Навигация
Уплотнение ввёртных деталей без прокладок
35409
знаков
0
таблиц
19
изображений
4.2.1. Уплотнение ввёртных деталей без прокладок
На рис. 22 показаны способы уплотнения ввертных деталей без прокладок или с металлическими уплотняющими элементами. Завертывание на конической резьбе (рис. 22,1) обеспечивает полную герметичность, особеннo если корпус выполнен из пластичного металла. Остальные, приведенные на рис. 22 конструкции уплотнений основаны на пластической деформации материала корпуса или материала ввертываемой детали. Их можно применять для редко разбираемых или неразъемных соединений.
На рис. 22,2,3 изображены способы уплотнения острыми кольцевыми гребешками. Гребешок выполняют на детали из более твердого материала (в конструкции.на рис. 22,2 гребешок выполнен на корпусе, на рис. 22,3 - ввертной детали) и при завертывании врезается в мягкий материал, обеспечивая уплотнение. На рис. 22,4,5 приведены аналогичные уплотнения с применением отдельных кольцевых шипов, выполняемых из закаленной стали. Материал ввертной детали и корпуса в данном случае должен быть мягче материала шипового кольца.
На рис. 22,6-8 показаны способы уплотнения, основанные и пластической деформации резьбы корпуса. В конструкции на рис. 22, 6 резьба на ввертной детали выполнена со сбегом; при завертывании детаи неполные витки резьбы сминают витки корпуса, обеспечивая герметичность соединения. В конструкции на рис. 22, 7 резьба на ввертной детали переходит в конус; при завертывании конус сминает входные витки отверстия, обеспечивая уплотнение и в то же время наглухо стопоря соединение. В конструкции на рис. 22,8 те же функции выполняет цилиндрический поясок на резьбе ввертной детали. Соединения, приведенные на рис.22,7,8 — неразъемные.
4.3. Глухие резьбовые соединения
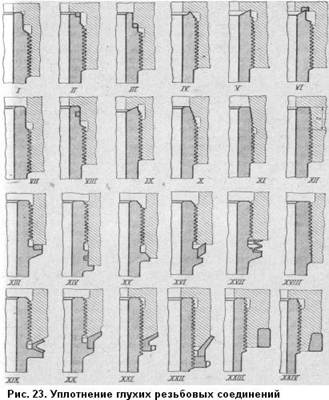 На рис. 23 показаны способы герметизации глухих резьбовых соединений большого диаметра, работающих при высоких температурах и высоких внутренних давлениях. Соединения такого типа выполняют на тугой резьбе и свертывают, предварительно подогрев и охватывающую деталь или охладив охватываемую деталь.
На рис. 23 показаны способы герметизации глухих резьбовых соединений большого диаметра, работающих при высоких температурах и высоких внутренних давлениях. Соединения такого типа выполняют на тугой резьбе и свертывают, предварительно подогрев и охватывающую деталь или охладив охватываемую деталь.
Резьбу выполняют с высокой степенью точности фрезерованием или шлифованием. Перед свертыванием резьбу смазывают герметизирующими мазями. При необходимости улучшить теплопереход в состав мазей вводят металлические наполнители (алюминиевую, бронзовую или цинковую пудру).
Кроме того, герметичность обеспечивают рядом дополнительных мер: упором соединительных деталей в торец непосредственно (рис. 23,1) или через прокладки (рис.23,2,3) из пластичных металлов (свинца, красной меди, алюминия), кольцевыми шипами (рис. 23, 4-6), посадкой на точно обработанных цилиндрических поясках (рис. 23,7,8), затяжкой на конус (рис. 23,9-11). В конструкции на рис. 23,12 резьба охватываемой детали на участке а срезана на конус; соответствующий участок на охватывающей детали — гладкий. При ввертывании охватываемая деталь нарезает на этом участке резьбу.
Надежность описанных уплотнений возрастает, если уплотняющие элементы расположить не внутри соединения, как показано на рис. 23,1-12, где они подвержены действию высокого давления, а снаружи, куда давление доходит только при прорыве уплотняемой жидкости или газов через витки резьбы, и то значительно ослабленным в результате дросселирования в витках резьбы. На рис. 23, изображены такие конструкции с уплотнением прокладками (рис. 23,13,14), конусами (рис. 23, 15), кольцевыми шипами (рис. 23, 16), пружинными кольцами (рис. 23, 17), резьбой со сбегом (рис.23, 18).
 В конструкциях на рис. 23, 19-22 уплотнение достигается обжатием крайних витков охватывающей детали коническими кольцами и гайками. В конструкциях на рис. 23, 23, 24 обжатие осуществляется напрессовкой бандажей на охватывающую деталь. Иногда обжатие осуществляют затяжкой охватывающей детали хомутом.
В конструкциях на рис. 23, 19-22 уплотнение достигается обжатием крайних витков охватывающей детали коническими кольцами и гайками. В конструкциях на рис. 23, 23, 24 обжатие осуществляется напрессовкой бандажей на охватывающую деталь. Иногда обжатие осуществляют затяжкой охватывающей детали хомутом.
