Навигация
Уплотнение плоских стыков
35409
знаков
0
таблиц
19
изображений
5.2. Уплотнение плоских стыков
В машиностроении нередко необходимо уплотнять стыки полостей, содержащих жидкости и сообщающихся между собой фигурными окнами или круглыми отверстиями. Их уплотняют листовыми прокладками из упругих материалов. Стыки, подверженные воздействию высоких давлений и температур (например, стыки блочных головок двигателей внутреннего сгорания с блоком охлаждающих рубашек) уплотняют армированными прокладками из асбеста.
Применяют два основных вида прокладок: с внутренней арматурой и с наружной. Прокладки первого типа состоят из асбеста, пропитанного термостойким связующим составом, напрессованного на арматуру из медной или латунной проволочной сетки, придающей прокладкам необходимую прочность и жесткость. Прокладки второго типа состоят из асбестовой композиции, заключенной в оболочку из тонколистовой красной меди или пластичного железа (типа железа Армко). Наружные края прокладки, а также кромки всех окон и отверстий окантовывают накладками из того же материала (рис. 25).
6. УПЛОТНЕНИЕ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ Цилиндрические соединения, собираемые на посадках с натягом, как правило, не нуждаются в уплотнении; натяг сам по себе надежно уплотняет соединение даже при значительном перепаде давления. Подлежат уплотнению соединения, собранные на центрирующих посадках и на посадках с зазором и подверженные действию давления или 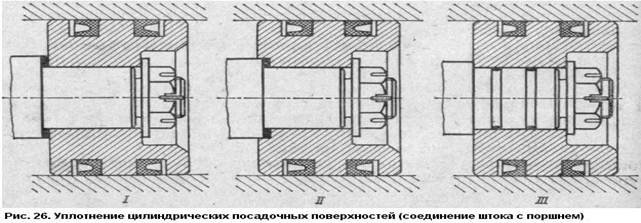
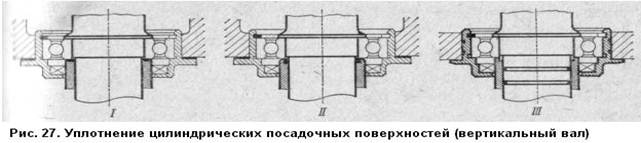
 работающие под напором столба жидкости. Например, в соединениях поршней со штоками уплотнения достигают или установкой торцовых прокладок (рис. 26,1,2), или установкой колец из упругого материала на цилиндрических поверхностях соединения (рис. 26, 3). При уплотнении вертикальных валов во избежание просачивания наружу масла из уплотняемой полости через зазор между валом и втулкой, втягивающей шарикоподшипник, распорную втулку уплотняют торцовыми прокладками (рис. 27,1,2) или кольцами из упругого материала, установленными на цилиндрической поверхности вала на участке сопряжения вала со втулкой (рис. 27,3). Кольцами уплотняют другие части соединения, когда нет возможности применить торцовые прокладки.
работающие под напором столба жидкости. Например, в соединениях поршней со штоками уплотнения достигают или установкой торцовых прокладок (рис. 26,1,2), или установкой колец из упругого материала на цилиндрических поверхностях соединения (рис. 26, 3). При уплотнении вертикальных валов во избежание просачивания наружу масла из уплотняемой полости через зазор между валом и втулкой, втягивающей шарикоподшипник, распорную втулку уплотняют торцовыми прокладками (рис. 27,1,2) или кольцами из упругого материала, установленными на цилиндрической поверхности вала на участке сопряжения вала со втулкой (рис. 27,3). Кольцами уплотняют другие части соединения, когда нет возможности применить торцовые прокладки.
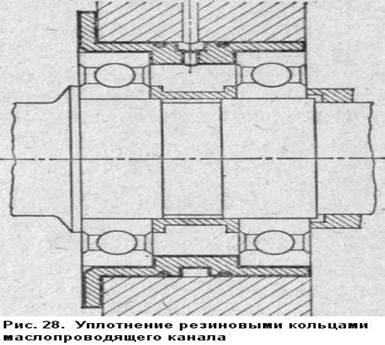
На рис. 28 показано уплотнение резиновыми кольцами гильзы подшипников качения на участке подвода смазки.
