Навигация
П л а н :
Введение.
1. Сортамент.
2. Технологический процесс и оборудование стана.
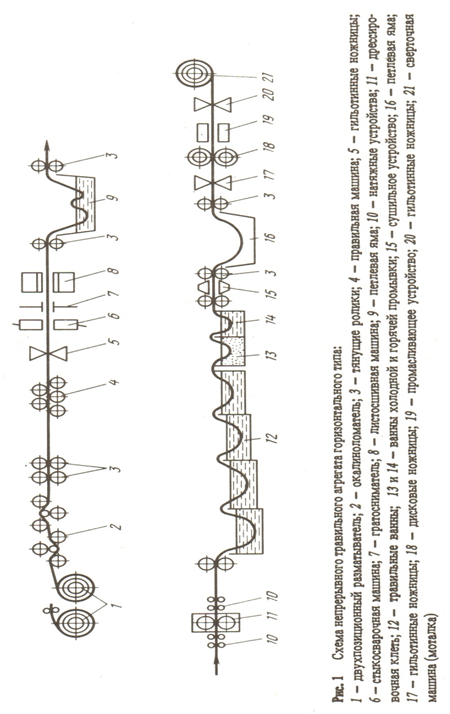
Схема расположения оборудования.
3. Понятия о калибровке валков.
4. Качество продукции и основные деффекты.
5. Перспективы развития способа производства.
6. Технико-экономические показатели.
Литература.
Введение.
Холодная прокатка по сравнению с горячей имеет два больших преимущества: во-первых, она позволяет производить листы и полосы толщиной менее 0,8-1 мм, вплоть до нескольких микрон, что горячей прокаткой недостижимо; во-вторых, она обеспечивает получение продукции более высокого качества по всем показателям - точности размеров, отделке поверхности, физико-механическим свойствам. Эти преимущества холодной прокатки обусловили ее широкое использование как в черной, так и в цветной металлургии.
Вместе с тем необходимо отметить, что процессы холодной прокатки являются более энергоемкими, чем процессы горячей прокатку При холодной деформации металл упрочняется (наклепывается), в связи с этим для восстановления пластических свойств приходится проводить отжиг. Технология производства холоднокатаных листов включает большое число переделов, требует применения сложного и многообразного оборудования.
В настоящее время доля холоднокатаных листов в общей массе тонколистового проката составляет около 50 %. Производство холоднокатаных листов, полос и лент продолжает интенсивно развиваться. Основную массу (примерно 80%) холоднокатаных листов составляет низкоуглеродистая конструкционная сталь толщиной 0,5-2,5 мм, шириной до 2300 мм. Такую тонколистовую сталь широко используют в автомобилестроении, поэтому часто ее называют автолистом. Методом холодной прокатки производят почти всю жесть - продукцию, идущую в больших количествах для изготовления пищевой тары, в частности консервных банок. Материалом для жести также служит низкоуглеродистая сталь, но в большинстве случаев жесть выпускают с защитным покрытием, чаще всего - оловянным. Жесть прокатывают в виде полос толщиной 0,07-0,5 мм, шириной до 1300 мм. К числу распространенных видов холоднокатаной продукции также относятся: декапир (травленая и отожженная сталь, применяемая при производстве эмалированной посуды и других изделий с покрытиями), кровельный лист (часто выпускается оцинкованным), низколегированные конструкционные стали. Особо следует отметить две важные группы легированных сталей - коррозионностойкую (нержавеющую) и электротехническую (динамную и трансформаторную).
В цветной металлургии холодная прокатка применяется для получения тонких полос, листов и лент из алюминия и его сплавов, меди и ее сплавов, никеля, титана, цинка, свинца и многих других металлов. Наименьшую толщину имеет фольга. Например, алюминиевая фольга выпускается в виде полос минимальной толщиной 0,005мм, шириной до 1000-1500 мм. Разнообразие сортамента холоднокатаной листовой продукции обеспечивается применением прокатных станов различной конструкции, с очень разными техническими характеристиками и уровнями производительности.
1. Производство электротехнической листовой стали
Электротехническая сталь условно делится на динамную и трансформаторную. Само название этих сталей указывает на области их применения. Динамная сталь используется в основном для изготовления электромоторов (динамо-машин) и генераторов, трансформаторная - для изготовления трансформаторов и различных электромагнитных приборов. Электротехнические стали работают в условиях перемагничивания переменным током и должны иметь низкие ваттные (гистерезисные) потери и высокую магнитную индукцию.
Для обеспечения указанных физических свойств сталь должна содержать большое количество кремния и минимальное, как можно меньшее количество углерода и других примесей. Обычно содержание кремния находится в пределах: в динамной стали - 1-1,8%, в трансформаторной - 2,8-3,5 %. Кроме того, сталь должна иметь особую структуру - крупнозернистую и текстурованную. К числу стандартизованных марок электротехнической стали относятся: Э11, Э12, Э13, Э21, Э22, Э31, Э32, ЭЗЮ, Э320, ЭЗЗО и др.(Буквы и цифры мерках электротехнической стали обозначают; Э – электротехническая сталь; перввя цифра — степень легирования стали кремнием: вторая цифра — гаранторовавнные электрические и магнитные свойства; ноль (0) в конце марки означает, что сталь холоднокатаная текстурованная, два нуля (00) - малотекстурованная).
