автоматизированного производства;приведен пример автоматизации рабочего места инженера.
При реализации разработок проекта повышается качество проектирования,уменьшается время проектирования.
ЛИТЕРАТУРА
1. Пуш В.Э., Пигерт В., Сосонкин В.Л. Автоматические станочные системы. - М.: Машиностроение, 1982.
2. Циделко Б.В. Беседы о теории массового обслуживания. - М.: Знание, 1973. - 64 с.
3.Федоренко И. Г.,И. С. Шур и др. Эксплуатация многоцелевых станков. - Киев.: Тэхника ,1988. - 176 с.
4. Модзелинский А. А.,Соловьев А.В., Лонг В. А. Многоцелевые станки:Основы проектирования и эксплуатации.- М.:Машиностроение,1981. - 216 с.
5.Врагов Ю.Д. Анализ компоновок металлорежущих станков. - Станки и инструмент, 1972,№ 8.208 с.
6.Озель О.В,Егоров В.А. и др. Гибкое автоматическое производство Л.:Машиностроение, 1983.
7.Гнеденко Б.В. Курс теории вероятностей - М.: Наука, 1969. - 400 с.
8.Фаронов В.В. Основы турбо Паскаля. - М.:МВТУ-Фестодидактик ,1992 304 с.
9.TurboVision 2\0 М.:НАУКА, 1994 240с.
10.Фаронов В.В. Delphi 3 М.: Нолидж, 1998,400 с.
11.А.И.Сидоров, А.В.Хашковский, Н.М.Мирзаева Безопасность эксплуатации ЭВМ и микропроцессорной техники в составе автоматизированного производства Ч.:ЧГТУ, уч.пос.,1990,63 с.
12.Windows 95,MicroSoft Corparation/1877OS/1995
ё
67
| 1201.98.080.00 ПЗ | ||||||
| Изм | Лист | № докум | Подп. | Дата |
Файл дипломного проекта diplom.doc должен сопровождатся рисунками,
см.список литратуры.
Программа GPS сделана для Win95 как часть дипломного проекта,к
сожелению она не отлажена и непрафиссианальна.(за проф.обращайтесь
danil@instr.tu-chel.ac.ru $50 )
Программа сделана на основании паскалевского модуля Algwin.pas:который
Вы можете использовать.
Диплом сдавался в мае 1998,в ЮУРГУ (Челябинском Техническом Университете)
на отл.
ст.Прусаков Д.В.
рук.Мазеин П.Г.
Желаю Уд
Похожие работы
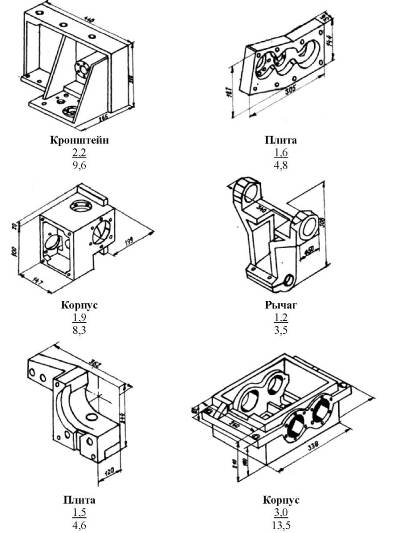
... (АСК), автоматизированная система удаления отходов производства (АСУОП), автоматизированная система технологической подготовки производства (АСТПП) и автоматизированная система управления производством (АСУП). 1. Исходные данные для проектирования Сведения о продукции: корпусные детали 75-ти наименований (рис. 1.1) с габаритными размерами от 100 до 400 мм из алюминиевых сплавов типа АЛ-9, ...
хническая характеристика робота В разрабатываемом гибком производственном модуле для обработки тел вращения применяется промышленный робот УМ 2.160.ПР2. Техническая характеристика: Число степеней подвижности 4 Перемещение руки в горизонтальном направлении, мм 0,0 – 6000 Вертикальное перемещение, мм 50 – 1500 Углы поворота руки, град 0 – 120 Наибольшая скорость осевого перемещения руки, ...
... . Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отделочных цехах или в одном цехе. В соответствии с ГОСТ 26229 гибкая производственная система (ГПС) (гибкое автоматизированное производство - ГАП) - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц ...

... 500 мм. Для систем с мультиплексированной шиной адрес внешних устройств принимаем равным А8=АБ+Х8. Здесь АБ – начальный адрес, закрепленный за внешними устройствами в данной СЧПУ, а Х8 = Р8. Принимаем допущение, что система управления с разомкнутой главной обратной связью описывается передаточной функцией, имеющей первый порядок астатизма. ; К – коэффициент усиления системы по одной из ...
0 комментариев