7. УПЛОТНЕНИЕ ЛЕГКОСЪЕМНЫХ КРЫШЕКУплотнение легкосъемных крышек, например крышек смотровых люков, откидных дверок, устанавливаемых на петлях, шарнирах и т. д., имеет некоторые особенности. Сила прижатия в этом случае обычно невелика; затяжка (в особенности у откидных дверок) неравномерна. Такие крышки обычно уплотняют толстыми прокладками из мягких, легко сжимаемых материалов (мягкой резины, пластиков, пробки). Для удобства пользования прокладку укрепляют на одной из соединяемых деталей вулканизацией, на клею или механическими способами.
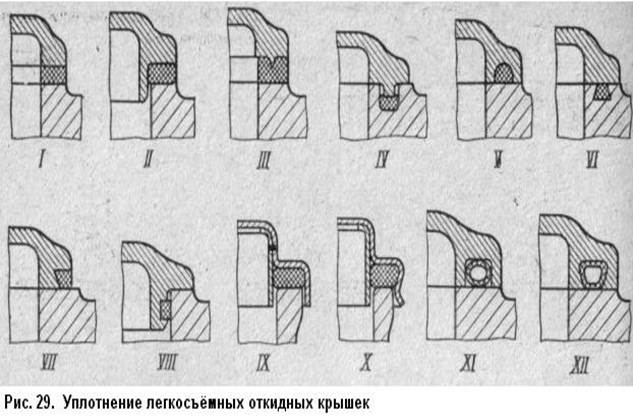
Способы уплотнения легкосъемных крышек представлены на рис. 29. В конструкциях на рис. 29,1,2 уплотнение достигается толстой прокладкой из мягкой резины, привулканизованной к крышке. В конструкции на рис. 29, 3, 4 прокладку крепят на корпусе. Для увеличения надежности уплотнения крышки снабжены гребешком, который у круглых деталей выполняют точением, а у фигурных литых крышек — литьем в кокиль. В конструкциях на рис. 29, 5 — 8 уплотнение осуществляется резиновым шнуром, заводимым в торцовые или боковые канавки.
На рис. 29, 9, 10 изображены штампованные крышки. В этом случае прокладки крепят в приварном ранте крышки. На рис. 29, 11, 12 показаны уплотнения повышенной упругости, состоящие из кольцевой полой резиновой трубки, наполненной воздухом под давлением.
8.1. Виды резин и их физические свойства
Для уплотнения применяют почти всегда резину на основе синтетических каучуков, обладающих в отличие от натуральных каучуков высокой масло-, бензо- и керосиностойкостью, и значительно превосходящих натуральные каучуки по химической стойкости, свето- и температуростойкости.
Наиболее широко применяют хлоропреновые каучуки, натрий-бутадиеновые каучуки, бутадиен-стирольные каучуки, бутадиен-ннтрильные каучуки. Для соединений, работающих при повышенных температурах, применяют силиконовые каучуки, выдерживающие температуру до 300°С.
Резина обладает прекрасными уплотняющими свойствами вследствие высокой эластичности, податливости и способности затекать в мельчайшие углубления и неровности уплотняемых поверхностей.
Как листовой прокладочный материал резину применяют редко, так как она легко выдавливается под действием усилия затяжки. Резину широко применяют для уплотнения в случаях, когда сила прижатия определяется упругостью самой резины (в виде шнуров, укладываемых в канавки и т. д.). Листовую резину применяют только в случаях, когда сила прижатия невелика, например для уплотнения тарельчатых клапанов, нагруженных пружинами.
8.2. Армирование резины
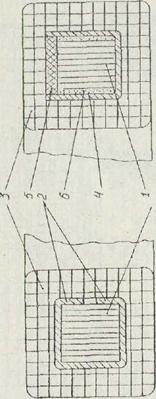
Некоторые трудности вызывает крепление резины к уплотняющей, детали из-за свойства листовой резины легко образовывать складки. Способ, позволяющий устранить этот недостаток и вместе с тем обеспечивающий надежное крепление резинового листа, заключается в армировании резины. Уплотняющие детали такого типа получают опрессовкой с обеих сторон металлического листа с расположенными в шахматном порядке отверстиями. Затекание резины в отверстия обеспечивает прочную связь резины с листом.