Электротехнические стали выпускаются в виде полос и листов толщиной 0,2-1,0 мм (чаще всего 0,35 и 0,5мм), шириной до 1000мм. Распространенные размеры листов в плане 750 х 1500 мм и 1000 х х 2000 мм. Исходной заготовкой служат горячекатаные полосы толщиной 2-4 мм, поступающие в рулонах с непрерывных станов или станов с печными моталками.
Сопротивление деформации и пластичность электротехнических сталей сильно зависят от процентного содержания кремния. Увеличение его количества в стали приводит к повышению сопротивления деформации и резкому падению пластичности. Поэтому холодная прокатка трансформаторной стали осуществляется значительно труднее, чем прокатка динамной.
Похожие работы
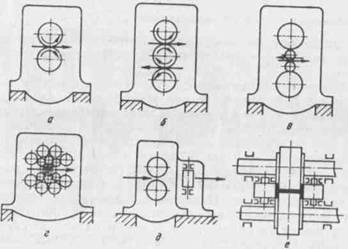
... рулонной стальной полосы (холодная прокатка с небольшими обжатиями в пределах 0,5/3,0%) применяют четырехвалковые станы: одноклетевые нереверсивные, одноклетевые реверсивные, двухклетевые нереверсивные. Холодную прокатку полос и листов из алюминиевых сплавов осуществляют на реверсивных и нереверсивных одноклетевых четырехвалковых станах с бочкой валков длиной 1700/2800 мм или на непрерывных ...
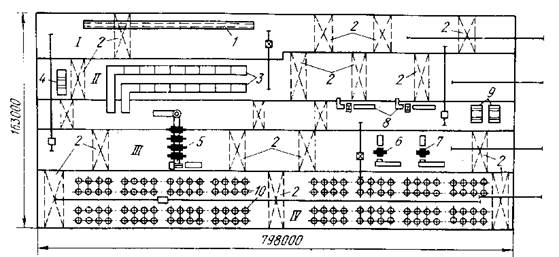
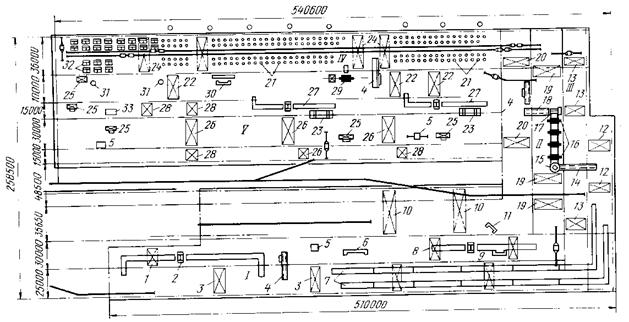
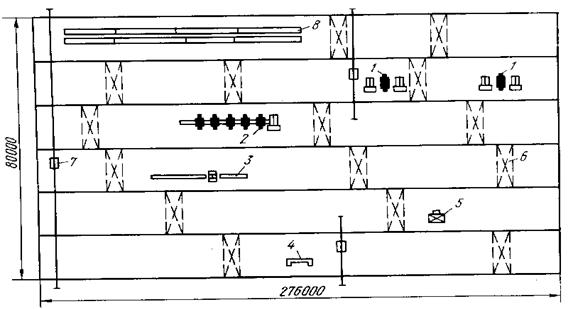
... Первая очередь цеха холодной прокатки введена в эксплуатацию в 1963 г., оборудование стана расположено в 12 пролетах (Рисунок 2). Рисунок 2. Схема расположения основного технологического оборудования стана холодной прокатки 1700 Мариупольского металлургического комбината им. Ильича: I - склад горячекатаных рулонов, II - пролет стана, III - машинный зал, IV - пролет газовых колпаковых печей, ...





... : 1. Электрофасоннолитейный цех (ЭФЛЦ) 2. Сортопрокатный цех (СГЩ) Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот» 3 Листопрокатный цех (ЛПЦ) 4 Сталепроволочный цех (СтПЦ) 5 Калибровочный цех 6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ) Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и ...
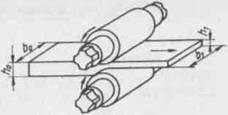
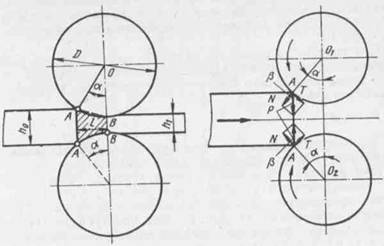
... h0 -- h1 ∆h Рис. 21.2. Очаг деформации и угол захвата при прокатке Эта формула выражает зависимость между углом захвата а, обжатием Ah и диаметром валков D. Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата со стороны каждого валка на металл действуют две силы (рис. 21.3): нормальная (радиальная) ...
0 комментариев