5.1. Уплотнение цилиндрических стыков
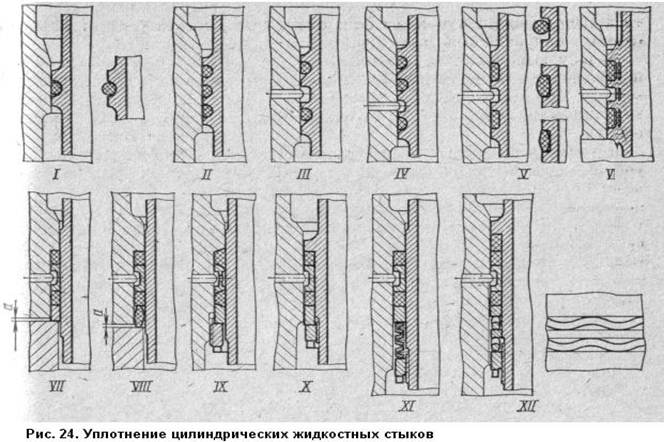
На рис. 24 показаны способы уплотнения цилиндрических стыков, подверженных давлению жидкости (случай «мокрых» гильз поршневых двигателей внутреннего сгорания с жидкостным охлаждением).
Простейший вид уплотнения — установка резинового кольца круглого сечения в канавке гильзы (рис. 24,7). В свободном состоянии кольцо выступает над поверхностью гильзы, при введении гильзы в охлаждающую рубашку кольцо сжимается и уплотняет стык гильзы и рубашки. Для увеличения надежности уплотнения устанавливают последовательно несколько колец (рис. 24, 1).
Улучшенная конструкция этого уплотнения показана па рис. 24,3. Здесь канавки выполнены со скосом, направленным в сторону, противоположную действию давления жидкости. Под давлением жидкости кольца постоянно вытесняются в суживающуюся часть канавок и прижимаются к уплотняемым поверхностям с силой, пропорциональной давлению. Между кольцами расположена выточка, сообщающаяся дренажным отверстием с атмосферой. В случае прорыва через первое кольцо жидкость стекает через дренажные отверстия наружу; второе кольцо, разгруженное в данном случае от давления, предупреждает дальнейшее просачивание жидкости.
Для увеличения надежности на рабочей стороне уплотнения устанавливают несколько колец (рис. 24, 4). Другие формы канавок и колец покозаны на рис. 24, 5. Во всех случаях необходимо, чтобы сечение канавки ныло больше сечения кольца, иначе резина, будучи практически несжимаемым материалом (не смешивать сжимаемость с упругой деформацией, связанной с изменением формы сечения), может развить значительные радиальные силы и вызвать «корсетную» деформацию гильзы на участке расположения колец.
Для обеспечения плотного прижатия колец к стенкам рубашки, с тыльной стороны колец устанавливают волнистые двухвитковые кольцевые пружины (рис. 24, 6).
Иногда уплотнение подвергают осевой затяжке. Особенно просто это осуществляется в
случае, когда рубашка отъемная (рис. 24, 7, 8). Суммарную высоту элементов уплотнения в данном случае делают несколько больше высоты канавки на величину a; при стягивании зазор a выбирается, и в уплотнении возникает осевой натяг.
При неразъемных рубашках осевую затяжку осуществляют гайкой, ввертываемой в рубашку (рис. 24, 9) или навертываемой на гильзу (рис. 24, 10).
Во избежание перетяжки уплотняющих колец и для поддержания постоянства натяга в эксплуатации в соединение вводят упругие элементы в виде конических пружинных колец (рис. 24, 11) или гофрированных кольцевых пружин круглого сечения (рис. 24, 12).
Похожие работы
... с точными геометрическими размерами и высокой чистотой обработки поверхности, повышает механическую прочность. Широкое распространение эти методы защиты И получили благодаря простоте технологического процесса, минимальному расходу материалов. По степени обеспечения влагостойкости обволакивание уступает заливке. Обволакивание, пропитка и заливка не заменяют полную герметизацию, т.к. не исключают ...
... расстояние между нижним краем лобкового симфиза и верхушкой копчика - прямой размер выхода малого таза - 10 см; при родах увеличивается на 1,0-1,5 см за счет отклонения верхушки копчика кзади. Кости и соединения свободной нижней конечности Бедренная кость (os femoris, femur) - самая крупная из трубчатых костей. Верхний эпифиз ее представлен округлой головкой, переходящей в шейку, большим и ...
... (мин). Штучное время: Тшт=То+Твсп.неп+Ттех+Торг+Тотд (12) Тшт=0,08+0,76+0,008+0,013+0,05=0,91 (мин). 3. ОБОСНОВАНИЕ ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ СТАНКА 3.1 Обоснование бесцентровой обработки Обработка коленчатого вала на станке NAGEL проводится в центрах, вал вращается с помощью поводкового патрона. Зажимные рычаги имеют возможность перемещаться в радиальном направлении и, по сути, ...
... тяжелые отравления. Пусковые подогреватели. Пуск двигателя при низкой температуре окружающего воздуха затруднен. Для прогрева двигателя применяют пусковой подогреватель. На автомобиле ЗИЛ-130 подогреватель состоит из котла с направляющим патрубком, электровентилятора, топливного бачка, электромагнитного запорного клапана, пульта управления, наливной воронки, патрубков, соединительных ...
0 комментариев