Для увеличения сцепления резины с металлом на поверхность металла наносят слой латуни толщиной в несколько сотых миллиметра. Металлический лист смазывают резиновым клеем, закладывают в резиновую смесь и подвергают одновременному прессованию и вулканизации при гемпературе 140—150°С и давлении 20—30 кгс/см2. Таким способом получают жесткие уплотняющие блоки, обладающие всеми положительными свойствами резины.
Подобный кольцевой дисковой блок изображен на рис. 30. Блок притягивается к уплотняемой детали центральным болтом, упирающимся в выпущенные за пределы резинового кольца кромки металлического листа.
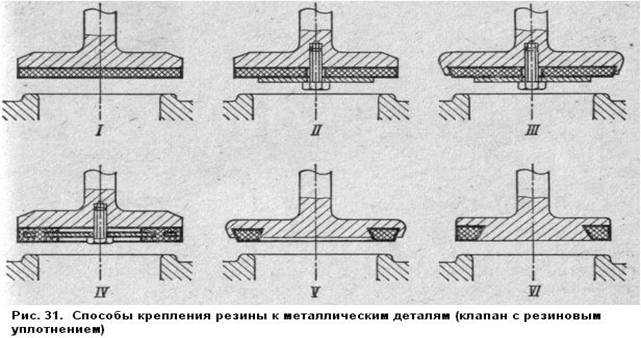
На рис. 31 показаны дисковые клапаны с резиновым уплотнением. Резину крепят к металлической поверхности вулканизацией или на клею (рис. 31,7). Для приклеивания резины к металлу применяют бутадиен–стирольные, неопреновые, силоксановые клеи и клеи на основе модифицированных эпоксидов.
8.3. Механические способы крепления прокладок
На рис. 31, 2 — 6 изображены механические способы крепления. Способ крепления металлической шайбой (рис. 31, 2) обладает тем недостатком, что края резинового диска при затяжке могут отходить от металла. В конструкции на рис. 31,3 этот недостаток устранен заправкой краев резинового диска в наклонный паз. На рис. 31, 4 изображен способ крепления по схеме рис. 30. В конструкции на рис. 31, 5 резиновое кольцо вводят в паз типа «ласточкин хвост». В конструкции на рис. 335, 6 кольцо устанавливают с натягом в открытую канавку на периферии клапана.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ1. Проектирование деталей из пластмасс. Справочник. Альшиц И.Я. и др. М., Машиностроение, 1969
2. Орлов П.И. Основы конструирования. В 3-х книгах. М.,
Машиностроение, 1977
3. Спришевский А.И. Подшипники качения. М., Машиностроение,
1969-632 стр.
Похожие работы
... с точными геометрическими размерами и высокой чистотой обработки поверхности, повышает механическую прочность. Широкое распространение эти методы защиты И получили благодаря простоте технологического процесса, минимальному расходу материалов. По степени обеспечения влагостойкости обволакивание уступает заливке. Обволакивание, пропитка и заливка не заменяют полную герметизацию, т.к. не исключают ...
... расстояние между нижним краем лобкового симфиза и верхушкой копчика - прямой размер выхода малого таза - 10 см; при родах увеличивается на 1,0-1,5 см за счет отклонения верхушки копчика кзади. Кости и соединения свободной нижней конечности Бедренная кость (os femoris, femur) - самая крупная из трубчатых костей. Верхний эпифиз ее представлен округлой головкой, переходящей в шейку, большим и ...
... (мин). Штучное время: Тшт=То+Твсп.неп+Ттех+Торг+Тотд (12) Тшт=0,08+0,76+0,008+0,013+0,05=0,91 (мин). 3. ОБОСНОВАНИЕ ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ СТАНКА 3.1 Обоснование бесцентровой обработки Обработка коленчатого вала на станке NAGEL проводится в центрах, вал вращается с помощью поводкового патрона. Зажимные рычаги имеют возможность перемещаться в радиальном направлении и, по сути, ...
... тяжелые отравления. Пусковые подогреватели. Пуск двигателя при низкой температуре окружающего воздуха затруднен. Для прогрева двигателя применяют пусковой подогреватель. На автомобиле ЗИЛ-130 подогреватель состоит из котла с направляющим патрубком, электровентилятора, топливного бачка, электромагнитного запорного клапана, пульта управления, наливной воронки, патрубков, соединительных ...
0 комментариев